高效蓄热式燃烧技术简介
- 格式:docx
- 大小:175.64 KB
- 文档页数:10
沸石转轮+蓄热式催化燃烧方案
沸石转轮+蓄热式催化燃烧方案是一种有效的废气处理方案,主要适用于大风量、低浓度、常温的有机废气场合。
该方案结合了沸石转轮吸附和RTO催化燃烧两种废气处理技术,主要包含以下步骤:
1.沸石转轮吸附:挥发性有机废气(VOCs)经过沸石转轮被
吸附、浓缩,转轮吸附效率高达90%~95%。
2.脱附和浓缩:当沸石转轮吸附能力接近饱和时,电控系统
控制催化氧化炉开始加热,同时对贵金属催化剂进行预热。
加热后的高温气体经换热器降温再经混风调节到100—200℃对吸附饱和的沸石转轮进行加热脱附,脱附后的高浓度有
机废气经换热器预热进入催化氧化炉进行分解。
3.催化氧化:在催化氧化炉内被加热到250~300℃的有机
废气在贵金属催化剂的作用下发生无焰燃烧,有机废气被
氧化分解成CO2和H2O,达到净化的目的。
该方案具有以下优势:
1.吸附/脱附效率高:沸石转轮吸附和催化燃烧净化效率高
达90%~95%。
2.运行稳定:系统全程由PLC自动控制,可实现一键启动和
连锁联动控制,自动化、智能化程度高。
3.免维护、自清洁、无泄漏:沸石转轮具有自清洁功能,无
需定期更换吸附材料。
4.运行成本低、使用寿命长:该方案可以有效利用有机燃烧
释放的富余热量,用于沸石分子筛转轮脱附过程的脱附风加热,热能回收效率≥90%。
总的来说,沸石转轮+蓄热式催化燃烧方案是一种高效、稳定、节能的废气处理方案,适用于多种行业的大风量、低浓度、常温的有机废气处理场合。
RTO和RCO简介及区别RTO技术和RCO技术是VOCs(挥发性有机化合物)治理技术,是目前应用较广、治理效果好、运行稳定、成本较低的成熟性技术。
RTO和RCO它们的原理是什么,有哪些技术特点,它们之间又有什么区别呢?一、RTO蓄热式热氧化设备详细介绍RTO,是指蓄热式热氧化技术,英文为“Regenerative Thermal Oxidizer”。
RTO蓄热式热氧化回收热量采用一种新的非稳态热传递方式。
其原理是把有机废气加热到760摄氏度以上,使废气中的VOCs在氧化分解成二氧化碳和水。
氧化产生的高温气体流经特制的陶瓷蓄热体,使陶瓷体升温而“蓄热”,此“蓄热”用于预热后续进入的有机废气,从而节省废气升温的燃料消耗。
陶瓷蓄热体应分成两个(含两个)以上的区或室,每个蓄热室依次经历蓄热-放热-清扫等程序,周而复始,连续工作。
蓄热室“放热”后应立即引入部分已处理合格的洁净排气对该蓄热室进行清扫(以保证VOCs去除率在95%以上),只有待清扫完成后才能进入“蓄热”程序。
在国内外被广泛地用于涂装工艺的烘炉废气处理,以及化工电子等其他行业的同类废气处理。
适应废气:中低浓度100~3500mg/m3,分解效率:95%--99%。
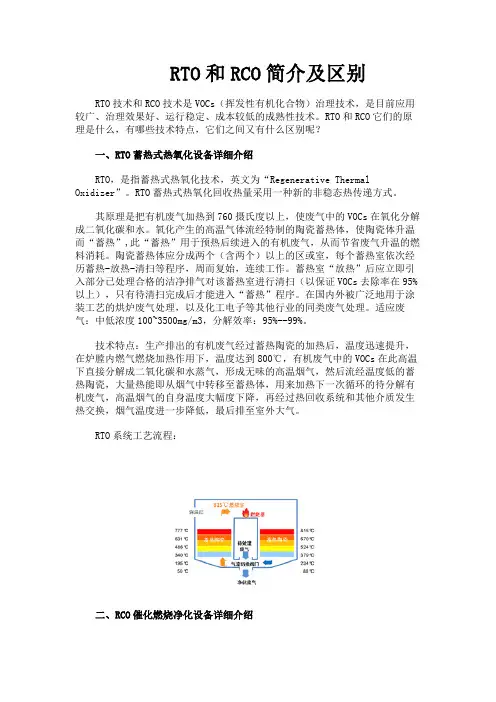
技术特点:生产排出的有机废气经过蓄热陶瓷的加热后,温度迅速提升,在炉膛内燃气燃烧加热作用下,温度达到800℃,有机废气中的VOCs在此高温下直接分解成二氧化碳和水蒸气,形成无味的高温烟气,然后流经温度低的蓄热陶瓷,大量热能即从烟气中转移至蓄热体,用来加热下一次循环的待分解有机废气,高温烟气的自身温度大幅度下降,再经过热回收系统和其他介质发生热交换,烟气温度进一步降低,最后排至室外大气。
RTO系统工艺流程:二、RCO催化燃烧净化设备详细介绍RCO,是指蓄热式催化燃烧法,英文为“Regenerative Catalytic Oxidation Oxidition”。
RCO蓄热式催化燃烧法作用原理是:第一步是催化剂对VOCs分子的吸附,提高了反应物的浓度,第二步是催化氧化阶段降低反应的活化能,提高了反应速率。
蓄热式燃烧技术在有机废气处理项目的应用发布时间:2022-01-04T05:53:31.061Z 来源:《新型城镇化》2021年23期作者:巩向帅[导读] 本文对蓄热式燃烧技术在有机废气处理项目的应用进行分析,以供参考。
山东典图生态环境工程有限公司山东淄博 255000摘要:根据世界卫生组织(WHO)的定义,挥发性有机化合物(VOCs)是指常压下沸点为50~260℃的各种有机化合物的总称。
因此VOCs所包含的化合物比较广泛,有醇类、醛类、酮类、脂肪酸、苯及其衍生物、酚及其衍生物等。
在石化、冶金、医药合成等行业的生产中会产生大量的有机废气。
本文对蓄热式燃烧技术在有机废气处理项目的应用进行分析,以供参考。
