工业顺序控制_(2)
- 格式:doc
- 大小:149.50 KB
- 文档页数:9

《单片机原理及接口技术》课程实验大纲课程名称:《单片机原理及接口技术》实验英文名称:《MCU principles and interface technologies》experiment课程性质:专业选修课程课程编号:0510085所属系部:机电工程学院总学时:14学时预备知识:电路、数字电子技术课程在教学计划中的地位作用:本课程是机械电子工程专业的一门重要专业选修课程。
目前单片机技术开发和应用水平已成为一个国家工业化发展水平的标志之一。
单片机原理及其应用已成为从事电子技术的工程技术人员必须掌握的基础理论和基本技能之一。
通过本课程的学习使学生实践上掌握单片计算机的基本组成、工作原理及常用接口技术,建立单片机系统整体概念,使学生具备单片机应用系统软、硬件开发的初步能力。
教学方式:理论与实践相结合教学的目的与要求:通过本课程的学习,使学生掌握单片机的硬件结构、MCS-51的指令系统、MCS-51汇编语言程序设计、MCS-51的中断系统、MCS-51的定时器/计数器、MCS-51的串行口、MCS-51单片机扩展存储器的设计、MCS-51扩展I/O接口的设计、MCS-51 与键盘、显示器的接口设计、MCS-51单片机与D/A转换器和A/D转换器的接口、MCS-51的功率接口、MCS-51的串行通信技术及其扩展接口。
进一步理解MCS-51单片机的开发装置、工作原理、编程方法,学会使用开发机进行程序。
课程教材:《单片机原理及接口技术》蔡美琴主编高等教育出版社参考书目:1.《单片机程序设计基础》周航慈主编北京航天航空大学出版社2. 《单片机原理及其接口技术》胡汉才主编清华大学出版社编写日期:2012年6月制定课程内容及学时分配:发光二极管显示各相状态。
要求:掌握步进电机控制系统的硬件设计方法;熟悉步进电机驱动程序的设计与调试,提高单片机应用系统设计和调试的能力。
正确连接电路,编写程序,调试运行。
实验一P1口亮灯实验一、实验目的1.学习P1口的使用方法;2.学习延时子程序的编写。

工业顺序控制Document number【AA80KGB-AA98YT-AAT8CB-2A6UT-A18GG】工业顺序控制一实验目的掌握工业顺序控制程序的简单编程:中断的使用。
二实验预备知识在工业控制中,象冲压、注塑、轻纺、制瓶等生产过程,都是一些继续生产过程,按某种顺序有规律地完成预定的动作,对这类继续生产过程的控制称顺序控制,倒注塑机工艺过程大致按“合模→注射→延时→开模→产伸→产退”顺序动作,用单片机最易实现。
三实验内容MCS-51的P1.0~P1.6控制注塑机的七道工序,现模拟控制七只发光二极管的点亮,低电平有效,设定每道工序时间转换为延时,P3.4为开工启动开关,高电平启动。
P3.3为外部故障输入模拟开关,低电平报警,P1.7为报警声音输出,设定6道工序只有一位输出,第七道工序三位有输出。
四实验步骤⑴P3.4连K1,P3.3连K2,P1.0~P1.6分别连到L1~L7,P1.7连SIN(电子音响输入端)。
⑵K1、K2开关拨在高电平“H”位置。
⑶编译、装载,以连续方式运行程序,此时应在等待开工状态。
⑷K1拨至低电平“L”位置,各道工序应正常运行。
⑸K2拨至低电平“L”位置,模拟故障发生,此时应有报警声。
⑹K2拨至高电平“H”位置,即排除故障,程序应从报警的那道工序继续执行。
五思考1.修改程序,使第n道工序中有n位输出。
ORG 0000HLJMP PO10ORG 0013HLJMP PO16;----------------------------ORG 0190HPO10: MOV P1,#7FHORL P3,#00HPO11: JNB P3.4,PO11 ;开工吗?ORL IE,#84HORL IP,#01HMOV PSW,#00H ;初始化MOV SP,#53HPO12: MOV P1,#7EH ;第一道工序ACALL PO1BMOV P1,#7CH ;第二道工序 ACALL PO1BMOV P1,#78H ;第三道工序 ACALL PO1BMOV P1,#70H ;第四道工序 ACALL PO1BMOV P1,#60H ;第五道工序 ACALL PO1BMOV P1,#40H ;第六道工序 ACALL PO1BMOV P1,#00H ;第七道工序 ACALL PO1BSJMP PO12;----------------------------PO16: MOV B,R2 ;保护现场PO17: MOV P1,#7FH ;关输出MOV 20H,#0A0H ;振荡次数PO18: SETB P1.7 ;振荡ACALL PO1A ;延时CLR P1.7 ;停振ACALL PO1A ;延时DJNZ 20H,PO18 ;不为0转CLR P1.7ACALL PO1A ;停振JNB P3.3,PO17 ;故障消除吗? MOV R2,B ;恢复现场RETIPO1A: MOV R2,#06HACALL DELY ;延时RETPO1B: MOV R2,#30HACALL DELY ;延时RET;----------------------------DELY: PUSH 02HDEL2: PUSH 02HDEL3: PUSH 02H ;延时DEL4: DJNZ R2,DEL4POP 02HDJNZ R2,DEL3POP 02HDJNZ R2,DEL2POP 02HDJNZ R2,DELYRET;----------------------------END2.