蓄热燃烧器在当代熔铝炉上的应用
- 格式:doc
- 大小:29.50 KB
- 文档页数:4
蓄热式燃烧技术在加热炉中的应用一、引言蓄热式燃烧技术自20世纪90年代从国外引进到国内,被广泛应用于钢铁行业,特别是在轧钢加热炉的应用上,通过不断消化吸收和创新改进,在节能减排方面取得了突出的成效。
高炉煤气作为高炉炼铁的副产品,由于热值低,常规情况下不能形成稳定燃烧,大量多余的高炉煤气不得不直接放散,造成了大气污染和能源浪费。
通过蓄热式燃烧技术的应用,将高炉煤气、助燃空气双蓄热后,能使高炉煤气及空气达到1000℃的高温,从而形成良好的燃烧效果。
该技术在轧钢加热炉上的应用取得了显著效果,将原先放散的高炉煤气变废为宝,降低了钢铁企业的整体能耗,减少了大气污染。
本文结合加热炉的设计工作实际,从烧嘴结构形式、火焰组织、换向阀优化布置等方面,探讨蓄热式燃烧技术在加热炉上的应用。
二、概况大冶某钢铁公司有一台高炉煤气双蓄热式加热炉,由我公司设计建造,于2019年元月建成投产,采用高炉煤气作为燃料,低热值为850×4.18kJ/Nm3,设计产能为120t/h(冷坯),主要钢种有10#,20#,45#,40Cr,Q345B,27SiMn,37Mn5等,钢坯规格主要有:150×150×7000—9000mm、180×220×7000—9000mm。
钢坯出炉温度为1200℃,单位热耗:≤1.3 GJ/t,氧化烧损:≤1%。
在设计中,我们采用的炉型为高炉煤气、空气双蓄热步进式加热炉,进出料方式为侧进侧出,单排布料,炉底水管冷却方式为汽化冷却,炉底步进机构由液压驱动,燃烧控制方式采用了先进的全分散脉冲燃烧控制技术。
三、蓄热式烧嘴的结构形式蓄热式烧嘴是蓄热式燃烧技术核心设备,主要由喷嘴、蓄热室、气室组成。
喷嘴是燃气和助燃空气喷入炉内的通道,也是烟气被吸入蓄热室的入口。
蓄热室内安装有挡砖和蜂窝体,挡砖为多孔的刚玉质砖,安装在靠近喷嘴的前端,对蜂窝体起到稳定和保护的作用。
蜂窝体一般采用刚玉莫来石质材料制成,其比表面积大,是蓄热小球的3-4倍,换热效率高,结构紧凑,受到越来越多用户的青睐和选择。
蓄热式燃烧技术在再生铝熔化炉上的应用作者:李鹏来源:《科技资讯》 2015年第7期李鹏(大连昌荣炉业股份有限公司辽宁大连 116021)摘要:该文主要阐述了根据铝合金熔化不同时期的传热需求以及再生铝重熔的工况条件,如何优化设计蓄热式烧嘴以及在蓄热式烧嘴在熔保炉上的应用情况。
经过实际运行表明,蓄热式燃烧技术在再生铝熔化炉上取得了良好的使用效果。
关键词:蓄热式再生铝重熔熔化炉中图分类号:TG307文献标识码:A文章编号:1672-3791(2015)03(a)-0086-0120世纪90年代以来,国际燃料领域诞生了一项全新型燃烧技术,即高温空气燃烧技术。
被称HPAC(Highly Preheated Air Combustion)技术[1-5]。
该技术具有高效节能、低污染排放等多重优点近几年在国内的热加工行业得到了大量推广,并且在国内众多工业炉上得到了应用。
该公司为国内某再生铝重熔企业提供了多套熔化炉及保温炉,全部采用了蓄热式燃烧技术,为该企业节约了大量的燃料,取得了较为可观的经济效益。
该文简单探讨一下蓄热式燃烧技术在此类熔保炉上的应用情况。
1 蓄热式烧嘴结构及操作参数优化1.1 蓄热体蓄热体是高温空气燃烧技术中的关键部件。
蓄热体应该具有蓄热量大、换热速度快、结构强度好、耐高温高压、抗氧化与腐蚀和经济耐用等特点。
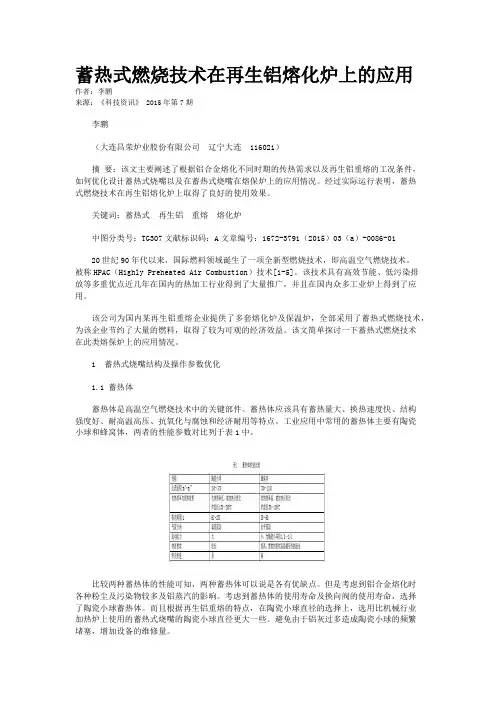
