油管螺纹车床的数控改造试验
- 格式:pdf
- 大小:180.35 KB
- 文档页数:2

数控机床装调与技术改造实训总结啊哈,说到那机床的“大变身”,我可是激动得手舞足蹈!记得那天,我和我的小伙伴们,就像变魔术一样,把一台老旧的数控机床变成了一个能打能抗的“铁战士”。
你说这过程是不是有点像“凤凰涅槃”,从灰烬中重生?我们得来个“全身体检”,也就是对机床进行仔细的检查和评估。
这个过程就像是给机器做一次全面的“健康检查”,确保它的每个零件都运转正常。
然后,我们就开始动手了,先是“换心”——更换磨损的主轴和导轨,让这台机器重新焕发生机。
接着是“整容”——对机床的各个部分进行精细的打磨和抛光,让它看起来焕然一新。
就是给它装上新的“武器”——各种先进的控制系统和自动化装置,让它变得更加智能和高效。
在这个过程中,我们可是遇到了不少“小插曲”。
比如有一次,我们在安装一个新传感器时,竟然不小心把它装反了,结果导致机床运行起来总是“卡壳”。
好在大家齐心协力,经过一番折腾,终于把这个“不速之客”请出了机器。
还有一次,我们在调试机床时,突然发现一个按钮失灵了,这可真是让人头疼。
好在我们没有放弃,通过反复试验和调整,终于找到了解决问题的办法。
除了这些“大事”,我们还在日常工作中积累了很多实用的技巧和经验。
比如,我们学会了如何快速识别并解决机床常见的故障,提高了我们的维修技能;我们还学会了如何根据不同的生产需求,灵活地调整机床的工作参数,提高了生产效率。
这些都让我们感到无比的自豪和满足。
总的来说,这次数控机床装调与技术改造实训不仅让我学到了很多实用的技术和知识,还让我深刻体会到了团队合作的重要性和乐趣。
我相信,在未来的日子里,我会带着这份收获和经验,继续前行在机械制造的道路上,为祖国的工业发展贡献自己的一份力量!。
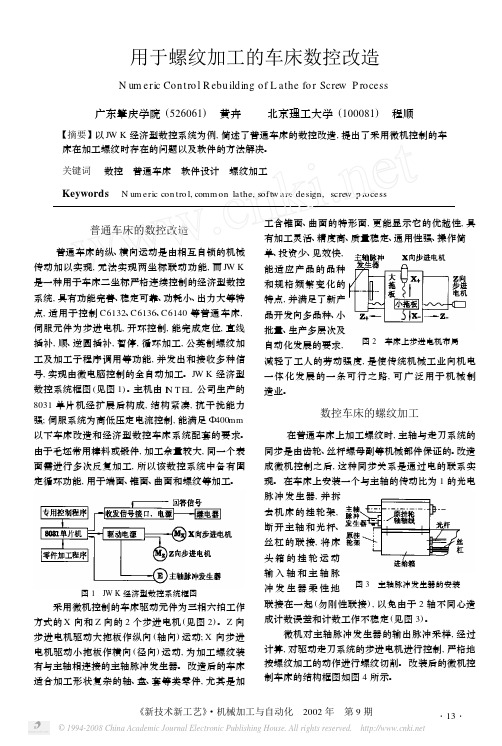
用于螺纹加工的车床数控改造N um eric Con tro l R ebu ilding of L athe fo r Screw P rocess广东肇庆学院(526061) 黄卉 北京理工大学(100081) 程顺【摘要】以JW K 经济型数控系统为例,简述了普通车床的数控改造,提出了采用微机控制的车床在加工螺纹时存在的问题以及软件的方法解决。
关键词 数控 普通车床 软件设计 螺纹加工Keywords N um eric con tro l ,comm on lathe ,softw are design ,screw p rocess普通车床的数控改造 普通车床的纵、横向运动是由相互自锁的机械传动加以实现,无法实现两坐标联动功能,而JW K 是一种用于车床二坐标严格连续控制的经济型数控系统,具有功能完善、稳定可靠、功耗小、出力大等特点,适用于控制C 6132、C 6136、C 6140等普通车床,伺服元件为步进电机,开环控制,能完成定位,直线插补,顺、逆圆插补,暂停,循环加工,公英制螺纹加工及加工子程序调用等功能,并发出和接收多种信号,实现由微电脑控制的全自动加工。
JW K 经济型数控系统框图(见图1)。
主机由I N T EL 公司生产的8031单片机经扩展后构成,结构紧凑,抗干扰能力强;伺服系统为高低压定电流控制,能满足5400mm 以下车床改造和经济型数控车床系统配套的要求。