若采用外部中断0模拟故障,软件及连线分别应怎么改?连线:将P3.3连K2改为P3.2连K2ORG 0000HLJMP PO10ORG 0003HLJMP PO16;----------------------------ORG 0190HPO10: MOV P1,#7FHORL P3,#00HPO11: JNB P3.4,PO11 ;开工吗?ORL IE,#81HORL IP,#01HMOV PSW,#00H ;初始化MOV SP,#53HPO12: MOV P1,#7EH ;第一道工序ACALL PO1BMOV P1,#7DH ;第二道工序ACALL PO1BMOV P1,#7BH ;第三道工序ACALL PO1BMOV P1,#77H ;第四道工序ACALL PO1BMOV P1,#6FH ;第五道工序ACALL PO1BMOV P1,#5FH ;第六道工序ACALL PO1BMOV P1,#3FH ;第七道工序ACALL PO1BSJMP PO12;----------------------------PO16: MOV B,R2 ;保护现场PO17: MOV P1,#7FH ;关输出MOV 20H,#0A0H ;振荡次数PO18: SETB P1.7 ;振荡ACALL PO1A ;延时CLR P1.7 ;停振ACALL PO1A ;延时DJNZ 20H,PO18 ;不为0转CLR P1.7ACALL PO1A ;停振JNB P3.3,PO17 ;故障消除吗?MOV R2,B ;恢复现场RETIPO1A: MOV R2,#06HACALL DELY ;延时RETPO1B: MOV R2,#30HACALL DELY ;延时RET;----------------------------DELY: PUSH 02HDEL2: PUSH 02HDEL3: PUSH 02H ;延时DEL4: DJNZ R2,DEL4POP 02HDJNZ R2,DEL3POP 02HDJNZ R2,DEL2POP 02HDJNZ R2,DELYRET;----------------------------END六实验总结本次实验主要是学习对中断技术的应用,以及对中断源INT0,INT1,对中断控制的学习和理解。


工业顺序控制课程设计一、课程目标知识目标:1. 学生能够理解工业顺序控制的基本概念、原理及其在工业生产中的应用。
2. 学生能够掌握工业顺序控制系统的组成、设计方法和实施步骤。
3. 学生能够了解工业顺序控制中所涉及的传感器、执行器及其工作原理。
技能目标:1. 学生能够运用所学知识,分析工业生产过程中的控制需求,设计简单的顺序控制系统。
2. 学生能够利用相关软件或工具,搭建并调试工业顺序控制系统的模型。
3. 学生能够通过团队合作,解决实际工业顺序控制中的问题,提高实际操作能力。
情感态度价值观目标:1. 培养学生对工业顺序控制技术的兴趣,激发其学习热情和探究精神。
2. 培养学生严谨的科学态度,使其在学习和实践中遵循工程规范,提高工程素养。
3. 培养学生的团队协作能力,使其在合作中学会沟通、协调、共享,增强集体荣誉感。
课程性质:本课程为实践性较强的学科,结合理论教学和实验操作,培养学生的实际操作能力和创新能力。
学生特点:学生具备一定的电气、电子和自动化基础知识,具有较强的学习兴趣和动手能力。
教学要求:结合学生特点和课程性质,注重理论与实践相结合,充分调动学生的主观能动性,培养其解决实际问题的能力。
通过课程学习,使学生在知识、技能和情感态度价值观方面取得具体的学习成果。
二、教学内容1. 工业顺序控制基本概念:介绍顺序控制、工业顺序控制的概念,分析其在工业生产中的重要性。
教材章节:第一章 工业顺序控制概述内容:顺序控制定义、工业顺序控制应用实例。
2. 工业顺序控制系统组成:学习工业顺序控制系统的各组成部分,了解各部分的作用及相互关系。
教材章节:第二章 工业顺序控制系统的组成内容:传感器、执行器、控制器、被控对象等。
3. 工业顺序控制设计方法:学习顺序控制系统的设计方法,包括流程图设计、梯形图设计等。
教材章节:第三章 工业顺序控制设计方法内容:流程图设计、梯形图设计、顺序功能图设计。
4. 工业顺序控制实施步骤:介绍工业顺序控制系统的实施步骤,包括硬件选型、软件编程、调试等。

《电气控制与P1C技术》课程设计任务书1.必选项目:(以下两个项目为必做项目。
)1.1正次品分拣机1.1.1课程设计目的(1)加深对定时器的理解,掌握各类定时器的使用方法。
(2)理解企业车间产品的分捡原理。
112控制要求及参考图1.1正次品分拣模拟控制图(1)控制要求①用启动和停止按钮控制电动机M运行和停止。