工业应用中常用的蓄热体主要有陶瓷小球和蜂窝体,两者的性能参数对比列于表1中。
比较两种蓄热体的性能可知,两种蓄热体可以说是各有优缺点。
但是考虑到铝合金熔化时各种粉尘及污染物较多及铝蒸汽的影响。
考虑到蓄热体的使用寿命及换向阀的使用寿命,选择了陶瓷小球蓄热体。
而且根据再生铝重熔的特点,在陶瓷小球直径的选择上,选用比机械行业加热炉上使用的蓄热式烧嘴的陶瓷小球直径更大一些。
避免由于铝灰过多造成陶瓷小球的频繁堵塞,增加设备的维修量。
1.2 换向方式选择蓄热式燃烧的换向方式主要有两种,一种是一对烧嘴采用一个四通换向阀,这个四通换向阀的四个出口分别连接两只蓄热式烧嘴、助燃风机和排烟风机。
蓄热式换热技术在熔铝炉上的应用1.蓄热技术概述随着设备与材料的进步,蓄热式换热技术有了革命性的发展和长足的进步。
目前在冶金企业的加热炉和钢包烘烤器上得到了广泛的应用。
本文通过介绍蓄热技术在熔铝炉上的应用,说明了蓄热式换热技术对提高化铝质量,加快化铝速度,减少污染物排放,降低能耗等方面的优势。
蓄热式换热技术在有色冶金行业上也将有广阔的应用前景。
2.蓄热式换热技术原理蓄热式烧嘴成对布置,相对两个烧嘴为一组(A组、B组烧嘴)。
从鼓风机出来的常温空气由换向阀切换进蓄热式烧嘴1、4后,在经过蓄热式烧嘴1、4陶瓷小球时被加热,在极短时间内常温空气被加热到接近炉膛温度(一般为炉膛温度的80-90%)。
被加热的高温热空气进入炉膛后,卷吸周围炉内的烟气形成一股含氧量大大低于21%的稀薄贫氧高温气流,同时往稀薄高温空气附近注入燃料,实现燃料在贫氧状态下燃烧;与此同时,炉膛内的热烟气经过另两个蓄热式烧嘴2、3排入大气,炉膛内高温热烟气通过蓄热式烧嘴2、3时将显热储存在蓄热式烧嘴2、3内的蓄热体内,然后以低于150℃的低温烟气经过换向阀排出。
当蓄热体储存的热量达到饱和时换向进行切换,蓄热式烧嘴在蓄热与工作状态之间进行交换,从而达到节能和降低NOX排放量等目的。
蓄热式换热技术改变了传统的燃烧方式,主要表现为燃料与空气以适当速度从不同的通道进入炉内,并与炉内燃烧产物混合,空气中21%的O2被稀释,燃料在炉膛中高温(1000℃以上)低氧浓度场(5~6.5%)工况下燃烧,此种燃烧方式带来了许多优点。
(1)节能效果显著,比传统熔炼炉节能30%以上由于蓄热体“极限回收”了烟气中大部分的余热,并由参与燃烧的介质带回炉内,大大降低了炉子的热支出,所以采用蓄热式换热技术的炉子比传统熔炼炉节能。
(2)消除了局部高温区,炉温分布均匀燃料在高温低氧浓度工况下燃烧,在炉内形成没有稳定火焰的扩散火焰,消除了稳定火焰产生的局部高温区;火焰几乎充满整个炉膛,使炉温更加均匀。
蓄热燃烧技术的应用蓄热燃烧技术是基于蓄热室的概念回收废气的余热,实现余热极限回收和助燃空气的高温预热,达到节能效果。
蓄热室最早发明于1858年,主要用在玻璃熔炉、平炉、熔铝炉等工业路上。
自20世纪70年代能源危机后,节能降耗得到各个国家的重视,蓄热式燃烧技术由于能够最大限度地回收出炉烟气的热量,大幅度地节约燃料、降低成本,同时还能减少CO2和NO x的排放量。
因此,该技术在国际上被称为二十一世纪的关键技术之一。
1.蓄热式燃烧器九十年代至今, 美、日、英等国开发出蓄热式燃烧器,并不断加以发展完善,实现了高效节能与低污染排放,现已成功地应用于加热炉、热处理炉、锻造炉等工业炉上。
蓄热式燃烧器是一种集燃烧器、换热器、排烟功能为一体的新型燃烧器,主要通过蓄热体,利用烟气热量将空气预热至高温,很大地提高热能利用率;同时又采用了分级燃烧和烟气回流技术,减少了燃烧污染的排放量。