关键词:蓄热式燃烧;有机废气处理;应用引言随着科学技术的进步、工业生产的发展和人民生活水平的提高,产品和工业设备的质量也发生了变化。
产品不仅需要具备耐腐蚀性和耐久性,而且还需要有易清洁、富有美感的外观。
因此,目前喷涂和印刷技术已广泛应用于各种制造业,但在喷涂和印刷生产过程中都会释放大量的挥发性有机物。
挥发性有机物会引发严重的大气光化学污染,造成极大的环境危害,对人体健康会造成严重损害。
因此,挥发性有机物的处理已经迫在眉睫。
1 RTO70年代初,REECO首次推出了再生热氧化炉。
蓄热系统是一种高热容量陶瓷蓄热系统,燃烧后的热量通过直接换热积累到蓄热系统中,换热效率可达95%以上。
处理有机废气的RTO设备可分为阀门开关类型和转台类型。
阀门开关型包括第一代双室RTO技术和第二代三室RTO技术。
其特点是有两个或两个以上的陶瓷蓄热室,通过开关阀改变气流方向,实现VOCs预热的目的。
2 RTO处理含二氯甲烷有机废气工程 2.1论述二氯甲烷沸点为39.8℃,室温下易挥发。
二氯甲烷由于毒性低、不可燃,是一种广泛使用的溶剂。
二氯甲烷虽然毒性较低,但吸入人体后可分解为盐酸、一氧化碳,其对人体健康的二次危害不容忽视,已列入《有毒有害大气污染物名录》、《有毒有害水污染物名录(第一批)》。
蓄热式加热炉的工作原理蓄热式加热炉是一种利用热量积蓄和释放的加热设备。
其主要工作原理是通过蓄热材料的吸热和释热过程,实现能源的稳定供应。
蓄热式加热炉由燃烧室、蓄热室和排烟系统等组成。
燃烧室中燃烧燃料产生的高温燃烧气体经过烟道进入蓄热室,与其中的蓄热材料热交换,使其温度升高。
蓄热材料是蓄热式加热炉的关键部件,通常采用高热容量和高热传导性的材料,如陶瓷、耐火材料等。
当燃烧室中的燃料燃烧完毕或加热系统需要热量时,通过调整控制系统,蓄热室中的高温蓄热材料开始释放热能。
蓄热材料的吸热过程是指在燃烧室中,当燃料燃烧产生高温燃烧气体时,蓄热材料吸收燃烧气体中的热能并升温。
蓄热材料内部的微观孔隙结构能够有效地吸附和储存大量的热能,从而使得燃烧室内的高温烟气得到充分利用,提高燃烧效率。
蓄热材料的释热过程是指在燃烧室和加热系统需要热量时,蓄热材料开始释放其储存的热能。
控制系统通过调整燃烧室的气流方向和蓄热材料的温度,确保蓄热材料释放的热能能够有效地传递给加热系统。
蓄热材料的释热过程是一个持续而稳定的过程。
通过合理地设计蓄热室的结构和材料,以及控制系统的精确控制,蓄热式加热炉可以实现能量的高效利用和稳定供应。
蓄热式加热炉相对于传统的加热设备具有一系列的优点。
首先,蓄热式加热炉能够充分利用燃料的热能,提高热利用率。
其次,由于蓄热材料的热容量较大,热能的释放相对稳定,能够实现加热过程的均匀和稳定。
此外,蓄热式加热炉还能够实现节能和减少排放,对环境友好。
总之,蓄热式加热炉通过蓄热材料吸热和释热的过程,实现能量的稳定供应。
其工作原理主要包括燃烧室中烟气与蓄热材料的热交换和蓄热材料的热能释放。
通过合理设计和优化控制系统,蓄热式加热炉能够提高能量利用效率,实现高效、稳定和环保的加热过程。
蓄热式加热炉的工作原理
蓄热式加热炉是一种利用热储存材料的热容和热传导特性来进行加热的设备。
其工作原理如下:
1. 热储存材料:蓄热式加热炉内部放置着一种称为热储存材料的物质。
这种材料具有较高的比热容和热传导率,能够吸收和存储大量的热量。
2. 加热源:蓄热式加热炉内部有一个或多个加热源,常见的有电加热元件、燃气或液体燃料的燃烧器等。
加热源将热量传递给热储存材料。
3. 热能储存:当加热源工作时,热能被传递给热储存材料,材料内部的温度升高,吸收大量热量。
这些热量会在材料中被储存起来,并逐渐释放出来。
4. 热能释放:当需要加热时,蓄热式加热炉关闭加热源,热储存材料开始释放储存的热能。
热能通过热传导或辐射的方式传递给需要加热的物体或空气,使其温度升高。
5. 加热循环:蓄热式加热炉通过循环工作,实现了热能的储存和释放。
加热源在需要加热时提供热量,而在热储存材料释放热能时,加热源则处于关闭状态。
蓄热式加热炉的工作原理可以有效地利用电能或燃料,提供持续稳定的加热效果。
在一定程度上,它也可以实现能源的节约和环境保护。
蓄热式换热技术在熔铝炉上的应用1.蓄热技术概述随着设备与材料的进步,蓄热式换热技术有了革命性的发展和长足的进步。
目前在冶金企业的加热炉和钢包烘烤器上得到了广泛的应用。
本文通过介绍蓄热技术在熔铝炉上的应用,说明了蓄热式换热技术对提高化铝质量,加快化铝速度,减少污染物排放,降低能耗等方面的优势。
蓄热式换热技术在有色冶金行业上也将有广阔的应用前景。