在电动机运行时,被检测的产品(包括正、次品)在皮带上运送。
②产品(包括正、次品)在皮带上运送时,S1(检测器)检测到的次品,经过5秒传送,到达次品剔除位置时,启动电磁铁Y驱动剔除装置,剔除次品(电磁铁通电0.1秒),检测器S2检测到的次品,经过3秒传送,启动Y,剔除次品;正品继续向前输送。
正次品分拣操作流程如图1.2所示。
图1.2正次品分拣流程图(2)参考电路P1CI/O端口分配及参考电路图:SB110.0M启动按钮SB210.1M停止按钮SQ110.2检测站1SQ210.3检测站2M Q0.0电动机(传送带驱动),Y Q0.1次品剔除P1C+MV■"M O'JD ------ —I―T1 ___-+24V N二2≡M图1.3正次品分拣机P1C电气原理图1.1.3.课程设计内容及要求(1)按参考电路图完成P1C程序并调试。
(2)分析各种定时器的使用方法及不同之处。
(3)总结程序输入、调试的方法和经验。
(4)试将S1作为产品计数的检测装置,对每日产量进行统计。
(5)程序要求增加皮带传送机构不工作时,检测机构不允许工作(剔除机构不动作),编写梯形图控制程序。
1.2交通灯自动控制1.2.1课程设计目的(1)练习定时器、计数器的基本使用方法。
(2)掌握P1C的编程和调试方法。
(3)对应用P1C解决实际问题的全过程有个初步了解。
图14交通灯模拟控制122控制要求及参考交通路口红、黄、绿灯的基本控制要求如下:路口某方向绿灯显示(另一方向亮红灯)10秒后,黄灯以占空比为50%的一秒周期(0.5秒脉冲宽度)闪烁3次(另一方向亮红灯),然后变为红灯(另一方向绿灯亮、黄灯闪烁),如此循环工作。


(要求:①按实验内容及程序框图编写清零程序和P1口亮灯实验的程序;②参照以下格式填写实验报告;③实验报告可附页)课程名称:单片机原理及接口技术实验名称:单片机开发过程认识及I/O 口应用实验一、实验目的、要求1) 掌握仿真软件的使用方法 2) 掌握汇编语言设计和调试方法 3) 掌握I/O 口的使用方法 4) 学习延时子程序的编写 二、实验仪器DICE-5210K 新型单片机综合试验仪、Usb 仿真器和PC 机。
三、实验步骤、实验内容 1. 实验内容1)清零程序——编写程序把3000H~30FFH 的内容清零2)P1口亮灯实验——编写程序使P1口循环点亮8只发光二极管(共阴极连接) 2. 实验程序框图1)清零程序 2)P1口亮灯实验3. 实验步骤 (1)清零程序1) 编写把3000H~30FFH 的内容清零的程序 2) 进入KeilC 软件3) 建立一个项目:点击Project 菜单,选择New Project ,在文件名中输入程序项目名称。
4) 汇编源文件的建立:点击File 菜单中的New 命令新建一个文本编辑窗口,在里面输入事先编好的程序,然后点击File 菜单中的Save 命令以扩展名.ASM 保存文件。
5) 增加文件到源程序组1,然后按仿真器用户手册对目标属性中的相关选项进行设定。
6) 按F7快捷键进行编译链接,如果有错误进行修改,如果编译成功可按CTRL+F5快捷键进入仿真。
7) 用连续或单步方式运行程序,检查片外RAM 3000H~30FFH 中的内容,并记录结果开始P1口初始化点亮1位发光二极管左移一位循环开始R0=00H00H 送3000HDPTR+1R0+1R0=FFH ?结束N(2) P1口亮灯实验1)编写程序使P1口循环点亮8只发光二极管,二极管发光时间由延时子程序实现2)用8芯线将P1.0~P1.7连至L1~L83)按照上述实验步骤新建工程、文件,然后进行编译和仿真4)观察发光二极管是否按照要求循环点亮4. 思考题(1)清零程序假使把3000H~30FFH的内容改成FF,如何修改程序(2) P1口亮灯实验A)修改程序,使发光二极管按16进制方式加一点亮。


实验一清零实验一、实验目的掌握汇编语言设计和调试方法,熟悉键盘操作。
二、实验内容把7000H~70FFH的内容清零。
三、实验程序框图四、实验步骤1、当DVCC单片机仿真实验系统独立工作时(1)将固化区EPROM中实验程序目标码传送到仿真RAM区,操作如下:输入0后按F1键,再输入0FFF后按F2键,再输入0后按EPMOV稍等,系统返回初始状态,显示“P.”。
(2)根据表2—1所示,通过键盘输入实验程序的起始地址0030H,再按执行键EXEC,表示连续运行该程序,稍侯,按RESET键退出运行;如果以单步运行程序,则输入0030后,按SETP键,按一次执行一条语句,直到执行到003CH为止,按MON键退出运行;如果以断点运行程序,则先输入003CH(断点地址),再按F1键,再输入0030(起始地址),然后按EXEC键执行程序,当执行到003CH时自动停下来,此时按MON键退出。
(3)用存贮器读写方法检查7000H~70FFH中的内容应全是00H。
2、当DVCC仿真实验系统联PC机时(1)在闪动“P.”状态,按PCDBG键;(2)在PC机处于在Win95/98软件平台下,单击DVCC图标。
(3)在“系统设置”选项中设定仿真模式为内程序、内数据。