蓄热式燃烧器主要有陶瓷蓄热室、燃料喷口、高温空气喷口、绝热管道、换向阀等组成。
燃烧器喷口既是火焰入口又是烟气排出口。
蓄热室大多紧靠在燃烧器上,蓄热体材料的主要成分是氧化铝,一般采用直径为十几毫米的陶瓷球。
近来已发展采用蜂窝陶瓷体作为蓄热体,蜂窝陶瓷蓄热体比陶瓷球蓄热体具有更大的比表面,蓄热效率更高。
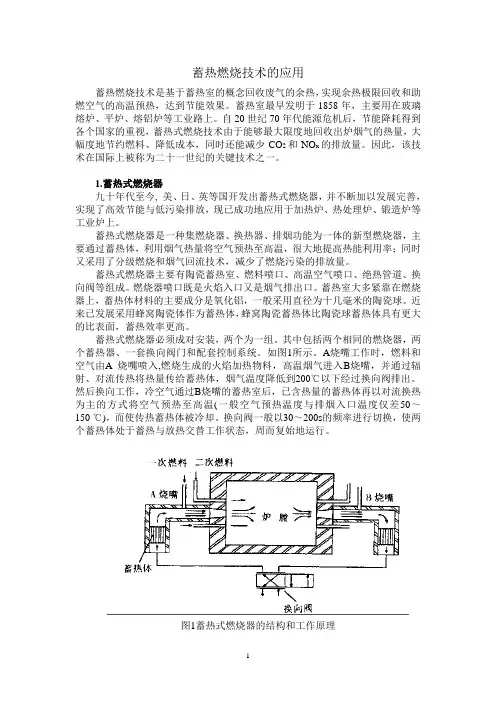
蓄热式燃烧器必须成对安装,两个为一组。
其中包括两个相同的燃烧器,两个蓄热器、一套换向阀门和配套控制系统。
如图1所示。
A烧嘴工作时,燃料和空气由A 烧嘴喷入,燃烧生成的火焰加热物料,高温烟气进入B烧嘴,并通过辐射、对流传热将热量传给蓄热体,烟气温度降低到200℃以下经过换向阀排出。
然后换向工作,冷空气通过B烧嘴的蓄热室后,已含热量的蓄热体再以对流换热为主的方式将空气预热至高温(一般空气预热温度与排烟入口温度仅差50~150 ℃),而使传热蓄热体被冷却。
换向阀一般以30~200s的频率进行切换,使两个蓄热体处于蓄热与放热交替工作状态,周而复始地运行。

蓄热式熔铝炉的设计与应用作者:张路宁, 王春健, 武德刚, ZHANG Luning, WANG Chunjian, WU Degang作者单位:张路宁,ZHANG Luning(沈阳工业学院,辽宁,沈阳,110015, 王春健,WANG Chunjian(渤海铝业有限公司,河北,秦皇岛,066000, 武德刚,WU Degang(鞍山市科学技术咨询中心,辽宁,鞍山,114000刊名:轻金属英文刊名:LIGHT METALS年,卷(期:2002,""(2被引用次数:0次相似文献(10条1.期刊论文梁志刚.LIANG Zhi-gang不换向蓄热式燃烧技术在环形熔铝炉上的应用-有色冶金节能2006,23(1叙述了蓄热式燃烧技术的起源、发展和工作原理,对燃料换向蓄热式燃烧技术和燃料不换向蓄热式燃烧技术进行了比较,燃料不换向蓄热式燃烧在环形熔铝炉上应用后,年节煤气创效351万元.2.期刊论文马庆元.刘学民蓄热式燃烧技术在洛铜熔铝炉改造中的应用-洁净煤技术2004,10(2介绍了采用蓄热式燃烧技术对24 t熔铝炉燃烧系统进行改造的技术特点,阐述了蓄热式燃烧技术在熔铝炉领域上有着广泛的应用和推广价值.3.学位论文陈巍高温空气燃烧技术在熔铝炉上的应用研究2006铝及铝合金的熔炼是铝加工企业生产中的第一道重要工序,而熔铝炉是熔铸机组的关键设备,也是工厂中的主要耗能设备,在生产能耗中占有很大的比例,在一些企业铸轧板材生产中其重油消耗达到总能耗的50%左右。
因此对企业来讲,熔炼的基本目的就在于用最经济的设备、工艺手段和最低的消耗为铸造提供高质量的金属熔体。
即在高生产率和低消耗条件下,生产出化学成分合格、气体和非金属夹杂物含量符合制品要求,且温度适宜的优质熔体。
常用的熔铝炉节能技术以强化加热方式和回收烟气余热预热助燃空气来提高炉子热效率,确保熔炼过程中最少的直接燃料消耗。
其具体措施包括:(1采用高速或亚高速烧嘴对炉料进行冲击加热,提高燃烧效率,强化炉内传热;(2采用烟道换热器回收烟气余热,提高风温;(3采用自身预热式烧嘴等。
蓄热式熔铝炉节能技术一、熔铝炉的能耗与节能国内铝加工行业熔铝炉使用传统的加热技术其能耗一般在75万大卡/吨铝左右;在国外,吨铝能耗一般低于55万大卡。
因此,国内的熔铝炉节能潜力还有很大的空间。
