滑移,其间的摩擦属于内摩擦。
➢ 滑动区:切屑在脱离前刀面之前 ,与前刀面只在一些突出点接触, 切屑与前刀面之间的摩擦属于外摩 擦。
lf1
lf2
切屑与前刀面的摩擦
20
三 刀—屑接触区的变形与摩擦
前刀面变形区的特点
切屑流动速度不均匀:
v屑
表层流速大,底层流速小。
当 max s 时,v屑 0
滞留现象
a
ach ac
◆ 长度变形系数
l
lc lch
由于沿切屑宽度方向基本没有变形, 根据体积不变原理:
变形系数: a l
一般: 1 14
变形程度的表示
• 剪切角
• 剪切角越大,ach 越小
( ac 不变), 越小。
• 前角增大,剪切角增 大,变形减小。
15
变形程度的表示
剪应变
既然切削过程中金属变形的主要形式是剪切滑移,当然就可以用相对 滑移,来衡量切削过程的变形程度
2)由于出发点与实际差别较大(切削变形以剪切为主),故不精确。有 时等于1,甚至小于1(切削耐热合金,如钛合金时)。
17
变形程度的表示
几种表示变形程度的参数的比较 •剪应变:建立在纯剪切的观点上,最接近实际情况,是比较合理、精确的近似 (忽略了挤压)。
特点:
1)在 0 10 ~ 30, 5 ~ 35 , 增加, 下降
刀具 O
切屑根部金相照片
8
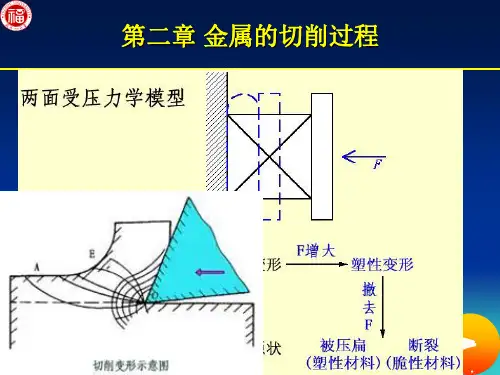
二、切削层金属的变形
1 三个变形区
➢ 第Ⅰ变形区:即剪切变形区,金属剪切滑移, 成为切屑。金属切削过程的塑性变形主要集中于 此区域。
Ⅱ Ⅰ
Ⅲ
特征:剪切滑移,晶粒拉长
➢ 第Ⅱ变形区:靠近前刀面处,切屑排出时受前 刀面挤压与摩擦,使靠近前刀面的的晶粒进一步剪 切滑移。