2.蓄热式换热技术原理蓄热式烧嘴成对布置,相对两个烧嘴为一组(A组、B组烧嘴)。
从鼓风机出来的常温空气由换向阀切换进蓄热式烧嘴1、4后,在经过蓄热式烧嘴1、4陶瓷小球时被加热,在极短时间内常温空气被加热到接近炉膛温度(一般为炉膛温度的80-90%)。
被加热的高温热空气进入炉膛后,卷吸周围炉内的烟气形成一股含氧量大大低于21%的稀薄贫氧高温气流,同时往稀薄高温空气附近注入燃料,实现燃料在贫氧状态下燃烧;与此同时,炉膛内的热烟气经过另两个蓄热式烧嘴2、3排入大气,炉膛内高温热烟气通过蓄热式烧嘴2、3时将显热储存在蓄热式烧嘴2、3内的蓄热体内,然后以低于150℃的低温烟气经过换向阀排出。
当蓄热体储存的热量达到饱和时换向进行切换,蓄热式烧嘴在蓄热与工作状态之间进行交换,从而达到节能和降低NOX排放量等目的。
蓄热式换热技术改变了传统的燃烧方式,主要表现为燃料与空气以适当速度从不同的通道进入炉内,并与炉内燃烧产物混合,空气中21%的O2被稀释,燃料在炉膛中高温(1000℃以上)低氧浓度场(5~6.5%)工况下燃烧,此种燃烧方式带来了许多优点。
(1)节能效果显著,比传统熔炼炉节能30%以上由于蓄热体“极限回收”了烟气中大部分的余热,并由参与燃烧的介质带回炉内,大大降低了炉子的热支出,所以采用蓄热式换热技术的炉子比传统熔炼炉节能。
(2)消除了局部高温区,炉温分布均匀燃料在高温低氧浓度工况下燃烧,在炉内形成没有稳定火焰的扩散火焰,消除了稳定火焰产生的局部高温区;火焰几乎充满整个炉膛,使炉温更加均匀。
RTO蓄热式燃烧炉:排放自工艺含VOCs的废气进入双槽RTO,三向切换风阀(POPPET VALVE)将此废气导入RTO的蓄热槽(Energy Recovery Chamber)而预热此废气,含污染的废气被蓄热陶块渐渐地加热后进入燃烧室(Combustion Chamber),VOCs在燃烧室被氧化而放出热能于第二蓄热槽中之陶块,用以减少辅助燃料的消耗. 陶块被加热,燃烧氧化后的干净气体逐渐降低温度, 因此出口温度略高于RTO入口温度. 三向切换风阀切换改变RTO出口/入口温度. 如果VOCs浓度够高,所放出的热能足够时, RTO即不需燃料. 例如RTO热回收效率为95%时,RTO出口仅较入口温度高25℃而已.蓄热式催化剂燃烧炉(RCO)排放自工艺含VOCs的废气进入双槽RCO,三向切换风阀(POPPET VALVE)将此废气导入RCO的蓄热槽(Energy Recovery Chamber)而预热此废气,含污染的废气被蓄热陶块渐渐地加热后进入催化床(Catalyst Bed), VOCs在经催化剂分解被氧化而放出热能于第二蓄热槽中之陶块,用以减少辅助燃料的消耗. 陶块被加热,燃烧氧化后的干净气体逐渐降低温度, 因此出口温度略高于RCO入口温度. 三向切换风阀切换改变RCO出口/入口温度. 如果VOCs浓度够高,所放出的热能足够时, RCO即不需燃料. 例如RCO热回收效率为95%时,RCO出口仅较入口温度高25℃而已.催化剂燃烧炉( Catalytic Oxidizer )换热器,废气经由换热换热器之壳侧(shell side)将管侧(tube side)未经处理的VOC废气加热,此换热器会减少能源的消耗,最后,净化后的气体从烟囱排到大气中.直燃式燃烧炉( Thermal Oxidizer )换热器,废气经由换热器管侧(Tube side)而被加热后,再通过燃烧器,这时废气已被加热至催化分解温度(650~1000℃换热器之壳侧(shell side)将管侧(tube side)未经处理的VOC废气加热,此换热器会减少能源的消耗(甚至于某ㄧ适当的VOCs浓度以上时便不需额外的燃料),最后,净化后的气体从烟囱排到大气中.直接燃烧燃烧炉( Direct Fired Thermal Oxidizer-DFTO )有时直接燃烧燃烧炉源于后燃烧器(After-Burner), 直接燃烧燃烧炉使用经特别设计的燃烧器以加热高浓度的废气到ㄧ预先设的温度,于运转时废气被导入燃烧室(Burner Chamber). 燃烧器将VOCs及有毒空气污染物分解为无毒的物质(二氧化碳及水)并放出热,净化后的气体可再由一热回收系统以达节能的需求. 恩国直接燃烧燃烧炉可达99%碳氢化合物破坏去除率,为达此去除率,高温的废气区在炉内保持一定的滞留时间.在入口处也须让废气有足够的扰流和氧产生充分的混合,充分的扰流不只提高去除破坏率,更是为平安考虑. 恩国的设计将爆炸风险降至最低以及最小的能源消耗.浓缩转轮/燃烧炉( Rotor Concentrator / Oxidizer )恩国浓缩转轮/燃烧炉系统吸附大风量低浓度挥发性有机化合物(VOCs). 再把脱附后小风量高浓度废气导入燃烧炉予以分解净化。
