金属切削过程讲义
- 格式:ppt
- 大小:4.06 MB
- 文档页数:92
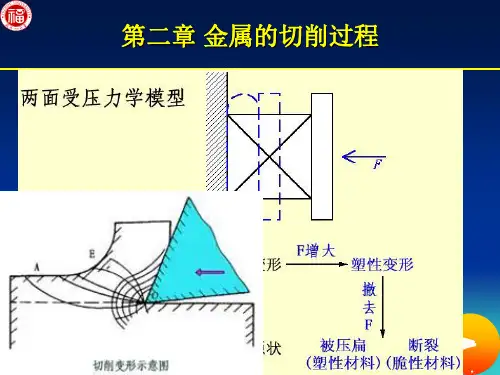


金属切削原理第一部分金属切削过程是工件和刀具相互作用的过程。
刀具要从工件上切去一部分金属,除去刀具材料需具备必须的性能外,刀具切削部分还必须具有适当的几何参数和实现工件和刀具之间的相对运动(切削运动)。
本部分主要阐明和切削运动和刀具几何参数有关的基本概念和定义。
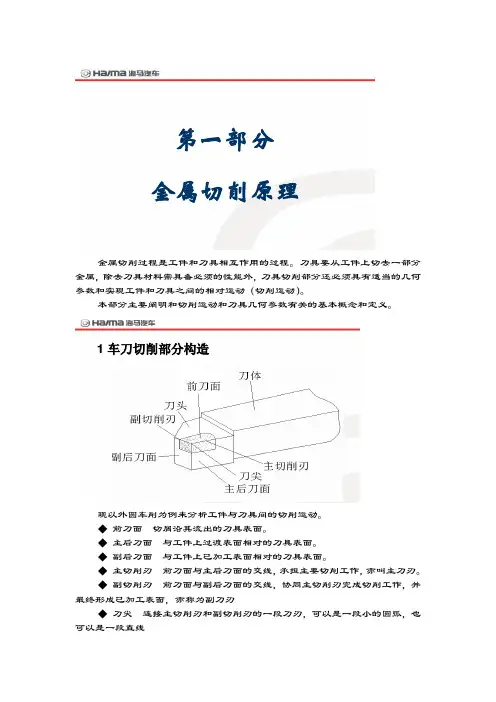
1车刀切削部分构造现以外圆车削为例来分析工件与刀具间的切削运动。
◆ 前刀面 切屑沿其流出的刀具表面。
◆ 主后刀面 与工件上过渡表面相对的刀具表面。
◆ 副后刀面 与工件上已加工表面相对的刀具表面。
◆ 主切削刃 前刀面与主后刀面的交线,承担主要切削工作,亦叫主刀刃。
◆ 副切削刃 前刀面与副后刀面的交线,协同主切削刃完成切削工作,并最终形成已加工表面,亦称为副刀刃◆ 刀尖 连接主切削刃和副切削刃的一段刀刃,可以是一段小的圆弧,也可以是一段直线1、切削运动①主运动:主运动是从工件上切除金属所必须的运动。
只有一个、速度最高、消耗功率最大。
②进给运动:进给运动是使金属层不断投入切削过程,获得所需工件表面的运动。
不止一个、速度较小、消耗功率较小。
③合成运动:合成运动是上述主运动与进给运动的合成。
2、工件上的加工表面①待加工表面:工件上即将被切去的表面,随切削过程连续逐渐变小,直至全部切去。
②已加工表面:工件上已经切去了多余金属而形成的新表面,随切削继续而扩大。
③过渡表面,也叫切削表面:切削刃在切削中的表面,并在切削中不断改变,总是位于待加工表面和已加工表面之间。
➢前角γo:在正交平面内测量的前刀面和基面间的夹角。
前刀面在基面之下时前角为正值,前刀面在基面之上时前角为负值。
➢后角αo:在正交平面内测量的主后刀面与切削平面的夹角,一般为正值。
➢主偏角κr:在基面内测量的主切削刃在基面上的投影与进给运动方向的夹角。
➢副偏角κr’:在基面内测量的副切削刃在基面上的投影与进给运动反方向的夹角。
➢刃倾角λs:在切削平面内测量的主切削刃与基面之间的夹角。
无论用于何种加工,刀具都有三个主要角度:前角、切入角和后角。