由于毛坯常用棒料或锻件,加工余量较大,同一个表面需进行多次反复加工,所以该数控系统中备有固定循环功能,用于端面、锥面、曲面和螺纹等加工。
图1 JW K 经济型数控系统框图采用微机控制的车床驱动元件为三相六拍工作方式的X 向和Z 向的2个步进电机(见图2)。
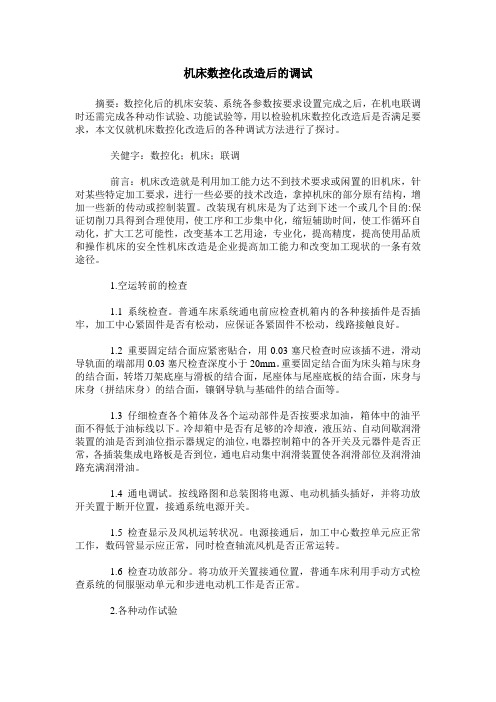
Z 向步进电机驱动大拖板作纵向(轴向)运动;X 向步进电机驱动小拖板作横向(径向)运动,为加工螺纹装有与主轴相连接的主轴脉冲发生器。
改造后的车床适合加工形状复杂的轴、盘、套等类零件,尤其是加工含锥面、曲面的特形面,更能显示它的优越性,具有加工灵活、精度高、质量稳定、通用性强、操作简图2 车床上步进电机布局单、投资少、见效快,能适应产品的品种和规格频繁变化的特点,并满足了新产品开发向多品种、小批量、生产多层次及自动化发展的要求,减轻了工人的劳动强度,是使传统机械工业向机电一体化发展的一条可行之路,可广泛用于机械制造业。
机床数控化改造后的调试摘要:数控化后的机床安装、系统各参数按要求设置完成之后,在机电联调时还需完成各种动作试验、功能试验等,用以检验机床数控化改造后是否满足要求,本文仅就机床数控化改造后的各种调试方法进行了探讨。
关健字:数控化;机床;联调前言:机床改造就是利用加工能力达不到技术要求或闲置的旧机床,针对某些特定加工要求,进行一些必要的技术改造,拿掉机床的部分原有结构,增加一些新的传动或控制装置。
改装现有机床是为了达到下述一个或几个目的:保证切削刀具得到合理使用,使工序和工步集中化,缩短辅助时间,使工作循环自动化,扩大工艺可能性,改变基本工艺用途,专业化,提高精度,提高使用品质和操作机床的安全性机床改造是企业提高加工能力和改变加工现状的一条有效途径。
1.空运转前的检查1.1 系统检查。
普通车床系统通电前应检查机箱内的各种接插件是否插牢,加工中心紧固件是否有松动,应保证各紧固件不松动,线路接触良好。
1.2 重要固定结合面应紧密贴合,用0.03塞尺检查时应该插不进,滑动导轨面的端部用0.03塞尺检查深度小于20mm。
重要固定结合面为床头箱与床身的结合面,转塔刀架底座与滑板的结合面,尾座体与尾座底板的结合面,床身与床身(拼结床身)的结合面,镶钢导轨与基础件的结合面等。
1.3 仔细检查各个箱体及各个运动部件是否按要求加油,箱体中的油平面不得低于油标线以下。
冷却箱中是否有足够的冷却液,液压站、自动间歇润滑装置的油是否到油位指示器规定的油位,电器控制箱中的各开关及元器件是否正常,各插装集成电路板是否到位,通电启动集中润滑装置使各润滑部位及润滑油路充满润滑油。
1.4 通电调试。
按线路图和总装图将电源、电动机插头插好,并将功放开关置于断开位置,接通系统电源开关。
1.5 检查显示及风机运转状况。
电源接通后,加工中心数控单元应正常工作,数码管显示应正常,同时检查轴流风机是否正常运转。
1.6 检查功放部分。
将功放开关置接通位置,普通车床利用手动方式检查系统的伺服驱动单元和步进电动机工作是否正常。


关键词]数控机床;特殊螺纹油套管;加工质量;优化措施随着油田气井的开发,对气井管柱要求日益严格。
油气开发过程中往往存在较高气压,管柱需要经历下管柱、生产、压裂等一系列工作及环节,管柱质量决定油气开发效果。