《钢铁企业轧钢加热炉节能设计技术规范》国家标准编制说明1.工作简况1)任务来源根据全国钢标委综合[2014]51号文“国家标准委关于下达《氧化铝单位产品能源消耗限额》等122项国家标准制修订计划的通知”中要求,由山东慧敏科技开发有限公司、北京京诚凤凰工业炉工程技术有限公司和冶金工业信息标准研究院等单位负责起草《钢铁企业轧钢加热炉节能设计技术规范》国家标准,项目计划号:20140058-T-605。
2)工作过程2014年8月1日,山东慧敏科技公司、京诚凤凰炉公司主要起草人与冶金工业信息标准研究院,成立了标准起草小组。
2014年8月至2015年3月初进行资料收集工作,将与本规范有关的已发布的国家和行业标准认真比对,尽可能做到不重复、不矛盾;2015年4月至7月底,走访多家钢铁企业,对钢铁企业轧钢加热炉现状进行调研,并咨询和征求业内多位专家的意见,形成标准初稿;2015年8月,标准起草小组对标准初稿召开专题会议,进行审查,形成征求意见稿并提交全国钢标委。
3)参编单位本标准由山东慧敏科技开发有限公司、北京京诚凤凰工业炉工程技术有限公司、冶金工业信息标准研究院等单位负责起草。
2. 标准编制原则及目的意义1)贯彻国家对钢铁行业的节能减排要求,从设计和操作上加以限制和指导,在保证满足工艺的条件下,加热炉应达到的能耗指标。
2)根据国内外轧钢加热炉能耗的实际情况,确定经努力而能实现的平均先进指标为各方的追求值。
3)编制本标准的目的是为了规范轧钢加热炉在设计中必须有的节能措施和应达到的期望值。
3. 标准技术内容本标准内容分5章,以下结合各章内容分别做出说明。
1)范围本文件规定了钢铁企业轧钢加热炉节能设计技术规范的术语和定义、节能设计原则设计节能综合技术。
本文件适用于连续式轧钢加热炉,不适用间歇式加热炉。
2)规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
蓄热式步进加热炉1、技术来源蓄热式步进加热炉的确定是本公司经过技改淘汰两台耗能高的斜底加热炉。
顺应国家“十二五”节能减排规划中提出的推广应用蓄热式加热炉的政策落实的。
其技术来源采用济钢设计院和首钢设计院及北京蓄之杰公司在轧钢坯加热炉的基础进行现代化改造应用在热轧无缝钢管管坯加热系统而设计制作的。
2、基本结构主要由以下部分组成(1)炉底传动系统:由液压系统来完成的,使炉的活动梁进行升降及直线运动来完成矩形运动,完成管坯向前平行运动的全过程。
(2)钢结构炉体:主要是加热炉寿命的延长,斜底加热炉采用砖混结构最多用2-3年要进行大修,改造后加热炉可以使用3-5年,只需要进行维护保养即可。
(3)炉膛:这是决定加热管坯所使用加热介质比较关键的一个重要部位,其截面积的大小决定着用能的多少。
(4)蓄热式烧嘴:是炉子的核心所在,既要把炉膛内多余温度蓄存起来,又要把排烟温度从480℃-560℃降到100℃以下,而且还要把吹入的冷风加热到1100℃,减少氮氧化物进入炉膛减少管坯的氧化,增加产量。
(5)蓄热式烧嘴是在炉体两侧对称安装和使用的,是由蓄热箱、蓄热体及管道和换向阀组成的一个关键装置。
蓄热箱的大小和蓄热体的多少直接影响加热效果和用能量及排烟温度的高低。
换向阀每三分钟换向一次,即蓄热式烧嘴每三分钟正向切换进行燃烧对管坯加热,后三分钟反向切换,将炉膛内多余热量吸入蓄热箱由蓄热体将热量蓄集待下一个三分钟与天然气和热风一齐吹入炉膛完成一个加热循环,达到节能的目的。
(6)燃烧系统的控制:该炉子是由三段加热组成的。
分别是预热段(700℃上下)、加热段(1200℃-1300℃上下)、均热段(1250℃-1280℃).该炉子可根据钢种及直径设定最高加温极限值,到设定温度就不再燃烧不送风送气而且照常生产。
排烟温度在线测定、随时检测、自动控制,风机、引风机燃气均采用工业自动化PLC控制。
3、高效节能特点(1)热效率得到充分利用.一是传统炉子均用耐火砖保温砖砌筑而成,在使用过程中各加温区的温度不一样而造成砖的膨胀不一,容易造成炉顶掉砖、炉墙裂,平均3-6个月要进行修理,而该炉子1-2年只对炉底砖的磨损大小少量更换,炉顶2-3年只对外顶进行保温处理,炉墙基本不用处理,不用停产。
催化燃烧治理VOCs和恶臭废气工艺和设备知识简介一、工艺概述催化燃烧是典型的气—固相催化反应,它借助催化剂降低了反应的活化能,使其在较低的起燃温度200~300℃下进行无焰燃烧,有机物质氧化发生在固体催化剂表面,同时产生CO2和H2O,并放出大量的热量。