对硬件实验4、5、6、7、8、9、12、15而言,仿真模式应设定为内程序、外数据。
(4)根据屏幕提示进入51/96动态调试菜单。
(5)联接DVCC实验系统(Ctrl+H)(6)装载目标文件(Ctrl+L)(7)设置PC起始地址(8)从起始地址开始连续运行程序(F9)或单步(F8)或断点运行程序(9)单步、断点运行完后,在存贮器窗口内检查7000H~70FFH中的内容是否全为00H一、思考:假使要把7000~70FFH中的内容改成FF,如何编制程序。
实验二拆字实验一、实验目的掌握汇编语言设计和调试方法。
二、实验内容把7000H的内容拆开,高位送7001H低位,低位送7002H低位。


工业顺序控制一实验目的掌握工业顺序控制程序的简单编程:中断的使用。
实验预备知识在工业控制中,象冲压、注塑、轻纺、制瓶等生产过程,都是一些继续生产过程,按某种顺序有规律地完成预定的动作,对这类继续生产过程的控制称顺序控制,倒注塑机工艺过程大致按“合模f注射f延时f幵模f产伸f产退” 顺序动作,用单片机最易实现。
三实验内容MCS-51的P1.0〜P1.6控制注塑机的七道工序,现模拟控制七只发光二极管的点亮,低电平有效,设定每道工序时间转换为延时,P3.4 为开工启动开关,高电平启动。
P3.3 为外部故障输入模拟开关,低电平报警, P1.7 为报警声音输出,设定6 道工序只有一位输出,第七道工序三位有输出。
四实验步骤⑴ P3.4 连K1, P3.3 连K2, P1.0 〜P1.6 分别连到L1 〜L7, P 1.7 连SIN (电子音响输入端)。
⑵K1、K2幵关拨在高电平“ H'位置。
⑶编译、装载,以连续方式运行程序,此时应在等待幵工状态。
⑷K1拨至低电平aL ” 位置,各道工序应正常运行。
ACALL PO1BORG 0000H LJMP PO10 ORG 0013H LJMP PO16ORG 0190H PO10: MOV P1,#7FHORL P3,#00HORL IE,#84H ORL IP,#01H MOV PSW,#00H MOV SP,#53H行。
⑸K2拨至低电平 ⑹K2拨至高电平五 思考 1. 修改程序,使第 L ”H ” 位置,模拟故障发生,此时应有报警声。
位置,即排除故障,程序应从报警的那道工序继续执n 道工序中有 n 位输出。
PO12: MOV P1,#7EH第一道工序PO11: JNB P3.4,PO11开工吗初始化MOV P1,#7CH 第二道工序ACALL PO1BMOV P1,#78H 第三道工序ACALL PO1BMOV P1,#70H 第四道工序ACALL PO1BMOV P1,#60H 第五道工序ACALL PO1BMOV P1,#40H 第六道工序ACALL PO1BMOV P1,#00H 第七道工序ACALL PO1BSJMP PO12PO16: MOV B,R2 保护现场PO17: MOV P1,#7FH 关输出MOV 20H,#0A0H 振荡次数PO18: SETB P1.7 振荡ACALL PO1A 延时CLR P1.7 停振ACALL PO1A 延时DJNZ 20H,PO18 不为0 转DJNZ R2,DEL2 POP 02HDJNZ R2,DEL3 POP 02H CLR P1.7 ACALL PO1A 停振 JNB P3.3,PO17 故障消除吗 MOV R2,B 恢复现场RETIPO1A: MOV R2,#06HACALL DELY 延时RETPO1B: MOV R2,#30HACALL DELY 延时RETJDELY: PUSH 02H DEL2: PUSH 02H DEL3: PUSH 02H DEL4: DJNZ R2,DEL4POP 02H延时DJNZ R2,DELYDJNZ R2,DEL2 POP 02HACALL PO1B MOV P1,#7DH 第二道工序ACALL PO1BRETEND 2.若采用外部中断 0 模拟故障,软件及连线分别应怎么改? 连线:将 P3.3 连 K2 改为 P3.2 连 K2ORG 0000H LJMP PO10ORG 0003H LJMP PO16ORG 0190H PO10: MOV P1,#7FHORL P3,#00HORL IE,#81H ORL IP,#01H MOV PSW,#00H MOV SP,#53HPO12: MOV P1,#7EH第一道工序PO11: JNB P3.4,PO11开工吗初始化MOV P1,#7BH 第三道工序ACALL PO1BMOV P1,#77H 第四道工序ACALL PO1BMOV P1,#6FH 第五道工序ACALL PO1BMOV P1,#5FH 第六道工序ACALL PO1BMOV P1,#3FH 第七道工序ACALL PO1BSJMP PO12PO16: MOV B,R2 保护现场PO17: MOV P1,#7FH 关输出MOV 20H,#0A0H 振荡次数PO18: SETB P1.7 振荡ACALL PO1A 延时CLR P1.7 停振ACALL PO1A 延时DJNZ 20H,PO18 不为0 转CLR P1.7ACALL PO1A 停振DJNZ R2,DELYDJNZ R2,DEL3 POP 02H DJNZ R2,DEL2 POP 02H JNB P3.3,PO17 故障消除吗 MOV R2,B 恢复现场RETIPO1A: MOV R2,#06HACALL DELY 延时RETPO1B: MOV R2,#30HACALL DELY 延时RETDELY: PUSH 02H DEL2: PUSH 02H DEL3: PUSH 02HDEL4: DJNZ R2,DEL4POP 02H 延时RETEND六实验总结本次实验主要是学习对中断技术的应用,以及对中断源INT0,INT1 ,对中断控制的学习和理解。


