蓄热式燃烧器展示资料
- 格式:pptx
- 大小:1.09 MB
- 文档页数:33
一,设备简介蓄热式燃烧器是在极短时间内把常温空气加热,被加热的高温空气进入炉膛后,卷吸周围炉内的烟气形成一股含氧量大大低于21%的稀薄贫氧高温气流,同时往稀薄高温空气附近注入燃料,燃料在贫氧(2%~20%)状态下实现燃烧。
同时,炉膛内燃烧后的热烟气经过另一个蓄热式燃烧器排空,将高温烟气显热储存在另一个蓄热式燃烧器内。
工作温度不高的换向阀以一定的频率进行切换,常用的切换周期为30~200秒。
两个蓄热式燃烧器处于蓄热与放热交替工作状态,从而达到节能目的。
1.实现了蓄热体温度效率、热回收率和炉子热效率三高作为一个回收烟气余热的燃烧系统,温度效率、热回收率和炉子热效率可以说是衡量它热工性能优劣的主要指标。
国内外大量生产实际的测试数据表明,在适当的换向周期下,经过蓄热体后的高温空气温度和进入蓄热体的烟气温度十分接近,仅差100℃左右,温度效率高达95%左右,热回收率为80%左右。
炉子热效率得到了较大的提高。
2 . 加热质量好,氧化烧损小由于高温空气燃烧技术是属于低氧空气燃烧范畴,而且助燃空气的切入点和燃料切入点与传统的燃烧方法不一样,从而避免了高温火焰过分集中造成的炉内各区域温差大的弊病,同时也减少了高温氧化烧损的可能性。
由于炉温的均匀程度大大提高,被冶炼的物料加热质量得到了充分保证。
3.节能效果显著蓄热式燃烧系统与传统燃烧系统比,热回收率大大提高,节能效果特别明显,其节能率往往达到40~50%。
这对于传统燃烧系统来说几乎是不可能的。
4.适用性较强,能用于多种不同工艺要求的工业炉由于蓄热式燃烧系统的炉温均匀性好,炉温波动小,不存在高温区过分集中及火焰对工件的冲刷等问题,所以它的适用范畴较宽。
目前己在大中型推钢式及步进式轧钢加热炉、均热炉、罩式热处理炉、辐射管气体渗碳炉、钢包烘烤炉、玻璃熔化炉、熔铝炉、锻造炉等工业炉上使用。
不论是采用蓄热式燃烧器的炉子或蓄热式工业炉,在实际运行中都比较稳定可靠,取得了比较好的经济效益和社会效益。
蓄热式加热炉一、蓄热式加热炉的分类和特点:1、分类蓄热式加热炉按预热介质种类分为如下两种方式:同时预热空气和煤气式和空气单预热方式。
按结构型式来分,则蓄热式加热炉分为烧嘴式和通道式。
其中烧嘴式又分为全分散换向和群组换向两种;通道式也可分为单通道和双通道两种方式。
按运料方式来分,蓄热式加热炉分为推钢式和步进式。
全分散换向烧嘴式蓄热式加热炉能够实现单个烧嘴自动控制,与常规加热炉操作类似,能够满足各钢种对炉温的不同要求,实现炉温的灵活控制;群组换向蓄热式加热炉一般将某一段的烧嘴作为一个整体进行集中控制,这种控制方式能够实现各段炉温的灵活控制,也能满足大多数钢种对炉温的不同要求;通道式蓄热式加热炉一般是全通道整体控制,不能实现炉温的灵活调整,只能满足少数钢种(如普碳钢)的加热要求,而不能满足大多数钢种(如合金钢)加热的需求。
2、蓄热式加热炉的优点蓄热式加热炉有如下优点:①能将空气、煤气预热到800~1000℃的高温,有利于低热值燃料的利用;②充分利用烟气余热,节约燃料;③排烟温度低,氮氧化物含量少,环境污染少;④每对烧嘴交替燃烧,炉内温度均匀,可提高钢坯加热质量。
二、蓄热式加热炉燃烧系统简介1、蓄热式加热炉的蓄热体蓄热式加热炉的蓄热体有两种型式,一种是陶瓷小球,另一种是陶瓷蜂窝体。
蜂窝体单位体积的换热面积大,在相同条件下,蜂窝体的传热能力是陶瓷小球的4~5倍。
同样换热能力时,蜂窝状蓄热体的体积只需陶瓷小球蓄热体1/3~1/4。
采用蜂窝体的烧嘴结构紧凑轻巧。