因其氧化反应温度低,所以大大地抑制了空气中的N2形成高温NOx。
而且由于催化剂有选择性催化作用,有可能限制燃料中含氮化合物(RNH)的氧化过程,使其多数形成分子氮(N2)。
二、技术原理催化燃烧是使有机废气通过催化剂床层,经历催化反应,转化为无害物质的方法。
在贵金属催化剂的作用下,有机废气在较低的温度下进行无焰催化燃烧,将有机成分转化为无毒、无害的CO2和H2O,同时释放出大量的热量。
由于催化剂可加速氧化分解的历程,大多数碳氢化合物在300~450℃的温度时,通过催化剂就可以氧化完全。
三、工艺处理特点起燃温度低,能耗少,燃烧易达稳定,甚至到起燃温度后无需外界传热就能完成氧化反应;净化效率高,污染物(如NOx及不完全燃烧产物等)的排放水平较低;适应氧浓度范围大,噪音小,无二次污染,且燃烧缓和,运转费用低,操作管理也很方便;催化剂易中毒和不耐高温。
易使催化剂中毒的物质有焦油、油烟、粉尘、铅化合物和硫、磷、卤族元素的化合物等。
为了保持催化剂的活性,一般都采用前处理的办法,预先除掉有毒物质。
四、适用范围催化燃烧技术作为一个低温燃烧废气治理工艺,适用于中低浓度废气,被广泛应用于石油化工、油漆、电镀、印刷、涂料、轮胎制造等工业废气的治理,可处理的有机物质种类包括苯类、酮类、酯类、酚类、醛类、醇类、醚类和烃类等等。
对于大风量低浓度的有机废气,可以采取吸附浓缩+脱附催化燃烧的组合工艺。
五、催化燃烧设备简介根据对废气加热方式的不同,催化燃烧工艺可分为常规催化燃烧工艺(简称CO)和蓄热式催化燃烧工艺(简称RCO)如图1和2。
这两种技术的工作原理基本相同,工艺流程大致类似,所以相关的单元设备也基本相同。
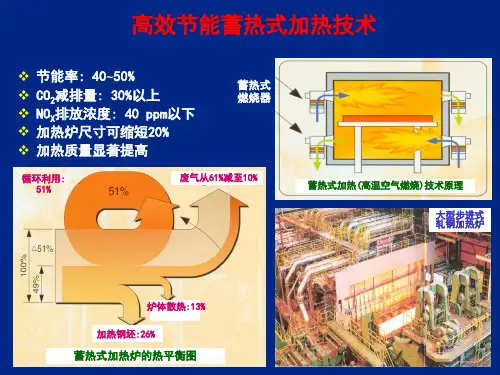
蓄热式高温空气燃烧技术
刘洪;温治
【期刊名称】《金属世界》
【年(卷),期】2003(000)006
【摘要】@@ 技术背景rn蓄热式高温空气燃烧技术(High Temperature Air Combustion--简称为HTAC技术),亦称为无焰燃烧技术(Flameless Combustion)是20世纪90年代兴起的集节能、环保等多重优点的高新技术,被国际燃烧界公认为其引发了燃烧领域的革命.
【总页数】3页(P10-12)
【作者】刘洪;温治
【作者单位】北方赛能杰高新技术有限公司;北方科技大学机械工程学院
【正文语种】中文
【中图分类】TF05
【相关文献】
1.蓄热式高温空气燃烧技术在镁还原炉上的应用 [J], 李振国;杨兴;张学湛
2.蓄热式高温空气燃烧技术 [J], 冯祖强
3.蓄热式高温空气燃烧技术在塔式锌精馏炉上的应用探讨 [J], 郭梁;常青青
4.蓄热式高温空气燃烧技术应用探讨 [J], 郭卫;司敏杰
5.北京神雾热能技术有限公司——蓄热式高温空气燃烧技术 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
低氮蓄热式燃烧技术原理今天来聊聊低氮蓄热式燃烧技术原理吧。
你们有没有见过那种老式的烧煤取暖的炉子呀?火在炉膛里呼呼地烧,产生的烟就直接排出去了。
这传统的燃烧就像咱们人类呼吸一样,吸进氧气,呼出废气,但是传统燃烧方式在能源利用效率上有点像“大手大脚的人”,浪费了好多能源呢。
而且呀,就像咱们做饭的时候如果火太大,油烟就很多一样,传统燃烧还会因为燃烧不完产生氮氧化物等污染物。
这就要说到低氮蓄热式燃烧技术的神奇之处了。
它就像是一个特别聪明的“小管家”。
在低氮蓄热式燃烧系统里,有个蓄热室就像是一个储蓄罐。
燃烧后的高温废气经过蓄热室的时候,就像把自己的热量“存”进了储蓄罐里。
那些热量可不会浪费,等会儿新的燃气和空气要进来燃烧的时候,这个蓄热室就会把之前存好的热量拿出来“分享”,用这个热量先把燃气和空气预热一下。
这样一预热呀,就像是跑步前先做热身运动,燃气和空气混合得更好了,燃烧的时候就更充分了。
那为什么叫低氮呢?打个比方吧,传统燃烧像那种杂乱无章的一群人在拔河,很容易出现捣乱的情况,导致燃烧不完全产生氮氧化物,就像拔河的时候有人用力方向不对。
而低氮蓄热式燃烧,它在燃烧过程中巧妙地控制温度和空气流量等参数,就好比找到了一个好的拔河“策略”,大家齐心协力,让燃烧按照最优化的路线走,氮氧化物的产生就大大减少了。
有意思的是,我一开始也不明白为什么控制温度就能减少氮氧化物呢。
后来深入学习才知道,这背后有个化学平衡的理论,氮氧化物的生成和燃烧温度密切相关,在一定温度范围内才会较少产生。
从实际应用上来看呢,就像一些大型的工业窑炉,采用了低氮蓄热式燃烧技术后,节能效果非常明显,污染物排放也大大降低了。