《单片机原理》实验指导书张毅刚何谨孙震哈尔滨工业大学2005年4月目录序 ------------------------------------------------------------------------------------------------------------- 1实验1 单片机实验开发系统操作实验 ------------------------------------- 2实验2 单片机数据区传送程序设计------------------------------------------ 4实验3 数据排序实验 --------------------------------------------------------------------- 6实验4 查找相同数个数----------------------------------------------------------------- 8实验5 P1口转弯灯实验--------------------------------------------------------------- 10实验6 工业顺序控制 -------------------------------------------------------------------- 13实验7 8255控制交通灯--------------------------------------------------------------- 16实验8 A/D转换实验---------------------------------------------------------------------- 19实验9 D/A转换实验---------------------------------------------------------------------- 22实验10 电子时钟(定时器、中断综合实验) -------------------- 26附录1 DAIS-80958B单片机实验开发系统简介------------------- 36附录2 实验开发系统的字形/字位/键值表 --------------------------- 37序一、实验素养和一般知识1.实验前准备工作(1) 明确实验目的、熟悉实验内容、掌握实验步骤、了解所用单片机实验开发系统及仪器设备的性能。

顺序控制的实现方式及顺序控制基本组成在本文将对顺序控制的实现方式、顺序控制系统的结构形式、顺序控制系统的基本组成和分类做介绍,帮助大家一步一步深入到顺序控制的术领域。
顺序控制分类根据工艺特点及设备特性,计算机控制系统把实现顺序控制的功能大致分成了三种方式:基本方式,步序方式和步进方式。
1、基本方式只要输入信息符合预定的逻辑关系,基本逻辑式控制方式就有相应的输出,因为一次判据中不要求包括上一步的二次判据,所以没有明显反映出顺序的关系,这种方式比较简单,仅仅是根据若干条件的满足,然后产生某种结果,一般应用在工艺要求相对独立的环节。
2、步序方式步序方式是在每步的一次判据中包含有上一步的二次判据,故有明显的先后关系工程序步转移的同时,根据需要可以将以前任意步的输出闭锁或不闭锁。
利用闭锁手段可构成多种步输出形式,以适应不同被控对象的要求,不过这时接线将复杂,处理方式也不便统一。
步与步之间通过特定判据的转换,只有活动的步才有操作的输出,并且整个过程是循环运行的,通过几个步的操作来实现某种工艺的要求,而且这样的操作在工艺中是循环往复进行的。
比如我们要启动循环水系统,首先需要保证循环泵出口门全部关闭,这是条件,然后再看循环水压力是否满足开启条件,当满足时,循环泵入口自动打开,经过几秒钟后,循环泵自动运行,再经过压力要求或时间要求后,自动打开循环泵出口门,这样就完成了循环泵系统的自动启动过程。
如图2-11所示,这里多说几句,我们发现在每个判定过程都会有一个“故障处理”过程,对应控制策略,对于每一种可能的结果,我们都应该有相关的处理,这样才被称之为智能系统,因此对于每个判据的另一种结果我们都应该有相关的处理,也就是图中的故障处理过程,这使得控制方案在任意情况下都会返回到起点,或者抛开故障,进行下一步,而不至于步序无法返回或进行,至于故障处理的内容应该根据系统要求来决定。
