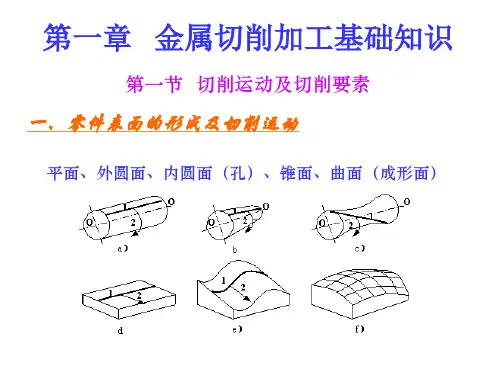
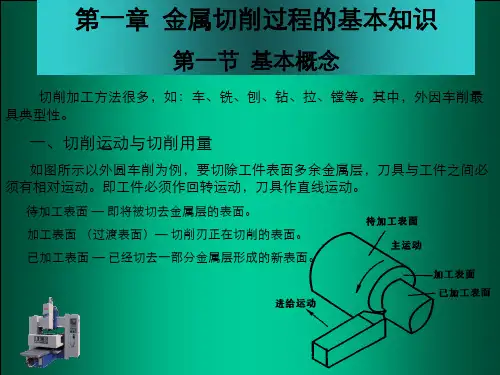
第一章 金属切削过程及其控制(第一节)
- 格式:ppt
- 大小:3.15 MB
- 文档页数:80
机械制造基础总结机械制造基础总结考试题型:名词解释(2'×5 共10');填空(20');判断(1'×10 共10');选择(1'×10 共10');画图题(10'—车⼑⾓度);简答与计算(共40');第⼀章:⾦属切削过程及其控制名词解释:1、⾦属切削过程:⾦属切削过程就是⼑具和⼯件之间通过不同形式的相对运动,由⼑具从⼯件表⾯上切去多余材料,从⽽得到预期形状精度、尺⼨精度、位置精度和表⾯粗糙度的机械零件的过程;2、⾦属切削加⼯:⾦属切削加⼯:⼑具和⼯件按⼀定规律作相对运动,通过⼑具切削刃切除⼯件上多余的或预留的⾦属,使⼯件形状、尺⼨精度及表⾯质量满⾜预定要求;3、基⾯:“通过主切削刃上选定点垂直于主运动⽅向的平⾯”(基⾯P r);4、切削平⾯:“通过主切削刃上选定点,与切削刃相切并垂直于基⾯的平⾯”(切削平⾯P S);5、主剖⾯:“通过主切削刃上选定点,并同时垂直于基⾯和切削平⾯的平⾯”(正交平⾯/主剖⾯P o);6、前⾓:“前⼑⾯与基⾯之间的夹⾓”(前⾓γo);7、后⾓:“后⼑⾯与切削平⾯的夹⾓”(后⾓αo);8、负后⾓:9、刃倾⾓:“主切削刃与基⾯之间的夹⾓”(刃倾⾓λS);10、主偏⾓:“主切削刃在基⾯上的投影与进给⽅向的夹⾓”(主偏⾓k r);11、负偏⾓:“副切削刃在基⾯上的投影与进给⽅向的夹⾓”(副偏⾓k r’)12、直⾓切削/正切削:主切削刃与合成切削速度⽅向垂直;13、斜⾓切削/斜切削:主切削刃与合成切削速度⽅向不垂;14、⾃由切削:只有直线型主切削刃参加切削⼯作;15、⾮⾃由切削:曲线型主切削刃或主副切削刃均参加切削;注:刃倾⾓不等于零的⼑具均属于斜切削⽅式。
斜切削具有⼑⼝锋利,排屑轻快等许多特点。
对⾦属切削变形区进⾏观察和研究时,⼀般采⽤⾃由切削的⽅式。
⽣产实际中的切削都是⾮⾃由切削;16、⼑具寿命:是指⼀把新⼑具从开始使⽤到报废为⽌的总切削时间。

第一章金属切削过程及其控制1-1什么是切削用量三要素?在外圆车削中,它们与切削层参数有什么关系?答:切削用量是指切削速度 v c 、进给量 f (或进给速度 v f )、背吃刀量 a p 三者的总称,也称为切削用量三要素。
它是调整刀具与工件间相对运动速度和相对位置所需的工艺参数。
(一)切削速度 v c切削刃上选定点相对于工件的主运动的瞬时速度,在计算时应以最大的切削速度为准,如车削时以待加工表面直径的数值进行计算,因为此处速度最高,刀具磨损最快。
(二)进给量 f工件或刀具每转一周时,刀具与工件在进给运动方向上的相对位移量。
进给速度 v f 是指切削刃上选定点相对工件进给运动的瞬时速度。
(三)背吃刀量 a p通过切削刃基点并垂直于工作平面的方向上测量的吃刀量。
1-2怎样划分切削变形区?第一变形区有哪些变形特点?答:根据切削时试验时制作的金属切削层变形图片,绘制出金属切削过程中的滑移线和流线示意(流线表示被切削金属的某一点在切削过程中流动的轨迹),可将切削变形区划分为第一变形区、第二变形区、第三变形区。
第一变形区的变性特点有:沿滑移线的剪切变形以及随之产生的加工硬化1-3什么是积削瘤?它对加工过程有什么影响?如何控制积削瘤的产生?(李金德)答:在加工过程中,由于工件材料是被挤裂的,因此切屑对刀具的前面产生有很大的压力,并摩擦生成大量的切削热。
在这种高温高压下,与刀具前面接触的那一部分切屑由于摩擦力的影响,流动速度相对减慢,形成“滞留层”。
当摩擦力一旦大于材料内部晶格之间的结合力时,“滞流层”中的一些材料就会粘附在刀具靠近刀尖的前面上,形成积屑瘤。
可采用耐磨性好的刀具,减小刀具的前角和主偏角,降低切削速度等措施。
以及对材料进行热处理等。
1-4常用的切屑形态有哪几种?它们一般都在什么情况下生成?怎样对切屑形态进行控制?答:带状切屑,挤裂切屑,单元切屑,崩碎切屑。
带状切屑一般在切削塑性较高的金属材料时产生,挤裂切屑在切削黄铜或用低速切削钢产生,单元切屑在切削铅或用很低的速度切削钢时产生,崩碎切屑在切削脆性金属时产生。