说到这里,你可能会问,那这项技术要不要很复杂的设备呢?其实设备确实有一定复杂性,但是带来的效益也是巨大的。
在应用的时候也有一些注意事项哦,比如说对蓄热体的材质是有要求的,要耐高温、耐腐蚀等等。
这项技术的原理现在大家是不是觉得挺有趣呢?当然我也还在不断学习更多关于它的知识,也希望大家都可以一起讨论,说不定你们也会有一些新的思路。
rco蓄热式催化燃烧设备设计计算1 设计催化燃烧设备的背景随着工业发展和人口增加,能源需求不断增长,传统燃烧过程中产生的污染物对环境造成了严重影响。
因此,发展高效、清洁的燃烧技术成为当今工程领域的研究热点之一。
蓄热式催化燃烧设备(Recovery Catalytic Oxidizer,RCO)由于其高热效率和低污染排放特性,得到越来越广泛的应用。
2 RCO设备的工作原理RCO设备是一种能够同时实现蓄热和催化效果的燃烧装置。
其主要工作原理是通过气流传热的方式,将废气中的热量转移到特定材料的储热层,并在接触催化剂的同时对污染物进行催化氧化。
催化剂的选择和储热材料的性能对设备的热效率和污染物去除效果具有重要影响。
3 设计RCO设备的关键参数计算设计RCO设备时,需要计算和确定一些关键参数,以保证设备的性能和安全。
以下是一些重要的计算内容:##3.1 设备热负荷计算设备的热负荷是指单位时间内需要传输和吸收的热量。
根据废气流量、温度和组分,结合燃料热值和辅助燃料的用量,可以计算出设备的热负荷。
##3.2 催化剂负荷计算催化剂负荷是指单位体积催化剂需要处理的废气量。
根据废气组分的特性和污染物的浓度,结合催化剂的活性和使用寿命等因素,可以计算出设备所需的催化剂量。
##3.3 储热层设计计算储热层的设计需要考虑储热材料的热容量、导热系数和温度梯度等因素。
通过计算污染物的催化反应热释放和传热过程中的热量损失,可以确定储热层的尺寸和材料。
4 结论RCO设备的设计计算包括设备热负荷、催化剂负荷和储热层等关键参数的计算。
合理地计算和确定这些参数,能够保证设备的高效运行和清洁排放。
随着科学技术的不断发展,RCO设备的设计和计算将不断优化,为环保领域的发展做出更大贡献。
蓄热燃烧法工业有机废气治理工程技术规范要求概述:
蓄热燃烧法工业有机废气治理工程是一种有效的固态污染物控制工艺,它包括蓄热燃烧方式,通常用于处理含有有害气体的废气。
该技术可有效减少废气中有毒有害物质的排放,使对环境的影响得到有效控制。
《蓄热燃烧法工业有机废气治理工程技术规范》是在国家相关法律法规的框架内,根据当前我国废气污染控制领域科技发展和经济状况,结合工程实践经验,系统阐述蓄热燃烧法工业有机废气治理工程技术要求,旨在提供废气污染防治意见和建议。
蓄热燃烧法工业有机废气治理工程技术规范共分为4部分,包括:一、蓄热燃烧法工业有机废气治理工程技术要求;二、设备性能要求;三、设计、施工和验收;四、操作与维护。
其中,《蓄热燃烧法工业有机废气治理工程技术要求》部分详细描述了蓄热燃烧方式的基本原理,发酵过程的要求及废气排放的控制要求,其中包括各类废气排放浓度、烟气组份组成及处理要求等。
《设备性能要求》部分详细论述了蓄热燃烧法工业有机废气治理工程设备的性能要求,包括效能、精度、响应时间等。
《设计、施工和验收》部分将设计与施工的要求和验收的要求进行了详细说明,以确保蓄热燃烧法工业有机废气治理工程能够满足要求。
《操作与维护》部分给出了设备原理、操作方法、维护保养措施等建议,以确保蓄热燃烧法工业有机废气治理工程能够长期安全稳定运行。
一、高效蓄热式燃烧技术简介 高效蓄热式燃烧技术(High Temperature Air combustion-HTAC或Highly preheated Air一种全新型燃烧技术。它具有高效烟气余热回收和高预热空气温度、低Nox排放等多重优越性。国外大量的实验研究表明,这种新的燃烧技术将在近期对世界各国以燃烧为基础的能源转换技术带来变革性的发展,给各种与燃烧有关的环境保护技术提供一个有效的手段,燃烧学本身也将获得一次空前完善的机会。该技术被国际公认为是二十一世纪核心工业技术之一。
1、国外高效蓄热式燃烧技术的发展应用情况 1981年英国Hotwork公司和British Gas公司合作研制成功了最早型蓄热式烧嘴,体现了在烧嘴上进行热交换分散式余热回收的思路。1984年两公司合作改造了Avesta shetfieled公司的不锈钢退火生产线,在加热段设置了9对蓄热式烧嘴,烧嘴装在侧墙上,炉内温差也只有±5℃,热处理能力从30t/h提高到45t/h,单耗仅为1GJ/t,既节能又增产,使该技术在欧洲、美国得以推广应用。