比如出口门没有关闭信号返回,那么我们就需要查找原因,是出口门反馈信号错误?还是出口门根本就没有动作了还是远程站故障?当然了,如果把这些信号或者反馈结果都加入到控制方案中,把每一步结果都反映在计算机控制系统中,那么这样的系统将变得更加智能,甚至可以增加故障分析功能,也可以根据分析结果实现自动故障处理程序。

plc顺序控制设计法PLC(可编程逻辑控制器)是一种广泛应用于工业自动化中的控制器。
PLC的设计方法有很多种,其中最常见的是顺序控制设计法。
本文将详细介绍PLC顺序控制设计法,并对相关技术进行讲解和指导。
PLC顺序控制设计法是一种根据工艺流程设计程序,在控制逻辑上实现一系列顺序操作的控制方式。
这种方法的应用广泛,常见于各种自动生产线、工艺流程控制中。
PLC顺序控制设计法的步骤如下:1.分析工艺流程,确定具体操作步骤。
2.针对每个操作步骤,设计PLC程序,使之符合实际要求。
3.在程序中添加各种条件判断、保护机制和控制逻辑。
4.在程序执行前根据工艺要求对所有的输入和输出进行设置。
PLC顺序控制设计法的优点:1.工艺流程可靠、安全。
PLC程序根据预设逻辑来控制各个操作步骤的执行顺序,在确保生产效率的同时保证了安全性。
2.PLC顺序控制设计法的灵活性高。
通过修改PLC程序中的控制逻辑,可以适应不同的工艺流程需求,减少了设计和维护成本。
3.自动化程度高。
一旦PLC程序正确设置,就可以自动执行,省去大量人力资源投入,提高了生产效率。
PLC顺序控制设计法需要了解的相关技术有:1.涉及到的工业领域知识。
较深入了解工艺流程、设备和产品的相关技术性能、操作方式等,对PLC顺序控制设计法的应用有很大帮助。
2.编程语言掌握。
常见的PLC编程语言有ladder diagram(LAD)、instruction list(IL)、functional block diagram(FBD)、sequential function chart(SFC)等。
需要根据实际需要进行选择和学习。
3.控制器选型。
根据实际应用环境和生产需求,选择合适的PLC控制器,并了解其相关硬件性能,以确定PLC顺序控制设计方案。
总之,PLC顺序控制设计法是一种非常实用的工业自动化控制方法,广泛应用于各种自动生产线和工艺流程的控制中。
想要熟练掌握PLC顺序控制设计法,需要掌握一定的领域知识,熟练掌握多种编程语言技能以及掌握相关的硬件知识。

第一章DVCC-52196JH单片机仿真实验系统简介第一节DVCC系列单片机仿真实验系统性能§ 1 . 1 系统性能指标1.仿真、实验相结合。
2.实验模块化结构,互不影响,通过连线又可将各模块有机结合。
3.实验内容设置丰富、合理,满足教学大纲要求。
4.每项实验连线方便,既能满足学生动手能力愿望,又能充分发挥学生的创新能力,提高教学实验的质量和效率。
5.自带集成调试环境,Win9X/NT软件平台,含:源程序库、芯片资料库、原理图库、元器件位置图库、实验说明、动态调试工具库。
6.提供源程序编辑、汇编、链接。
7.电路具有过压保护,确保系统安全、可靠工作。
8.整机采用热风整平工艺基板、波峰焊接,实验连接接口采用圆孔插座,整机可靠性好。
9.自带EPROM写入器,可对27128、2764EPROM进行写入。
10.自带键盘显示器,进口键座,专用彩色键帽,决无按键不可靠现象。
11.系统用串行口、用户用串行口相互独立,在通过RS232与上位机联机状态下,同样可以调试用户串行口程序。
12.系统带有示波器功能,通过RS232口,可将测得的信号显示在上位机的屏幕上。
该系统通过RS232口可连各种上位机,在Win9X/NT软件平台进行仿真开发和实验。
同时系统自带键盘显示器,无须任何外设也能独立工作,支持因陋就简建立单片机实验室。
系统提供实验程序库,均放在系统光盘上,可直接使用。
同时全部实验程序机器码已固化在EPROM中,作为用户程序。
在进入实验前,需将该EPROM中的程序(在固化区)传送到仿真RAM区,以便以单步、断点、连续等方式运行程序。
§ 1.2 系统提供的主要实验项目如下:一、MCS—51部分软件实验1、清零程序实验 6、字符串查找并统计相同字符串个数2、拆字程序实验 7、双字节乘法程序3、拼字程序实验 8、多分支程序设计4、数据块传送实验 9、定时/计数器实验5、数据排序实验 10、电脑时钟实验二、MCS—51部分硬件实验1、8031单片机P3、P1口应用 11、步进电机控制2、工业顺序控制 12、直流电机控制3、并行I/O口8255应用 13、电子音响4、简单I/O口输入、输出扩展 14、继电器控制5、A/D转换0809应用 15、数据存贮器扩展和程序存贮器扩展6、D/A转换0832应用 16、8031串行口应用实验(一)—双机通信实验7、串并转换实验 17、8031串行口应用实验(二)—与PC机通信8、定时计数器8253A应用 18、温度测量实验(5G14433应用)9、可编程键盘显示8279A应用 19、压力测量实验10、打印机接口应用对DVCC—××JH+机型增加下列四个扩展实验一、128×64液晶显示实验二、16×16LED点阵显示实验三、语音录放实验四、IC卡读写实验§ 1.3 实验系统主要机型如下:DVCC—52JH(JH+) 51实验、仿真DVCC—52196JH(JH+) 51、196实验、仿真DVCC—5286JH(JH+) 51实验、仿真,8088实验DVCC—598JH(JH+) 51、196实验、仿真,8088实验第二节 MCS—51实验系统安装与启动§ 2.1 MCS51实验系统安装与启动1. DVCC系列实验系统在出厂时均为51状态对DVCC—52196JH机型:SK1位1—5置ON位置,位6—10置OFF对DVCC—5286JH和DVCC—598JH机型:a.SK1位1—5置ON,位6—10置OFF;b.SK2位1—2置ON;c.SK3置ON;d.SK4置OFFe.