判断熔铝炉能耗高低以及是否节能,从两个方面来看,第一,熔化率,第二,炉子热效率。
熔化率是指单位时间单位熔池体积的熔化量(生产率),炉子升温速度越快,炉子熔池越大则炉子的熔化率越高,在一般情况下,炉子生产率越高,则熔化率的单位热量消耗就越低。
炉子热效率是铝被加热熔化时吸收的热量与供入炉内的热量之比。
为了降低能源消耗,应尽量提高炉子生产率,另一方面应充分回收利用出炉废气的余热。
同时对燃烧装置实行燃料与助燃空气的自动比例调节,以防止空气量过剩或不足。
减少炉体的蓄热和散热损失以及减少炉门开口等辐射热损失。
早期的(现在也有一部分)熔铝炉一般离炉烟气直接排放,烟气温度在750℃以上(图1)。
图1 废热不利用的炉子为减少烟气带走的热量损失,人们在排烟管道上安装了热量回收装置即空气换热器,将助燃空气预热到一定的温度(200℃左右)后参与燃料的燃烧,但换热器后的排放温度还在500℃以上(图2)。
图2 安装空气预热器的炉子采用蓄热式燃烧技术可以将烟气排放温度降低到150℃以下,助燃空气温度预热到700℃以上,这样就大大地减少了离炉烟气所带走的热量,使炉子热效率大幅度提高,燃料消耗大量减少,达到节能的目的(图3)。
图3 HTAC技术的工作原理图根据工业炉热工原理,助燃空气温度每升高100℃,能节省燃料约5%;或者烟气温度每降低100℃,能节省燃料约5.5%。
因此,采用蓄热式燃烧技术相对换热器回收装置可以节能25%以上。
二.熔炼炉概述:传统上有火焰炉、电阻炉、中频感应炉、反射炉以及坩埚炉等。
为了获得质量高又经济的铝合金溶液,各企业对熔炼设备的选择越来越重视,近几年来,火焰炉、电阻炉、中频感应炉、反射炉都有所改进。
熔炼炉结构的发展方向是:操作自动化、应用更新化、原料节能化等。
蓄热式熔铝炉节能技术一、熔铝炉的能耗与节能国内铝加工行业熔铝炉使用传统的加热技术其能耗一般在75万大卡/吨铝左右;在国外,吨铝能耗一般低于55万大卡。
因此,国内的熔铝炉节能潜力还有很大的空间。
判断熔铝炉能耗高低以及是否节能,从两个方面来看,第一,熔化率,第二,炉子热效率。
熔化率是指单位时间单位熔池体积的熔化量(生产率),炉子升温速度越快,炉子熔池越大则炉子的熔化率越高,在一般情况下,炉子生产率越高,则熔化率的单位热量消耗就越低。
炉子热效率是铝被加热熔化时吸收的热量与供入炉内的热量之比。
为了降低能源消耗,应尽量提高炉子生产率,另一方面应充分回收利用出炉废气的余热。
同时对燃烧装置实行燃料与助燃空气的自动比例调节,以防止空气量过剩或不足。
减少炉体的蓄热和散热损失以及减少炉门开口等辐射热损失。
早期的(现在也有一部分)熔铝炉一般离炉烟气直接排放,烟气温度在750℃以上(图1)。
图1 废热不利用的炉子为减少烟气带走的热量损失,人们在排烟管道上安装了热量回收装置即空气换热器,将助燃空气预热到一定的温度(200℃左右)后参与燃料的燃烧,但换热器后的排放温度还在500℃以上(图2)。
图2 安装空气预热器的炉子采用蓄热式燃烧技术可以将烟气排放温度降低到150℃以下,助燃空气温度预热到700℃以上,这样就大大地减少了离炉烟气所带走的热量,使炉子热效率大幅度提高,燃料消耗大量减少,达到节能的目的(图3)。
图3 HTAC技术的工作原理图根据工业炉热工原理,助燃空气温度每升高100℃,能节省燃料约5%;或者烟气温度每降低100℃,能节省燃料约5.5%。
因此,采用蓄热式燃烧技术相对换热器回收装置可以节能25%以上。
二.熔炼炉概述:传统上有火焰炉、电阻炉、中频感应炉、反射炉以及坩埚炉等。