保证管柱使用质量的关键环节之一是油套管,使用特殊螺纹油套管能够更好地提升管柱质量的可靠性。
使用数控车床对特殊螺纹油套管进行加工,能够解决螺纹接头密封性能差、难以控制、接头应力不足等问题,改善螺纹油套管质量。
随着我国石油勘探水平的不断提升,特殊螺纹油套管的使用频次越来越多,探索数控车床加工特殊螺纹油套管的优化措施,已经也必将成为油田气井设备行业发展的重要内容。
1油套管特殊螺纹类型特殊螺纹油套管最初研制成功并推向市场属于行业领域内的高端产品,虽然该油套管的研制国家和市场拥有量越来越多,但是公认性能最好、应用更为广泛的依然为来自德国、美国、日本等国家的特殊螺纹油套管,如德国曼内斯曼公司生产的VAM系列特殊螺纹,日本钢管公司(NKK)生产的NK3SB、NK2SC、NKEL、NKSL系列特殊螺纹等。
目前,应用较为广泛的特殊螺纹主要有以下几种。
1.1TM特殊螺纹这种油套管螺纹形式表面经过磷化处理,主要参数:导向面角度为10°,承载面角度为3°,锥度为1∶16,每英寸牙数为5牙。
这种螺纹形式能够实现更好的密封效果,为90°肩兼端面密封、锥面金属密封。
1.2SM-EF特殊螺纹这种油套管螺纹形式表面经过镀锌处理,主要参数:导向面角度为45°或者30°,承载面角度为3°,锥度为1∶8.5,每英寸牙数为3牙。
1.3NK3SB特殊螺纹这种螺纹形式表面经过镀铜或者接箍镀铜处理,主要参数:导向面角度为45°,承载面角度为0°,锥度为1∶16,每英寸牙数为5牙。
这种特殊螺纹形式是目前市面上较为先进的设计形式,并能够承载较大的轴向压缩荷载,对于弯曲荷载承载力也较强。
S1-262管螺纹车床的数控改造
张鲁阳
【期刊名称】《制造技术与机床》
【年(卷),期】2007(000)002
【摘要】通过对加工石油钻井套管用的大型管螺纹车床的数控改造,论述了机床改造的功能要求、总体改造方案、及机床改造后机械性能的提高和精度的恢复.【总页数】3页(P97-99)
【作者】张鲁阳
【作者单位】胜利油田数控机床维修改造中心,山东,东营,257082
【正文语种】中文
【中图分类】TG62
【相关文献】
1.Q350管螺纹车床的数控改造 [J], 李寿臣
2.油管螺纹车床的数控改造试验 [J], 岑华
3.基于管螺纹车床的数控化改造设计 [J], 李杰;刘宏杰;唐宗军
4.用CA6140改造数控锥管螺纹车床 [J], 李庆余
5.管螺纹车床的数控改造 [J], 李中华;王颖;宾艳峰
因版权原因,仅展示原文概要,查看原文内容请购买。
利用数控技术对柴油机连杆螺栓l l I■试验台进行技术改造提高工作效率徐三勇(合肥机务段安徽合肥23∞11)中圈分类号:T H l2文献标识码;^文章编号:1671—7597(2∞8)081∞85一02内燃机车柴油机连杆螺栓自动测量控制试验台是对原连杆螺栓试验台(俗称:内燃机车曲轴连杆螺栓把对机)进行全面数控技术改造的新型设备,也是针对铁路内燃机车G型连杆螺栓专项检修工装、仪器技术改造而设计的专用工装。
它符合机车连杆螺栓的检修工艺规范及要求。
它以工艺螺栓为标准,自动检测螺栓的拉伸量,完成对连杆螺栓在试验台上的整体装配过程,并确定定位位置。
它属于一项铁路内燃机车专用设备。
一、毫杆■栓伸长■帕■职测量方法:内燃机车柴油机曲轴连杆螺栓检修工艺的关键问题是测定螺栓在拧紧后的伸长量。