蜂窝体体内气流通道是直通道,而陶瓷小球蓄热体的通道是迷宫式的,因此蜂窝体的阻力较小,陶瓷小球蓄热体阻力较大,前者仅为后者的1/3左右。
蜂窝体壁薄,仅为0.5~1.2mm,透热深度小,蓄热放热速度快,换向时间仅需40~80秒,换向时间短,被预热介质的平均温度高,热回收效率高。
由于换向时间短,因此换热周期内的炉温波动小,有利于炉温和钢坯加热温度的控制。
蜂窝体内部是直通道,在高速气流的正吹反吹的频繁作用下,通道不容易积灰和堵塞。
RTO蓄热式燃烧炉:排放自工艺含VOCs的废气进入双槽RTO,三向切换风阀(POPPET VALVE)将此废气导入RTO的蓄热槽(Energy Recovery Chamber)而预热此废气,含污染的废气被蓄热陶块渐渐地加热后进入燃烧室(Combustion Chamber),VOCs在燃烧室被氧化而放出热能于第二蓄热槽中之陶块,用以减少辅助燃料的消耗. 陶块被加热,燃烧氧化后的干净气体逐渐降低温度, 因此出口温度略高于RTO入口温度. 三向切换风阀切换改变RTO出口/入口温度. 如果VOCs浓度够高,所放出的热能足够时, RTO即不需燃料. 例如RTO热回收效率为95%时,RTO出口仅较入口温度高25℃而已.蓄热式催化剂燃烧炉(RCO)排放自工艺含VOCs的废气进入双槽RCO,三向切换风阀(POPPET VALVE)将此废气导入RCO的蓄热槽(Energy Recovery Chamber)而预热此废气,含污染的废气被蓄热陶块渐渐地加热后进入催化床(Catalyst Bed), VOCs在经催化剂分解被氧化而放出热能于第二蓄热槽中之陶块,用以减少辅助燃料的消耗. 陶块被加热,燃烧氧化后的干净气体逐渐降低温度, 因此出口温度略高于RCO入口温度. 三向切换风阀切换改变RCO出口/入口温度. 如果VOCs浓度够高,所放出的热能足够时, RCO即不需燃料. 例如RCO热回收效率为95%时,RCO出口仅较入口温度高25℃而已.催化剂燃烧炉( Catalytic Oxidizer )换热器,废气经由换热换热器之壳侧(shell side)将管侧(tube side)未经处理的VOC废气加热,此换热器会减少能源的消耗,最后,净化后的气体从烟囱排到大气中.直燃式燃烧炉( Thermal Oxidizer )换热器,废气经由换热器管侧(Tube side)而被加热后,再通过燃烧器,这时废气已被加热至催化分解温度(650~1000℃换热器之壳侧(shell side)将管侧(tube side)未经处理的VOC废气加热,此换热器会减少能源的消耗(甚至于某ㄧ适当的VOCs浓度以上时便不需额外的燃料),最后,净化后的气体从烟囱排到大气中.直接燃烧燃烧炉( Direct Fired Thermal Oxidizer-DFTO )有时直接燃烧燃烧炉源于后燃烧器(After-Burner), 直接燃烧燃烧炉使用经特别设计的燃烧器以加热高浓度的废气到ㄧ预先设的温度,于运转时废气被导入燃烧室(Burner Chamber). 燃烧器将VOCs及有毒空气污染物分解为无毒的物质(二氧化碳及水)并放出热,净化后的气体可再由一热回收系统以达节能的需求. 恩国直接燃烧燃烧炉可达99%碳氢化合物破坏去除率,为达此去除率,高温的废气区在炉内保持一定的滞留时间.在入口处也须让废气有足够的扰流和氧产生充分的混合,充分的扰流不只提高去除破坏率,更是为平安考虑. 恩国的设计将爆炸风险降至最低以及最小的能源消耗.浓缩转轮/燃烧炉( Rotor Concentrator / Oxidizer )恩国浓缩转轮/燃烧炉系统吸附大风量低浓度挥发性有机化合物(VOCs). 再把脱附后小风量高浓度废气导入燃烧炉予以分解净化。