为了获得质量高又经济的铝合金溶液,各企业对熔炼设备的选择越来越重视,近几年来,火焰炉、电阻炉、中频感应炉、反射炉都有所改进。
熔炼炉结构的发展方向是:操作自动化、应用更新化、原料节能化等。
蓄热式燃烧器系统在冶金加热炉中的应用摘要:现阶段,我国的冶金工程建设的发展迅速,我国的资源和环境问题日益突出,迫切要求高能耗行业全面推行高效、清洁的燃烧技术。
蓄热式燃烧技术,又称高温空气燃烧技术,是20世纪90年代在发达国家开始推广的一项新型的燃烧技术。
它具有烟气余热回收效率高、空气和燃气预热温度高以及低氮氧化物排放的优越性,主要用于钢铁、冶金、机械、建材等工业部门中,并已出现迅猛发展的势头。
蓄热式燃烧器采用蓄热式烟气余热回收装置,交替切换烟气和空气或燃气,使之流经蓄热体进行高温预热。
低热值燃料借助高温预热后的空气或燃料可获得较高的炉温,扩展了低热值燃料的应用范围。
该方法能够最大限度地回收高温烟气的物理热,大幅度节约能源,提高热工设备的热效率,减少CO2排放,同时使烟气中氮氧化物体积分数降低40%以上,符合国家清洁生产和节能减排的相关要求。
关键词:蓄热式燃烧器系统;冶金加热炉;应用引言随着人们节能降耗意识的不断提升,冶金工业也在探究绿色发展技术手段。
加热炉作为最大的耗能设备是工艺流程中最为关键的设备,加热炉运行的稳定性直接影响轧钢的生产质量。
解决加热炉燃烧问题,使其稳定运行是现阶段的重点问题。
加热炉工况复杂、参数多变,其运行惯性相对较大,具有控制滞后的特征。
加热炉的数学模型建立困难,在运行中会受到空气、煤气压力值以及燃料发热值等多种因素的频繁波动与影响,导致其各个变量之间互相耦合、干扰,会影响其稳定运行。
1蓄热式燃烧器工作原理蓄热式燃烧系统是由蓄热式双烧嘴、助燃鼓风机、助燃风量调节阀、换向阀、燃料调节阀、燃料切断阀、点火电动阀、长明火(点火枪)、排烟引风机、排烟温度变送器等组成。
该系统通过蓄热式双烧嘴周期性地换向燃烧,从而用高温排烟烟气加热助燃空气。
当其中1个烧嘴燃烧时,高温烟气通过另1个烧嘴进行排烟,加热蓄热体的蓄热介质,当排烟温度测量值超过设定排烟温度时,换向阀换向,此烧嘴开始燃烧,原来燃烧的烧嘴开始引风抽吸并排放高温烟气,加热蓄热介质,如此反复循环燃烧。
蓄热燃烧器在熔铝炉上的应用摘要:本文简单说明高效熔铝炉开发原因及相应技术,重点介绍了熔铝炉燃烧控制系统,并提出熔铝炉在使用蓄热式烧嘴时应注意的一些常见问题及处理方法。
关键词:蓄热燃烧器;高性能;控制系统。
前言:随着设备与材料的革新,熔铝炉的结构性能等有了革命性的发展和长足的进步。
目前在冶金企业的加热炉和钢包烘烤器上得到了广泛的应用。
本文通过熔铝炉的蓄热体与控制系统的介绍,证明了新的科学技术在提高化铝质量、加快化铝速度、减少污染物排放、降低能耗等方面的作用。
正文:一高效熔铝炉开发原因及相应技术与国外先进水平相比,我国目前现有熔铝炉,无论是自行设计的,还是由国外引进的,大多存在着炉子结构较为陈旧、能耗高的弊病。
这主要是因为熔铝炉的排烟道直接开设在熔池上方的炉膛上,排烟温度较高,几乎等于炉气温度。
这就使得使用通常的预热回收技术(如金属换热器、自身预热式烧嘴等) 很难充分有效地回收烟气中热量,从而造成炉子热效率低,浪费燃料。
同时,又因造渣时所产生的烟气极具腐蚀性,常规预热回收设备的寿命也受到极大的限制[1]。
高性能炉子的技术措施如下:①炉子效率的提高和熔化时间的缩短·采用蓄热式烧嘴提高助燃空气温度·加装合适的蓄热体·促进炉内传热技术·烧嘴配置·炉子密封性能②金属损失的降低·采用起泡除渣的方法③ NOx的降低·根据燃烧状态比较饶嘴的Sox含量二熔铝炉燃烧控制系统目前, 国内外铝及铝合金熔铝主要采用电阻炉和火焰炉两种, 而大型熔铝炉基本上均为火焰炉。
