金属切削过程及控制
- 格式:ppt
- 大小:8.68 MB
- 文档页数:80
金属切削过程与刀具的基本知识金属切削是一种将金属材料通过切削刀具的作用使其达到需要形状和尺寸的工艺。
金属切削工艺是机械加工的主要方法之一,广泛应用于制造业的各个领域。
本文将详细介绍金属切削过程与刀具的基本知识。
一、金属切削过程启动阶段是切削过程开始时,切削速度较低,金属会发生初步塑性变形。
切削力和切削温度相对较低。
稳定阶段是切削速度逐渐增加,形成连续的切屑,金属在切削面产生变形,切削力和切削温度达到稳定状态。
断裂阶段是切削过程接近结束时,切削力和切削温度急剧增大,金属开始断裂,切削面出现划痕。
切削过程中,切削力对刀具与工件的影响很大。
切削力的大小与切削速度、前进速度、切削深度等因素有关。
合理控制切削力可以延长刀具的使用寿命,提高切削效率。
切削温度是切削过程中的另一个重要参数。
切削温度的高低对刀具寿命和加工精度有很大影响。
高温会使刀具磨损加剧,降低其硬度和强度,导致切削质量下降。
切削速度是切削过程中的重要参数之一,它直接影响到切削效率和切削质量。
切削速度越高,切削效率越高,但也会引起刀具温度升高,容易引发刀具的磨损和断裂。
切削速度的选择要根据工件材料的硬度、刀具材料的性能及切削条件等因素进行合理搭配。
刀具是进行金属切削的工具,它的质量和性能直接影响到切削过程的效果。
下面介绍几个关于刀具的基本知识。
1.刀具的结构:刀具通常由刀柄、刀片和刀片夹持装置组成。
刀柄是刀具的主体部分,可以用来固定和传递力量。
刀片是刀具的工作部分,负责进行金属切削。
夹持装置用来固定刀片在刀柄上。
2.刀具材料:刀具材料通常需要具备高硬度、高强度、耐磨性、耐高温性、抗断裂性等特性。
常见的刀具材料有硬质合金、高速钢、陶瓷、CBN、PCD等。
3.刀片的形状:刀片的形状多样,常见的有直刃刀片、弧形刀片、切槽刀片、钻孔刀片等。
刀片的形状要根据具体的切削任务选择,以提高切削效果。
4.刀具寿命:刀具寿命是指刀具从开始使用到不能继续使用的总时间。
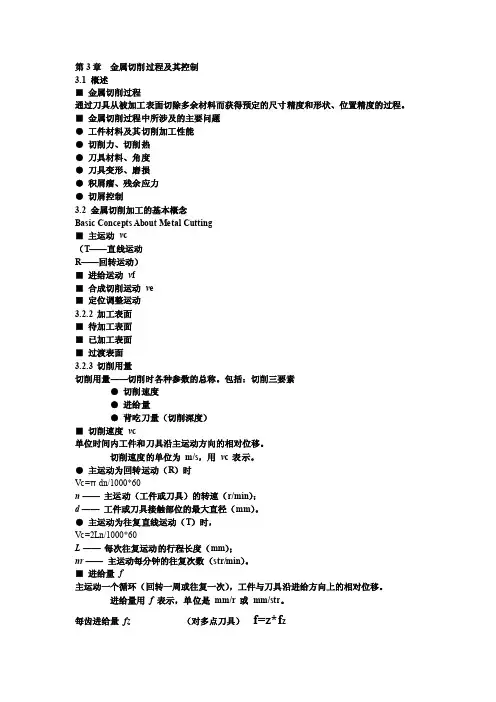
第3章金属切削过程及其控制3.1 概述■金属切削过程通过刀具从被加工表面切除多余材料而获得预定的尺寸精度和形状、位置精度的过程。
■金属切削过程中所涉及的主要问题●工件材料及其切削加工性能●切削力、切削热●刀具材料、角度●刀具变形、磨损●积屑瘤、残余应力●切屑控制3.2 金属切削加工的基本概念Basic Concepts About Metal Cutting■主运动v c(T——直线运动R——回转运动)■进给运动v f■合成切削运动v e■定位调整运动3.2.2 加工表面■待加工表面■已加工表面■过渡表面3.2.3 切削用量切削用量——切削时各种参数的总称。
包括:切削三要素●切削速度●进给量●背吃刀量(切削深度)■切削速度v c单位时间内工件和刀具沿主运动方向的相对位移。
切削速度的单位为m/s,用v c 表示。
●主运动为回转运动(R)时Vc=πdn/1000*60n——主运动(工件或刀具)的转速(r/min);d——工件或刀具接触部位的最大直径(mm)。
●主运动为往复直线运动(T)时,Vc=2Ln/1000*60L——每次往复运动的行程长度(mm);nr——主运动每分钟的往复次数(str/min)。