蓄热式燃烧技术一、前言随着经济全球化的不断推进,资源和环境问题日显突出.工业炉做为能源消耗的大户,如何尽快推行高效、环保的节能技术成为重中之重。
蓄热式燃烧技术从根本上提高了加热炉的能源利用率,特别是对低热值燃料(如高炉煤气)的合理利用,既减少了污染物(高炉煤气)的排放,又节约了能源,成为满足当前资源和环境要求的先进技术。
另外,蓄热式燃烧技术的采用又强化了加热炉内的炉气循环,均匀炉子的温度场,提高了加热质量,效果也非常显著.二、发展历史蓄热式燃烧方式是一种古老的形式,很早就在平炉和高炉上应用。
而蓄热式烧嘴则最早是由英国的Hot Work与British Gas公司合作,于上世纪八十年代初研制成功的。
当初应用在小型玻璃熔窑上,被称为RCB型烧嘴,英文名称为Regenerative Ceramic Burner。
由于它能够使烟气余热利用达到接近极限水平,节能效益巨大,因此在美国、英国等国家得以广泛推广应用。
1984年英国的Avesta Sheffild公司用于不锈钢退火炉加热段的一侧炉墙上,装了9对,其效果是产量由30t/h增加到45t/h,单耗为1.05GJ/t。
虽然是单侧供热,带钢温度差仅为±5℃。
1988年英国的Rotherham Engineering Steels公司在产量175 t/h的大方坯步进梁式炉上装了32对RCB烧嘴,取代了原来的全部烧嘴,600℃热装时单耗0.7GJ/t,炉内温度差±5℃。
日本从1985年开始了蓄热燃烧技术的研究。
他们没有以陶瓷小球作蓄热体,而是采用了压力损失小、比表面积比小球大4—5倍的陶瓷蜂窝体,减少了蓄热体的体积和重量。
1993年,日本东京煤气公司在引进此项技术后作了改进,将蓄热器和烧嘴组成一体并采用两阶段燃烧以降低NOx值,其生产的蓄热式烧嘴称FDI型。
开始用于步进梁式炉,锻造炉,罩式炉以及钢包烘烤器等工业炉上。
日本NKK公司于1996年在230t/h热轧板坯加热炉(福山厂)上全面采用了蓄热式燃烧技术,使用的是以高效蜂窝状陶瓷体作蓄热体的热回收装置和喷出装置一体化的紧凑型蓄热式烧嘴,烧嘴每30s切换一次。
100万大卡顶置型蓄热式燃烧器燃气最大流量120方,空气最大流100×12=1200方,喷头火焰温度1092℃体积膨胀4倍计算。
燃气压力要求达到12kPa,流速达到16.7m/s。
设计参数:空气烟气流速10~15m/s,压力4~6kPa;天然气流速15~25m/s,压力6~12kPa;喷火口火焰流速50~60m/s。
∅38×290点火枪加工图(制作1套,备用1把)制作技术要求:点火电极整条套上陶瓷套管;离子电极整条套上耐高温化纤套管、点火电极一端穿心焊接∅12点火电极头,一端焊M4螺杆、离子电极一端对接焊∅6离子电极头,一端焊接火花塞、陶瓷风盘和陶瓷支架采用陶瓷套管定位固定、火花塞的端部采用M4螺帽夹紧固定,以便现场调节长度、整条不锈钢管管道采用直径32.5mm的钻头钻通,以便点火枪芯能够拔出来维修。
100万大卡顶置整体型自蓄热式燃烧器安装工程控制系统及电线电缆材料统计:1700×800×400标准控制柜1套配槽钢垫。
BVR-4电线100米用于5.5kW引风机(三线直接启动),甲供材料。
BVR-4电线100米用于4.0kW鼓风机(三线直接启动),甲供材料。
BVR-1电线50米用于0.55kW点火小风机(三线直接启动),甲供材料。