电阻炉因其熔池深度有限, 生产效率低, 能耗较高, 加料困难, 无法满足现代化生产所必须具备的高效、低耗的要求。
火焰炉的优点是成本低、生产效率、产量大, 严格遵守熔炼工艺制度并进行在线铝熔体处理, 可得到高质量的熔体, 满足生产的质量要求。
(1)自身蓄热式烧嘴自身蓄热式烧嘴是近几年发展起来的第三代烧嘴,其最大特点有两方面:一是节能;二是降低NOx排放。
蓄热式燃烧技术在熔铝炉使用过程中的优缺点作者:王媛媛刘志军来源:《科学与财富》2014年第01期摘要:简要介绍了熔铝炉的工艺过程,蓄热燃烧技术的原理以及其在熔铝炉上的应用进行了分析探讨,并提出蓄热式燃烧技术在熔铝炉使用过程中的优缺点。
关键词:熔铝炉;蓄热式燃烧技术;优缺点一、熔铝炉的工艺过程描述熔铝炉用高效节能的蓄热式烧嘴,使铝及铝合金迅速熔化。
固体料熔化之后,将按工艺要求进行配料,然后采用电磁搅拌器对液态铝进行有效、充分的搅拌,以使铝液温度、成分更均匀。
熔炼期间也可进行电磁搅拌,可以提高炉子的熔化率。
在铝液的成分和温度都符合工艺需求之后,铝水通过转注流槽注入保温炉内,进行精炼、扒渣、静置、调温。
铝熔体温度符合铸造工艺要求而且铸造机已达到待铸状态,铝熔体通过流口、流槽流经在线除气、过滤装置后,进行铸造。
二、蓄热燃烧技术的原理蓄热式烧嘴集燃烧器和蓄热式热交换器于一体,一般采取成对设置,二者交替变换燃烧和排烟工作状态,烧嘴内的蓄热体相应变换放热和吸热状态。
成对烧嘴分设于炉膛的A侧和B 侧,当B侧烧嘴燃烧时,空气流经积蓄了热量的蓄热体而被加热。
与此同时,A侧烧嘴排烟,烟气热量被蓄热体吸收。
换向工作后,A侧烧嘴燃烧,空气同样被蓄热体加热,B侧烧嘴排烟,烟气热量被蓄热体吸收。
如此周而复始,通过蓄热体这一媒介,出炉烟气的余热被转换为空气的物理热,从而得到回收利用。
通过蓄热式烧嘴,烟气排出温度可降至150℃~200℃或更低,空气可预热到1000℃以上,热回收率达到85%以上,温度效率达到90%以上。
蓄热式烧嘴的烟气排出温度为150℃~200℃,基本上达到工艺允许的最低温度。
工艺允许的最低排烟温度是烟气露点以上30℃~50℃,如果排烟温度低于烟气露点,烟气中含有的SO2会形成硫酸,对金属废气管道、阀门、引风机等造成腐蚀。
因此,排烟温度低至150℃~200℃可以认为烟气余热得到了极限回收。
在蓄热式燃烧系统的使用实例中,由于排烟温度过低,废气管道、阀门、引风机等发生腐蚀的现象已不鲜见,因此不能一味追求更低的排烟温度而不顾设备的安全。
蓄热燃烧器在当代熔铝炉上的应用
近20年来,通过热工职业者的试验切磋,熔铝炉的燃烧控制技能和余热接纳技能取得了突破性的前进。
以RCB、1150、HRS蓄热烧嘴()为代表的新式燃烧装置,在抬高生产率、低沉燃耗和浑浊物的排放量方面取得了很大的胜利。
本文以25t顶装料圆形炉为例,对新式RCB蓄热烧嘴的机关特点、应用性能和经济效益作扼要引见。
1 25t圆形炉的机关与技能性能
1.1 圆形炉的机关与性能
25t倾动式熔铝炉由圆形炉本体、可打开的球缺形炉盖、启盖机、炉底倾动机构、蓄热式燃烧器体系、烧嘴供风和引射风体系组成。
1.2 圆形炉的主要特点
圆形炉的烧嘴按炉子中心圆的切线对象向下歪斜10°装置,使火焰直冲熔池,炉膛内形适于气流循环,无火焰死角,以担保对流加热成就好。
顶开盖可实现快速装料,每炉装料时间为15~20min,低沉劳动强度。
