金属切削过程及控制讲解
- 格式:ppt
- 大小:10.33 MB
- 文档页数:8

第3章金属切削过程及其控制3.1 概述■金属切削过程通过刀具从被加工表面切除多余材料而获得预定的尺寸精度和形状、位置精度的过程。
■金属切削过程中所涉及的主要问题●工件材料及其切削加工性能●切削力、切削热●刀具材料、角度●刀具变形、磨损●积屑瘤、残余应力●切屑控制3.2 金属切削加工的基本概念Basic Concepts About Metal Cutting■主运动v c(T——直线运动R——回转运动)■进给运动v f■合成切削运动v e■定位调整运动3.2.2 加工表面■待加工表面■已加工表面■过渡表面3.2.3 切削用量切削用量——切削时各种参数的总称。
包括:切削三要素●切削速度●进给量●背吃刀量(切削深度)■切削速度v c单位时间内工件和刀具沿主运动方向的相对位移。
切削速度的单位为m/s,用v c 表示。
●主运动为回转运动(R)时Vc=πdn/1000*60n——主运动(工件或刀具)的转速(r/min);d——工件或刀具接触部位的最大直径(mm)。
●主运动为往复直线运动(T)时,Vc=2Ln/1000*60L——每次往复运动的行程长度(mm);nr——主运动每分钟的往复次数(str/min)。
■进给量 f主运动一个循环(回转一周或往复一次),工件与刀具沿进给方向上的相对位移。
进给量用 f 表示,单位是mm/r 或mm/str。
每齿进给量fz (对多点刀具)f=z*f z进给速度V f=n*f=n*z*f z■背吃刀量(切削深度)ap主切削刃与工件切削表面接触长度在主运动方向及进给运动方向所组成的平面的法线方向上测量的值——已加工表面和待加工表面间的垂直距离,单位为mm。
3.2.4 切削层截面参数■切削层(公称)厚度■切削层(公称)宽度■切削层(公称)横截面积3.3 金属切削刀具Metal Cutting T ools3.3.1 刀具结构●外圆车刀是最基本、最典型的刀具,由刀头和刀体组成●车刀的切削部分由3个刀面、2个刀刃和1个刀尖组成刨刀、铣刀、钻头等其他刀具可视为车刀的演变或组合3.3.2 刀具标注角度参考系(刀具静止参考系)设计标注、刃磨、测量刀具角度的基准.⑴基面Pr :通过切削刃选定点与主运动方向垂直的平面。
• 金属切削过程中的变形一、切屑的形成过程1.变形区的划分切削层金属形成切屑的过程就是在刀具的作用下发生变形的过程。
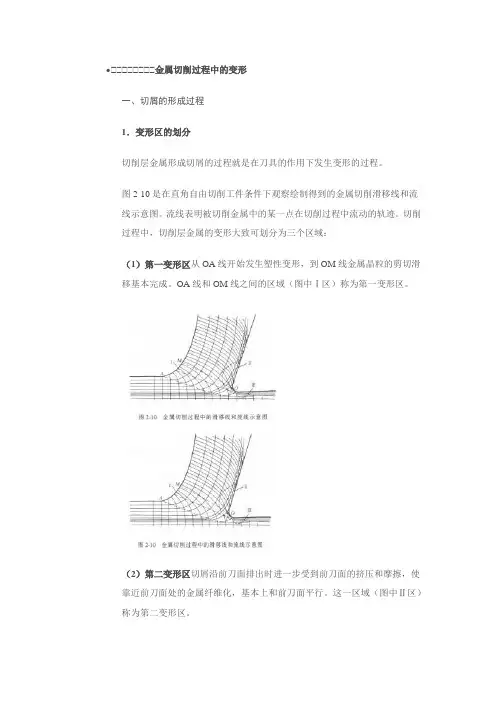
图2-10是在直角自由切削工件条件下观察绘制得到的金属切削滑移线和流线示意图。
流线表明被切削金属中的某一点在切削过程中流动的轨迹。
切削过程中,切削层金属的变形大致可划分为三个区域:(1)第一变形区从OA线开始发生塑性变形,到OM线金属晶粒的剪切滑移基本完成。
OA线和OM线之间的区域(图中Ⅰ区)称为第一变形区。
(2)第二变形区切屑沿前刀面排出时进一步受到前刀面的挤压和摩擦,使靠近前刀面处的金属纤维化,基本上和前刀面平行。
这一区域(图中Ⅱ区)称为第二变形区。
(3)第三变形区已加工表面受到切削刃钝圆部分和后刀面的挤压和摩擦,造成表层金属纤维化与加工硬化。
这一区(图中Ⅲ区)称为第三变形区。
在第一变形区内,变形的主要特征就是沿滑移线的剪切变形,以与随之产生的加工硬化。
OA称作始滑移线,OM称作终滑移线。
当金属沿滑移线发生剪切变形时,晶粒会伸长。
晶粒伸长的方向与滑移方向(即剪切面方向)是不重合的,它们成一夹角ψ。
在一般切削速度X围内,第一变形区的宽度仅为0.02-0.2mm,所以可以用一剪切面来表示(图2-12)。
剪切面与切削速度方向的夹角称作剪切角,以φ表示。
2.切屑的受力分析在直角自由切削的情况下,作用在切屑上的力有:前刀面上的法向力Fn和摩擦力Ff;剪切面上的正压力Fns和剪切力Fs;这两对力的合力互相平衡,如图2-14所示。
如用测力仪直接测得作用在刀具上的切削分力F c和F p,在忽略被切材料对刀具后刀面作用力的条件下,即可求得前刀面对切屑作用的摩擦角β,进而可近似求得前刀面与切屑间的摩擦系数μ。
二、切削变形程度切削变形程度有三种不同的表示方法,分述如下。
1.变形系数在切削过程中,刀具切下的切屑厚度h ch通常都大于工件切削层厚度h D,而切屑长度l ch却小于切削层长度l c。
切屑厚度h ch与切削层厚度h D之比称为厚度变形系数;而切削层长度与切屑长度之比称为长度变形系数。