N#烧嘴控制箱线:RVV-16×0.5控制电缆30米用于1条1#火焰检测器220V电源线(长期带电)、1条1#点火变压器(220V)、1条1#点火电磁阀(220V)、1条1#主燃气电磁阀(220V)、1条共用220V零线、1条共用0V开关信号线、1条1#点火火检信号反馈(24V)、1条1#空气电磁阀(24V)、1条1#烟气电磁阀(24V)、1条1#空气信号器(24V)、1条1#烟气信号器(24V)、2条1#排烟温度线、备用3条线,共16线。
控制箱接地E线要求就地与炉体相连。
…………上述备用线路可以用于1条压缩空气低压保护开关信号线(24V)、1条点火空气低压保护开关信号线(24V)、1条助燃空气低压保护开关信号线(24V)、1条炉膛压力高压保护开关信号线、2条炉膛温度线、2条铝液温度线等等。
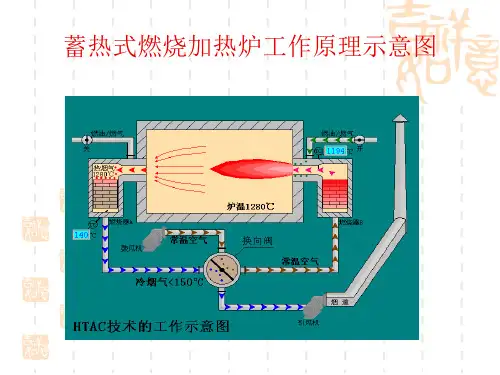
高效蓄热式燃烧技术(HTAC)一、高效蓄热式燃烧技术简介高效蓄热式燃烧技术(High Temperature Air combustion-HTAC或Highly preheated Air一种全新型燃烧技术。
它具有高效烟气余热回收和高预热空气温度、低Nox排放等多重优越性。
国外大量的实验研究表明,这种新的燃烧技术将在近期对世界各国以燃烧为基础的能源转换技术带来变革性的发展,给各种与燃烧有关的环境保护技术提供一个有效的手段,燃烧学本身也将获得一次空前完善的机会。
该技术被国际公认为是二十一世纪核心工业技术之一。
1、国外高效蓄热式燃烧技术的发展应用情况1981年英国Hotwork公司和British Gas公司合作研制成功了最早型蓄热式烧嘴,体现了在烧嘴上进行热交换分散式余热回收的思路。
1984年两公司合作改造了Avesta shetfieled公司的不锈钢退火生产线,在加热段设置了9对蓄热式烧嘴,烧嘴装在侧墙上,炉内温差也只有±5℃,热处理能力从30t/h提高到45t/h,单耗仅为1GJ/t,既节能又增产,使该技术在欧洲、美国得以推广应用。
日本考察了该技术的应用情况之后,决定引进优化,降低Nox的排放量,以达到日本国标。
该技术在日本称之为强循环再生燃烧系统(HRS),HRS的基本理论研究及商业化技术开发由日本工业界、政府、大学共同推进。
在日本国际贸易和工业厅的资助下,由日本新能源和工业技术开发组织(NEDO)负责的以HRS技术为基础的“高性能、工业炉”项目于1993年启动。
1993-1999年日本政府投资150亿日元用于该技术的研究,其目的要达到节能30%,CO2排放量降低30%,Nox、Sox排放量降低30%。
目前日本政府确定2000-2004年为“高效工业炉工业规模示范年。
仅日本工业炉株式会社(Nippon Furnace Kogyo kaishaLtd-NFK)在1992-1998的六年间,已在近150台工业炉上应用蓄热式高温燃烧器近900套。

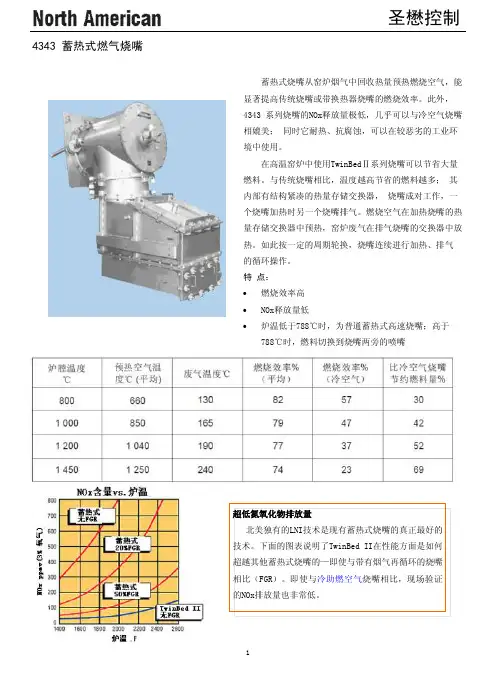
圣懋控制4343 蓄热式燃气烧嘴蓄热式烧嘴从窑炉烟气中回收热量预热燃烧空气,能显著提高传统烧嘴或带换热器烧嘴的燃烧效率。
此外,4343系列烧嘴的NOx释放量极低,几乎可以与冷空气烧嘴相媲美; 同时它耐热、抗腐蚀,可以在较恶劣的工业环境中使用。
在高温窑炉中使用TwinBedⅡ系列烧嘴可以节省大量燃料。
与传统烧嘴相比,温度越高节省的燃料越多; 其内部有结构紧凑的热量存储交换器, 烧嘴成对工作,一个烧嘴加热时另一个烧嘴排气。
燃烧空气在加热烧嘴的热量存储交换器中预热,窑炉废气在排气烧嘴的交换器中放热。
如此按一定的周期轮换,烧嘴连续进行加热、排气的循环操作。