倾动式缩小了转注操纵时间,削减了熔体温度亏损。
圆形炉具有较小的比外观积,与矩形炉相比可低沉侧部蓄热散热亏损20%。
蓄热式烧嘴是成对设置装备摆设的高速烧嘴,25t圆形炉采取5套型号为RCB的蓄热烧嘴,单只烧嘴的供热本事为2.508GJ/h,火焰喷速快且周期换向,有利于炉气循环。
圆形炉采取钢机关框架,全耐火纤维喷涂的炉盖机关。
炉盖底圆直径6233mm,弦高760mm,耐火纤维的总厚度为300mm,此中普铝层厚度为120mm,高铝层厚度为180mm。
耐火纤维喷涂技能适于形状纷乱、异型部位的炉衬动工,具有动工速率快,筑炉劳动强度低,炉盖重量轻,蓄热少,升温快的长处。
RCB蓄热烧嘴装置有自动点火和火焰监测装置,当主燃烧器被点燃后,点火烧嘴可以自动关上。
烧嘴内衬为耐火质料,腐化介质对烧嘴和排烟器的应用寿命无不良影响。
与平凡自身预热烧嘴熔铝炉相比,可省去烟囱和付烟道,大大简化炉体机关。
2 蓄热烧嘴的机关与职业原理
2.1 机关与原理
蓄热式烧嘴与蓄热式炉相比,具有机关紧凑、换向时间短、排烟温度低、热接纳率高和预热温度摇动小的长处。
蓄热烧嘴平常包罗相似的两个燃烧器本体、两个别积紧凑的蓄热室、一套换向阀门体系和相配套的控制体系。
两个蓄热室分别处于蓄热(流过烟气)或预热(流过氛围)职业状态,议定换向装置使烟气和氛围瓜代流过每个蓄热室。
前半个周期,燃料和助燃氛围由1号烧嘴通入,1号烧嘴喷出的高速高温火焰对炉料举行加热熔化;与之配套的2号烧嘴在引射风的抽力作用下抽取炉内烟气,并对2号蓄热室内的蓄热体举行加热。
由于蓄热体油的比外观积大,蓄热本事强,导热性能和传热性能极佳,透热深度小,蓄热体在很
短的时间内即能到达热饱和状态,对减小预热温度的摇动,缩小换向时间,低沉蓄热体尺寸有利。
在后半个周期,换向装置将烟气和助燃风的流向切换过来。
这时,1号烧嘴吸烟,2号烧嘴则处于燃烧状态。
凉风经2号蓄热室被预热至高温并送往2号嘴参预燃烧经过,蓄热体逐渐被冷却降温;与此同时,1号烧嘴抽取炉内烟气对1号蓄热体举行加热,由蓄热室扫除的烟气温度在150~180℃之间,低温烟气议定排烟器排空。
云云再三循环,维持燃烧经过。
2.2 蓄热烧嘴与间壁烧嘴的比力
蓄热烧嘴和间壁烧嘴都是自身预热烧嘴,后者的余热接纳原理与换热器的相似,烧嘴平常为单体机关,单只烧嘴络续职业[1]。
前者的余热接纳原理则与蓄热室式炉相近,烧嘴和蓄热室都是成对出现的,两只烧嘴瓜代举行吸烟和燃烧喷火状态。
从应用成就看,间壁烧嘴余热接纳率不超出45%;蓄热烧嘴余热接纳率可到达90%,见表1。
间壁式烧嘴在简化炉体机关方面有较好的成就,但烟气排放量大,NOx的排放量多;蓄热烧嘴在简化炉体机关的同时还可缩小炉体尺寸。
新一代蓄热烧嘴因采取了烟气强循环再生燃烧技能和高温氛围燃烧技能,NOx的排放量仅为古代燃烧技能的10%,烟气排放量可削减30%[1,2]。
表1间壁式与蓄热式自身预热燃烧器比力[2] 间壁式烧嘴蓄热式烧嘴
职业原理热换取装置为不换向的换热器,络续工况热换取装置为需换向的蓄热室,周期工况
氛围预热温度/℃480~600 较炉温低80~150℃,平常可将氛围预热到960~1080℃
排烟温度/℃>700 150~180
应用寿命/a 3~5 >10
余热接纳率/% 40~45 ≈90
2.3 蓄热燃烧器的特点
蓄热燃烧器可以将氛围预热到1000℃左右,与炉温仅相差80~150℃;烟气排放温度可低于200℃。