(一)连杆螺栓拉伸及作标记在连杆螺栓螺纹部分和头部的结台面涂以适量二硫化钼(建议用N D5机车齿轮箱油),将连杆螺栓拧入工艺套内,按技术要求开动试验台对一批螺栓进行予拉伸,因为新螺栓都需要做预拉伸试验,通过触摸屏操作程序,预置螺栓的伸长量为0.7±0.03咖(G型连杆预拉伸量为O.64+0.04衄)。
达到拉伸量后,将螺栓松开,再设置0.5~O.52m的伸长量进行拉伸。
而拉伸过的(或旧的)螺栓就不进行预拉伸了,而是直接拉伸到(o.5~o.52)m,再把工艺套上的标记对应位置反刻到连杆螺栓头部,并在连杆头部端面打出柴油机代号、连杆顺序号、螺栓号等钢印(G型连杆螺栓拉伸量为0.54~0.58m)。
(二)工艺螺栓拉伸及作标记对于新工艺螺栓首先做o.7±0.03衄的预拉伸,对于已用过的工艺螺栓不再傲预拉伸。
做拉伸时,工艺螺栓的螺纹部分和头部结合面涂以适量的二硫化钼(建议用N D5机车齿轮箱油),按O.5~O.52m拉伸量把紧,把工艺套上的标记相应反刻到工艺螺栓头部(G型连杆螺栓拉伸量为0.54~O.58m)。
(三)工艺螺栓预装用已检查过拉伸量的工艺螺栓将瓦盖与连杆把对,设定拉伸量0.5~O.52珊(G型连杆螺栓拉伸量为0.54~0.58咖)进行位伸,达到规定值后,将工艺螺栓六角头部的标记反刻到瓦盖座面上对应部位上。
17石油化工油管螺纹基本都是锥度螺纹,大多数螺纹锥度都是1:16,牙型尺寸主要包含每英寸10牙和8牙两大类,螺纹长度也分为长圆扣与短圆扣。
相比于普通螺纹来说,油管螺纹具备可拆卸性能和较高的连接强度,对于质量和技术操作的要求比较大。
在完成油管螺纹加工之后需要做好测试试验。
其中比较重要的测试项目为试压方式,在进行试压时,所使用的螺纹脂必须满足相关要求,且紧固处理之后在最小水压试验压力下无渗水问题,此种油管螺纹质量合格。
在石油机械加工中,油管螺纹加工效率和质量属于重要环节,当加工特点和加工条件不同时,油管螺纹的质量也存在差异性。
在加工期间,需要使用较长的钢管进行螺纹加工。
长期以来,我国石油行业螺纹加工企业中,主要是应用机械管螺纹车床作为螺纹加工设备。
在现代科技快速发展过程中,相应提升了数控管螺纹车床的现代化,使螺纹加工效率和质量不断提升。
然而在数控管螺纹加工中还存在一系列问题,对螺纹加工质量造成影响。
一、螺纹梳刀数控车削螺纹加工原理插补原理是数控车床加工的基础性原理,此种加工原理主要是机床Z轴随着X轴运动,且刀具处于阶梯运动状态,按照此种方法使用梳刀加工油管螺纹,使其成形。
数控机床插补功能主要是通过数控系统实现,操作人员按照图纸要求,预先编写运行程序,数控车床系统实施插补运算,通过程序计算和运行之后,梳刀进行插补运行,并且使刀具起刀位置不断变化。
通过此种加工方法能够确保油管螺纹的密封性和精度。
加工油管螺纹选用成型硬质合金作为螺纹梳刀材料,并且同一片梳刀片包含精切齿和粗切齿,牙形角度为60°,粗车齿在前,保证精车齿在加工过程中的牙型完整性,在安装螺纹梳刀时应当注重切削齿牙形角中心线、刀尖高度与车床回转中心的垂直度,同时还要注重成型刀杆的装夹方式、车床转速、进给量等注意事项。
二、数控车床加工油管螺纹存在的问题使用数控机床对石油油管螺纹进行切削加工时,为了提升加工效率,螺纹表面粗糙度和刀具使用寿命。