特 点:∙ 燃烧效率高∙ NOx释放量低∙ 炉温低于788℃时,为普通蓄热式高速烧嘴;高于788℃时,燃料切换到烧嘴两旁的喷嘴超低氮氧化物排放量北美独有的LNI技术是现有蓄热式烧嘴的真正最好的技术。
下面的图表说明了TwinBed II在性能方面是如何超越其他蓄热式烧嘴的—即使与带有烟气再循环的烧嘴相比(FGR)。
即使与冷助燃空气烧嘴相比,现场验证的NOx排放量也非常低。
圣懋控制4422 低NOx烧嘴4422 燃气烧嘴广泛地应用在热处理、非铁熔炉、窑炉、烤炉、空气加热炉、干燥机、化工过程设备和其他要求温度高度均匀的领域中。
特 点:∙ 空气/燃料比范围宽,可从2000%过量空气到50%过量燃料∙ NOx的释放量在任何空气/燃气比下都较小∙ 过量空气使温度均匀性好∙ 操作温度可达1093ºC,温度高于1093ºC的窑炉可选4425烧嘴∙ 可用于焦炉煤气加热1 Btu/h = 0.0002884kw1 Btu = 1.046KJ=0.252Kcal1 scfh = 0.028m3/hr 1”wc = 0.249kpa1 osi = 0.431Kpa=4×10-3 公斤/cm21 inch = 2.54cm F = 32 + 1.8×℃1 lb = 0.4536kg4425 高温燃气烧嘴4425 系列烧嘴是专为高温窑炉(如锻造炉、陶瓷炉、金属熔炉、玻璃熔炉等)设计的一系列高温烧 嘴,是通用型4422系列烧嘴的高温型,广泛的应用于各种工业场合。
一,设备简介蓄热式燃烧器是在极短期内把常温空气加热,被加热的高温空气进入炉膛后,卷吸周围炉内的烟气形成一股含氧量大大低于的稀薄贫氧高温气流,同时往稀薄高温空气附近注入燃料,燃料在贫氧( )状态下实现燃烧。
同时,炉膛内燃烧后的热烟气经过另一个蓄热式燃烧器排空,将高温烟气显热储存在另一个蓄热式燃烧器内。
工作温度不高的换向阀以一定的频率进行切换,常用的切换周期为秒。
两个蓄热式燃烧器处于蓄热与放热交替工作状态,从而达到节能目的。
1.实现了蓄热体温度效率、热回收率和炉子热效率三高作为一个回收烟气余热的燃烧系统,温度效率、热回收率和炉子热效率可以说是衡量它热工性能优劣的主要指标。
国内外大量生产实际的测试数据表明,在适当的换向周期下,经过蓄热体后的高温空气温度和进入蓄热体的烟气温度十分接近,仅差100℃摆布,温度效率高达95%摆布,热回收率为80%摆布。
炉子热效率得到了较大的提高。
2.加热质量好,氧化烧损小由于高温空气燃烧技术是属于低氧空气燃烧范畴,而且助燃空气的切入点和燃料切入点与传统的燃烧方法不一样,从而避免了高温火焰过分集中造成的炉内各区域温差大的弊病,同时也减少了高温氧化烧损的可能性。
由于炉温的均匀程度大大提高,被冶炼的物料加热质量得到了充分保证。
3.节能效果显著蓄热式燃烧系统与传统燃烧系统比,热回收率大大提高,节能效果特殊明显,其节能率往往达到40~50%。
这对于传统燃烧系统来说几乎是不可能的。
4.合用性较强,能用于多种不同工艺要求的工业炉由于蓄热式燃烧系统的炉温均匀性好,炉温波动小,不存在高温区过分集中及火焰对工件的冲刷等问题,所以它的合用范畴较宽。
目前己在大中型推钢式及步进式轧钢加热炉、均热炉、罩式热处理炉、辐射管气体渗碳炉、钢包烘烤炉、玻璃熔化炉、熔铝炉、锻造炉等工业炉上使用。
不管是采用蓄热式燃烧器的炉子或者蓄热式工业炉,在实际运行中都比较稳定可靠,取得了比较好的经济效益和社会效益。
5.建设投资相对不高,投资回收期短从全国冶金行业已经改造或者新建的二十余座蓄热式工业炉情况来看,将传统燃烧方式的工业炉改造为蓄热式工业炉的投资比仍采用传统燃烧方式的炉子要高,但是在同等要求下新建蓄热式工业炉与新建传统燃烧方式的工业炉投资基本相当或者略有上升。