卧式KBB置51、96位置,立式KBB1开关置51、88位置(只对DVCC—598JH/JH+);f.DL1—DL4连1、22. 如果系统用于仿真外接用户系统,将40芯仿真电缆一头插入系统中J6插座,另一头插入用户系统的8051CPU位置,注意插入方向,仿真头上小红点表示第一脚,对应用户8051CPU 第一脚。
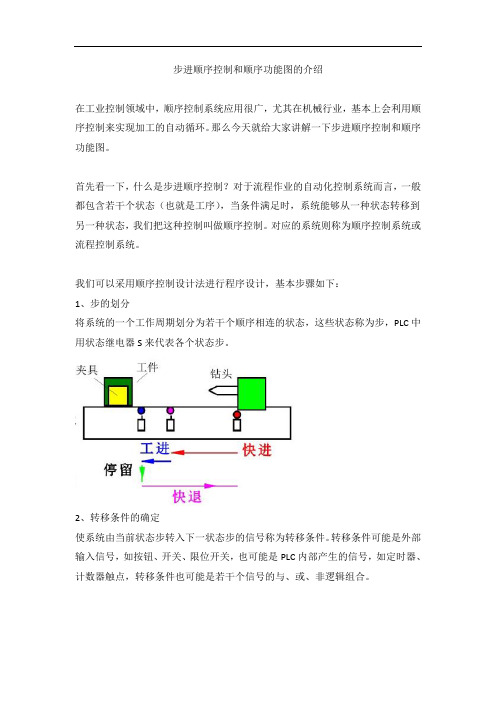
步进顺序控制和顺序功能图的介绍在工业控制领域中,顺序控制系统应用很广,尤其在机械行业,基本上会利用顺序控制来实现加工的自动循环。
那么今天就给大家讲解一下步进顺序控制和顺序功能图。
首先看一下,什么是步进顺序控制?对于流程作业的自动化控制系统而言,一般都包含若干个状态(也就是工序),当条件满足时,系统能够从一种状态转移到另一种状态,我们把这种控制叫做顺序控制。
对应的系统则称为顺序控制系统或流程控制系统。
我们可以采用顺序控制设计法进行程序设计,基本步骤如下:1、步的划分将系统的一个工作周期划分为若干个顺序相连的状态,这些状态称为步,PLC中用状态继电器S来代表各个状态步。
2、转移条件的确定使系统由当前状态步转入下一状态步的信号称为转移条件。
转移条件可能是外部输入信号,如按钮、开关、限位开关,也可能是PLC内部产生的信号,如定时器、计数器触点,转移条件也可能是若干个信号的与、或、非逻辑组合。
3、顺序功能图的绘制根据被控对象工作内容、步骤、顺序和控制要求画出顺序功能图。
这也是顺序控制设计中最关键的一步骤。
4、梯形图的编写根据顺序功能图,用STL指令编写梯形图程序。
刚才说到顺序功能图的绘制,那么什么是顺序功能图呢?顺序功能图,也叫状态转移图。
它的组成包括步与动作、有向连线、转移与转移条件。
当相邻两状态步之间的转移条件得到满足时,就实现状态的转移,即上一个状态步的动作结束,下一个状态步的动作开始。
我们看上面这个小车左行右行控制的顺序功能图,S0、S20、S21就是状态步,这些状态的输出就是驱动动作,状态步和状态步之间的箭头就是有向连线,跟箭头垂直的横线就是转移,在横线旁边标注的就是转移状态。
比如说当前处于初始状态S0,当转移条件X0成立的时候,就会从S0状态转移到S20状态去,这时就可以执行这个状态的输出动作,执行右行。
讲了顺序功能图,还要给大家介绍一下顺序功能图的基本结构,包括:单流程、选择性分支、并行性分支,当然还有循环的结构。
目录
1 课题综述 (1)
1.1课题的来源 (1)
1.2课题的意义 (1)
2 系统分析 (2)
2.1涉及的基础知识 (2)
2.2 元件功能介绍 (2)
2.21 AT89C51单片机引脚图及引脚功能介绍 (2)
2.22 74LS164 引脚图及引脚功能介绍 (3)
2.23 LED 数码管 (3)
2.3解决问题的思路 (4)
2.4总体方案 (4)
2.5设计原理图 (4)
3系统设计... . (5)
3.1硬件设计 (5)
3.2软件设计 (5)
3.3元件清单 (5)
4 代码编写 (6)
5 运行与测试 (9)
总结…………………………………………………………………………………11.
参考文献 (12)
1 课题综述
1.1课题的来源
在工业控制中,如冲压、注塑、轻纺、制瓶等生产过程,都是一些继续生产过程,按某种顺序有规律的完成预定动作,对这类继续生产过程的控制称顺序控制,用单片机最易实现。
本次设计是中断在工业顺序控制中的应用,主要目的是为了让我们了解中断在生活中的应用并且让我们对知识的学习和巩固有进一步的加深。
1.2课题的意义
这次课程设计是为了通过对工业顺序控制的设计加强学生实践的能力和创造力;综合运用专业及基础知识,解决实际工程技术问题的能力。
能够让学生深入真是的体会到所学的理论知识和实践相结合的过程。
找出自身的不足并加以改正。
2 系统分析
2.1涉及的基础知识
单片机中断
AT89C51指令
LED数码显示
子程序的调用
2.2元件功能介绍
2.21 AT 89C51单片机引脚图及引脚功能介绍
单片机89C51的39个引脚大致可分为4类:电源、时钟、控制和I/O引脚。
1.电源:
(1)VCC:芯片电源,接+5V;
(2)VSS:接地端;
2.时钟:
XTAL1、XTAL2 :晶体振荡电路反相输入端和输出端。
3.控制线:控制线共有4根,