日本考察了该技术的应用情况之后,决定引进优化,降低Nox的排放量,以达到日本国标。该技术在日本称之为强循环再生燃烧系统(HRS),HRS的基本理论研究及商业化技术开发由日本工业界、政府、大学共同推进。在日本国际贸易和工业厅的资助下,由日本新能源和工业技术开发组织(NEDO)负责的以HRS技术为基础的“高性能、工业炉”项目于1993年启动。1993-1999年日本政府投资150亿日元用于该技术的研究,其目的要达到节能30%,CO2排放量降低30%,Nox、Sox排放量降低30%。目前日本政府确定2000-2004年为“高效工业炉工业规模示范年。仅日本工业炉株式会社(Nippon Furnace Kogyo kaisha Ltd-NFK)在1992-1998的六年间,已在近150台工业炉上应用蓄热式高温燃烧器近900套。
2、国内高效蓄热式燃烧技术的发展应用情况 我国在蓄热式高温空气燃烧技术的研究应用方面,仍处于研究开发阶段,但该技术独特的优越性已经引起我国冶金企业界和热工学术界的极大兴趣。目前,高温空气燃烧技术虽尚未成熟,但市场应用前景相当广阔。山鑫海达公司,依靠强大的科技实力,始终致力于走在当代最先进的工业炉窑燃烧及热工控制技术研究的前列。在已经取得燃油气动雾化燃烧技术、燃油燃气动态(脉冲、间断)燃烧技术、工业窑炉热工自动控制技术的令人瞩目成果的同时,近年来着力于对蓄热式燃烧系统进行了研发,将现代燃烧技术与蓄热式钢包烘烤器方面已经取得一定的成绩及经验。 经过多年不懈努力,山鑫海达公司开发出了以液体、气体为燃料,蓄热体为蜂窝体、球体的系列新型蓄热式燃烧器。该系列燃烧器工作时可使空气预热到接近烟气温度,1000℃以上,排烟温度低于150℃,热回收率80%以上,在工业炉窑上使用可节约燃料55%左右,比一般间壁式余热回收装置多节约燃料25%~30%,废气量大大减少,废气中的Nox含量大大降低。新型蓄热式燃烧器适用于冶金、石化、建材、机械等行业中的各种工业炉窑。
3、高效蓄热式燃烧技术多用途的发展前景 山鑫海达公司在研究蓄热式高温空气燃烧技术方面做了大量的工作,进行了大量技术储备,在已取得的成果基础上进行再研发,再研发的设想如下:
3.1 对现有的产品进行完善改进 现在的产品主要适用于气体燃料,特别适合于低热值的煤气;洁净的液体燃料,针对我国燃重油比较普遍的现实,研究开发燃重油的蓄热式烧嘴,这将是世界燃重油技术的突破,对蜂窝体式蓄热体作进一步的研究实验,验证其抗堵性能。开发最新型蓄热体,该种蓄热体抗堵性能好,蓄热能力强,体积小,阻力小,适合中国国情。
对现有的换向系统进行优化设计,完善已开发出的双位直通式换向阀,有双位四通式、双位三通式及三位三通式。
3.2 研究开发新型热风炉 将最新的蓄热式换向技术应用于热风炉上,保持原有热风炉外壳不变,在出热风口位置不变的情况下,对原热风炉内部进行改造,使单个热风炉具有外供热风,同时部分热风自供燃烧,热风同高炉煤气混合燃烧后,通过换向阀排出。新式热风炉风温保证值在1150℃以上,达到世界最先进水平,且在供热风的周期内热风温度波动很小。由于热风温度的提高,高炉喷煤粉的量就会增加,节能效果更加明显。
3.3 开发二十一世纪概念型锅炉 该种锅炉以煤为燃料,首先采用高风稳燃烧技术将煤气化,液体排渣,煤气供给锅炉本体,锅炉本体亦采用蓄热式高温燃烧技术。相同吨位的锅炉,二十一世纪概念型锅炉的体积只是现在锅炉的1/4。排烟温度<150℃,污染物排放量可降到最低水平。 二、高效蓄热式燃烧器技术性能指标 (一)产品简介 高效蓄热式燃烧器是一种新型高效节能、环保燃烧装置,该燃烧器工作时可使空气预热温度接近烟气入口温度,1000℃以上,排烟温度可降至零点附近,150℃以下,热回收率80%以上,在工业炉窑上使用可节约燃料55%左右,比一般间壁式余热回收装置多节约燃料25%~30%,从而使炉子的热效率大幅提高。由于空气预热温度提高,所以火焰温度也在相应提高,火焰辐射能力加大,加热速度变快,工业炉窑的生产效率可提高10%~15%。由于以上原因,炉子的废气量减少,环保效果十分明显。蓄热式高温燃烧器使用过程中点火方便,燃烧完全、火焰稳定、铺展性好,在以油为燃料时,蓄热过程油路断开,雾化介质常通,所以不结焦。蓄热式高温燃烧器适合于冶金、石化、建材、机械等行业中的加热炉、熔化炉及热处理炉。蓄热式高温燃烧器适用于各种高、低热值的煤气,各种液体燃料(柴油、重油、焦油)。