与采取凉风相比(不接纳烟气余热),RCB燃烧器的燃料节省率可高达60%~65%[3],由于采取了烟气强循环再生燃烧技能,其NOx的排放量很少。
同时由于采取了高余热接纳率技能,氛围损耗系数由1.0增大到1.5时,熔铝炉的单元燃耗和炉子的热效果转变不大。
RCB烧嘴的另一个长处是可以采取低氧燃烧技能。
燃料的现实表面燃烧温度公式为:
式中:QyDw-燃料的低位发热,kJ/kg;
Q氛围、Q燃料-预热燃料和助燃氛围带入炉内的物理热,kJ/kg;
Vn-氛围损耗系数为n的境况下,燃-料燃烧时的产品天生胸襟,m3/kg;
Cy燃烧天生气的均匀比热容,kJ/(m3.℃)
由(1)式可知,随助燃氛围温度的抬高,Q氛围增大,燃烧温度抬高;当氛围温度预热到1000℃以上时,假如仍按通例燃烧技能的准绳供入氧气,炉温就会超出铝熔炼工艺容许的温度,乃至超出耐火质料的容许应用温度[4]。
往助燃氛围中通入不加入燃烧响应的烟气,使助燃氛围中的氧含量低沉,通入燃料量削减,因VnCy增大,燃烧温度随之低沉。
控制通入的烟胸襟,可以将炉温控制在铝熔炼工艺容许的范畴内。
排放的NOx是引发酸雨和光化学烟雾的重要因为,对处境造成极大的毁坏。
RCB烧嘴抽取炉内烟气掺入助燃氛围中,低沉了助燃氛围中的N2、O2浓度,低沉了燃料燃烧温度,由于消除结果部高温区,NOx的天生量大幅度低沉,现实NOx的排放量仅为平凡蓄热烧嘴的10%。
RCB蓄热式自身预热烧嘴将很高温度(达1000℃左右)的助燃氛围喷射入炉膛,超出了燃料的自燃温度,无需火焰稳固机制即能担保稳固燃烧,火焰在匀称高温激励的响应中天生,炉温的匀称性不受古代火焰的形状、火焰长度、火焰的刚性及铺展性的影响,整个炉膛的温度梯度很小,燃烧噪音极低。
RCB燃烧器属于高效、节能、低浑浊、高效益的新式燃烧装置,在日本被誉为是21世纪的要害技能之一,具有别的型式燃烧器不行相比的长处,带来极好的经济和社会收入。
3 蓄热烧嘴的应用境况与节能成就
25t圆形炉采取5套RCB蓄热烧嘴,每套烧嘴的燃油本事为60kg/h,0#柴油的低热值为QyDw=43410kJ/kg,铝装炉量为25t/炉,熔炼一炉产业纯铝的时间为=3.1h;而采取平凡烧嘴的燃油单耗为B'=80kg/t。
熔铝炉采取喷射排烟技能,喷射风与助燃风各用一台风机,风机的风压为7000Pa,烧嘴换向周期为60~90s。
则熔炼每吨铝的现实燃油损耗量为:
因此,采取RCB烧嘴时的燃料节省率为:
(2)
式中:B'-未采取蓄热烧嘴时熔炼吨铝的燃料单耗,kg/t;
B-采取RCB烧嘴时的燃料单耗,kg/t。
将B=37.2B'=80代入(2)式,得η节=53.5%。
从热均衡剖析可知,采取RCB烧嘴的燃料节省率与炉子砌体的蓄热量、炉体的外观散热亏损相关。
由于烧嘴是议定烟气接纳余热的,炉体的蓄热量减小,外观散热亏损越少,则排烟余热量越大,燃料节省率就越高。
RCB蓄热烧嘴不适于在带熔炼前室的熔铝炉、双向熔炼炉和使用烟气余热预热炉料的竖式熔铝炉上装置应用。
在这些炉型中,烧嘴吸烟都将削弱烟气对炉料的预热作用,形成烧嘴与预热段争热量的场面。
看待不设烟囱、烟道,不装置换热器,不使用烟气余热预热炉料的室式熔铝炉(在中小型企业中万分广大),如能将熔池上部炉墙改成热惰性小的高强轻质耐火质料,炉顶采取纤维喷涂料机关,并装置余热接纳率险些靠近表面值的RCB高速蓄热烧嘴,即能在熔铝炉上实现高炉温、高火焰喷出速率、高烟温、高余热接纳率和低惰性的四高一低的操纵技能。
能有用深化炉内热换取经过,抬高熔炼生产率,大幅度低沉燃料损耗,并可节省现排场积,收到志愿的综合经济成就。
资料整理:。