■进给量 f主运动一个循环(回转一周或往复一次),工件与刀具沿进给方向上的相对位移。
进给量用 f 表示,单位是mm/r 或mm/str。
每齿进给量fz (对多点刀具)f=z*f z进给速度V f=n*f=n*z*f z■背吃刀量(切削深度)ap主切削刃与工件切削表面接触长度在主运动方向及进给运动方向所组成的平面的法线方向上测量的值——已加工表面和待加工表面间的垂直距离,单位为mm。
3.2.4 切削层截面参数■切削层(公称)厚度■切削层(公称)宽度■切削层(公称)横截面积3.3 金属切削刀具Metal Cutting T ools3.3.1 刀具结构●外圆车刀是最基本、最典型的刀具,由刀头和刀体组成●车刀的切削部分由3个刀面、2个刀刃和1个刀尖组成刨刀、铣刀、钻头等其他刀具可视为车刀的演变或组合3.3.2 刀具标注角度参考系(刀具静止参考系)设计标注、刃磨、测量刀具角度的基准.⑴基面Pr :通过切削刃选定点与主运动方向垂直的平面。

第二章练习题一。
单项选择题1。
切削铸铁工件时,刀具的磨损部位主要发生在: ( )a、前刀面b、后刀面c、前、后刀面2。
影响刀头强度和切屑流出方向的刀具角度是:()a、主偏角b、前角c、副偏角d、刃倾角3.粗车碳钢工件时,刀具的磨损部位主要发生在: ( )a、前刀面b、后刀面c、前、后刀面4。
钻削时,切削热传出途径中所占比例最大的是:( )a、刀具b、工件c、切屑d、空气介质5.车削时,切削热传出途径中所占比例最大的是: ( )a、刀具b、工件c、切屑d、空气介质6.对铸铁材料进行粗车,宜选用的刀具材料是: ( )a、YT15(P10)b、YT5(P30)c、YG3X(K01)d、YG8(K20)7。
下列刀具材料中,强度和韧性最好的是:( )a、高速钢b、YG类硬质合金c、YT类硬质合金d、立方氮化硼8.安装外车槽刀时,当刀尖低于工件的回转轴线,与其标注角度相比刀具工作角度将会:()a、前角不变,后角变小b、前角变大,后角变小c、前角变小,后角变大d、前后角均不变9。
ISO标准规定刀具的磨钝标准是控制: ( )a、沿工件径向刀具的磨损量 b、后刀面上平均磨损带的宽度VB c、前刀面月牙洼的深度KTd、前刀面月牙洼的宽度10.一般当工件的强度、硬度、塑性越高时,刀具耐用度:( )a、不变b、有时高,有时低c、越高d、越低11。
下列刀具材料中,适宜制造形状复杂的机用刀具的材料是: ( )a、碳素工具钢b、人造金刚石c、高速钢d、硬质合金12.精车碳钢工件时,刀具的磨损部位主要发生在: ( )a、前刀面b、后刀面c、前、后刀面13。
工件材料相对加工性的等级划分是: ( )a、分为10级,1级最易切削,10级最难切削 b、分为8级,8级最易切削,1级最难切削c、分为8级,1级最易切削,8级最难切削d、分为10级,10级最易切削,1级最难切削14.生产中用来衡量工件材料切削加工性所采用的基准是:()a、切削退火状态下的45钢,切削速度为60m/min时的刀具耐用度b、切削正火状态下的45钢,刀具工作60min时的磨损量c、刀具耐用度为60min时,切削正火状态45钢所允许的切削速度d、切削q235钢时切削速度为60m/min时的刀具耐用度15。