(1)ALE/PROG:地址锁存允许/片内EPROM编程脉冲
ALE功能:用来锁存P0口送出的低8位地址
PROG功能:片内有EPROM的芯片,在EPROM编程期间,此引脚输入编程脉冲。
(2)PSEN:外ROM读选通信号。
(3)RST/VPD:复位/备用电源。
RST(Reset)功能:复位信号输入端。
VPD功能:在VCC掉电情况下,接备用电源。
(4)EA/Vpp:内外ROM选择/片内EPROM编程电源。
EA功能:内外ROM选择端。
Vpp功能:片内有EPROM的芯片,在EPROM编程期间,施加编程电源Vpp。
4.I/O线
89C51共有4个8位并行I/O端口:P0、P1、P2、P3口,共32个引脚。
P3口还具有第二功能,用于特殊信号输入输出和控制信号(属控制总线)
2.22 74LS164 引脚图及引脚功能介绍
164 为8 位移位寄存器,其主要电特性的典型值如下:
54/74164 185mW 54/74LS164 80mW
当清除端(CLEAR)为低电平时,输出端(QA-QH)均为低电平。
串行数据输入端(A,B)可控制数据。
当A、B任意一个为低电平,则禁止新数据输入,在时钟端(CLOCK)脉冲上升沿作用下Q0 为低电平。
当A、B 有一个为高电平,则另一个就允许输入数据,并在CLOCK 上升沿作用下决定Q0 的状态。
引脚功能:
CLOCK :时钟输入端
CLEAR:同步清除输入端(低电平有效)
A,B :串行数据输入端
QA-QH:输出端
2.23 LED 数码管
这类数码管可以分为共阳极与共阴极两种,共阳极就是把所有LED的阳极连接到共同接点com,而每个LED的阴极分别为a、b、c、d、e、f、g及dp(小数点);共阴极则是把所有LED的阴极连接到共同接点com,而每个LED的阳极分别为a、b、c、d、e、f、g及dp(小数点),如下图所示。
图中的8个LED分别与上面那个图中的A~DP各段相对应,通过控制各个LED的亮灭来显示数字。
2.3解决问题的思路
实现编程中使用逐步循环移位法来实现亮灯的程序来模拟工业顺序控制。
通过调用延时子程序来模拟工序所需时间。
通过调用中断来解决出现故障时的亮灯方式以及鸣喇叭的控制等。
任务要求的启动与停止按钮分别用P0.1位与复位来表示。
2.4总体方案
采用AT89C51的P1口(作为工序号与报警)连接LED发光二极管。
P2口作为工序是否正常运行显示与数码管相连。
P0口中P0.1 、P0.0作为启动与故障清除按键。
采用RST复位键作为停止按键。
P3口中P3.2作为中断口来模拟故障的发生。
P3.0与P3.1用来连接76LS164。
2.5设计原理图
3系统设计
3.1硬件设计
单片机可以实现时序控制、时间控制等,用单片机可以构成形式多样的控制系统、数据采集系统,因此选择单片机作为控制芯片。
按照单片机系统扩展与系统配置状况,单片机应用系统可分为最小系统、最小功耗系统及典型系统等。
AT89C51单片机是本次课程设计运用的主要原件。
工业顺序控制是用一个带有7个发光二极管和一个蜂鸣器组成的的单片机最小应用系统,即为由发光二极管、晶振、复位、电源和数码显示管等电
路和必要的软件组成的单个系统。
3.2软件设计
在软件设计的过程中,对于已经设计好的硬件,我们要通过单片机端口进行编写程序。
程序主要有四段。
控制单片机管脚电平的高低变化,来实现发光二极管的一亮一灭。
在程序初始化完成后的一开始是就给P1口送数,这个数本身就让P1.0、P1.6先低,其他位为高,然后调用延时子程序延时1S,再给P1口重新送数并调用延时子程序延时2S。
依次下去送数6次,延时分别为1S、2S、4S、8S、32S、60S。
这作为主程序,对于中断子程序的编写只要符合工序停止即灯全灭。
给P1口全部高电平即可。
而报警铃声要想起,必须要给P1.7位赋予低电平。
同时给P2口直接送数显示E。
最后就是显示与延时子程序的编写。
3.3元件清单
5 运行与测试
5.1启动时正常运行的显示结果
5.2模拟故障时中断显示结果
5.3停止时的显示结果
总结
由于本次课程设计含括了软件和硬件知识,并让我切实体会到了单片机技术在实际工程中的应用,所以在完成课程设计的同时也让我们了解到知识在生活中的重要性,还间接地反映了我们在软硬件设计和制作方面的不足。
在这2周的设计过程中我从对原理图的设计、程序的编译、仿真到对电路板各元器件的连接和焊接等工作,让我充实的体会到了课程设计的乐趣。
一些原理虽然看似简单,但做起来却是一个细致的工作。
另外,通过本次课程设计,我对Protel 99 SE、KEIL软件的认识达到了一个新的层次,并且对于Proteus仿真软件的应用也有了质的飞跃。
当然,在课程设计的过程中我也遇到了诸多的困难,一些是经过自己的摸索得到解决,一些是在同学和老师的帮助下理解运用,总之这是个不断学习,不断尝试,不断进步的过程,也是我们发挥我们想象力和创造力的过程,在这个过程中,不断地磨练自己的耐心,耐性,无论是理论还是现实都让我获益匪浅。
通过这一周的设计让我深深的了解了我在软件、硬件方面的许多不足之处,对于今后的学习和工作都有了一次很好的借鉴经验。