(二)高效蓄热式燃烧器的结构及工作原理 1、结构特征 在工业炉窑上使用的蓄热式高温燃烧器的结构特征及工作原理与换向式蓄热室类似,都是成对出现的,每一对烧嘴可视为这一新型燃烧器系统的一个完整单元。这一单元包括两只耐高温材料的喷嘴,两个耐火材料制成的蓄热体,一个换向阀组(一个换向阀也可以带若干组烧嘴)和一套操纵快速换向阀的自控单元。
2、工作原理 (1)以液体、高热值煤气为燃料的蓄热式高温燃烧器的工作原理 一组蓄热式烧嘴在正常工作时,两只燃烧器不会处于同一种工作状态。当一只烧嘴处于燃烧工作状态时,此燃料通路开通,冷空气通过炽热蓄热体,被加热为热空气去助燃;另一只烧嘴一定处于蓄热状态作为烟道,此燃烧通路关闭,燃烧产物在引风机的作用下经燃烧通道到蓄热体,使蓄热体蓄积下热量后,经烟道由烟囱排出。 在工业炉窑上应用的蓄热式烧嘴的换向周期为1-3分钟,可以采用双重信号控制,即当从蓄热体排出的烟气温度达到额定值或周期超过设定时间时,由控制系统操作换向装置动作,两只(一对)烧嘴互换工作状态。
蓄热式燃烧器两个为一组,可根据炉子的工艺要求和方便操作等情况灵活安装,可相对安装也可同侧并列安装。(见工作原理图一)。
1-烧嘴壳 2-蓄热体 3-管道 4-换向阀 工作原理图一
(2)低热值煤气为燃料的蓄热式高温燃烧器(空煤气双预热)的工作原理。
此种蓄热式燃烧系统是一种组合式燃烧系统,有两对高效蓄热室,一对燃烧器,两组换向机构和一套控制系统组成。其工作原理同上。在前半个周期,一侧烧嘴与燃料混合燃烧,向炉内供热。同时,烟气进入另一侧蓄热室,其蓄热体吸热,高温烟气被冷却后经引风机排入大气。当燃烧系统的热工参数达到设定值时,控制装置使环行装置动作,这一侧燃烧器和另一侧燃烧器工作状态互换。如此周期性的交换工作,使蓄热式燃烧系统达到理想的加热功能。(见工作原理图二)。
1-蓄热式燃烧器 2-蓄热体 3-管道 4-换向阀 工作原理图二
3、高效蓄热式燃烧器主要组成部分及特点
①、高效蓄热式燃烧器主要由烧嘴壳体、蓄热体和换向阀等组成。蓄热室:蓄热体采用球体或蜂窝体,材料为耐火材料。采用这种形式的蓄热体,流体流经蓄热室的阻力小,单位体积换热面积大,比表面积可达250-350mm/mm³,其利用系数为60%-70%,因此燃烧装置结构紧凑,有利于减少炉子投资。由于蓄热体是用耐火材料制成,所以耐腐蚀、耐高温、使用寿命长。 ②、热回收率高,可达70-80%,接近理论最大值。与采用冷风助燃相比,燃料节约量可达55-65%,与采用一般换热器与热空气相比,可节约燃料30%以上。 ③、换向系统采用两位三通式或三位三通式换向阀,换向周期为1-3分钟,换向次数可达到80万次,可保持炉温稳定。空气换向、燃料换向同步且平衡,空气、燃料、烟气决无混合的可能,彻底解决了以往换向阀在换向过程中气路暂时相通的弊病。 ④、采用本公司高性能烧嘴,可单独燃用煤油、重油、液化石油气、天然气、焦炉煤气、混合煤气、高炉煤气等。 ⑤、燃烧后的烟气中Nox含量大大降低。 ⑥、因燃料消耗量降低30%以上,大气中CO²的排放量也减30%以上。 ⑦、可强化加热,提高炉子产量达20%,或在相同产量下,缩短炉子尺寸。 ⑧、设备维护简便,蓄热体安装、更换、清灰方便。 ⑨、控制系统可采用微机PLC控制,自动完成顺控、连锁、报警及程控升温过程,可实现系统操作参数的在线调整,并具有显示、打印、存储功能。
三、蓄热式燃烧器的分类 1、SX-XRY型燃油蓄热式燃烧器 换向阀外形图 2、SX-XRQ型燃高热值煤气蓄热式燃烧器 换向阀外型图 3、SX-XRD型燃低热值煤气,空煤气双预热蓄热式燃烧器 换向阀外型图
4、高效蓄热式燃烧器的应用效果(钢铁行业) (1)普通轧钢加热炉 在轧钢加热炉上应用高效蓄热式烧嘴可以同比节能30%,CO2排放量降低30%,烧嘴噪音降低30%,生产率提高15%。
(2)热处理炉 在热处理炉上使用高效蓄热式烧嘴可以节能45%,而且炉温更加均匀,产品质量显著提高。 (1) 燃高炉煤气的各种加热炉 高炉煤气由于热值低,所以很难利用。尤其是在高温加热炉上,很难满足炉温要求。以前曾尝试用金属预热器双预热空气、高炉煤气来满足炉温的要求,但由于金属换热器不能长期稳定运行,所以往往需加重油补充燃烧。但使用蓄热式烧嘴,可以同时把空气、高炉煤气蓄热到1000℃以上,并能长期稳定运行,这样就使高炉煤气能满足各种加热炉的要求,为钢铁工业节能降耗开辟了一条新路。
(4)连铸连扎补充加热炉 当热坯温度保持900℃以上进入补充加热炉时,以前的加热办法都不是很理想,排烟温度高,造成能源浪费,采用蓄热式烧嘴,炉温1300-1350℃,排烟温度低于150℃。
(5)轧线在线补充加热炉 越来越多的企业开始采用连铸坯一火成材的新工艺,大幅降低了能耗。但对一些非连续轧机