QK1219数控管螺纹车床技术描述
- 格式:doc
- 大小:259.50 KB
- 文档页数:10
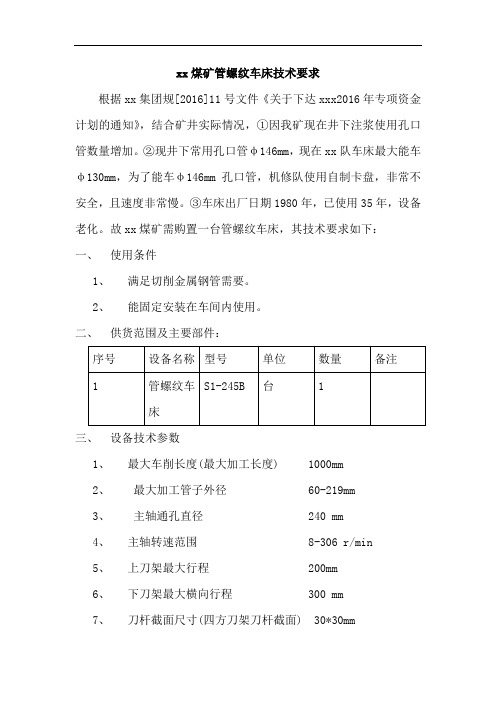
xx煤矿管螺纹车床技术要求根据xx集团规[2016]11号文件《关于下达xxx2016年专项资金计划的通知》,结合矿井实际情况,①因我矿现在井下注浆使用孔口管数量增加。
②现井下常用孔口管φ146mm,现在xx队车床最大能车φ130mm,为了能车φ146mm孔口管,机修队使用自制卡盘,非常不安全,且速度非常慢。
③车床出厂日期1980年,已使用35年,设备老化。
故xx煤矿需购置一台管螺纹车床,其技术要求如下:一、使用条件1、满足切削金属钢管需要。
2、能固定安装在车间内使用。
二、供货范围及主要部件:三、设备技术参数1、最大车削长度(最大加工长度) 1000mm2、最大加工管子外径 60-219mm3、主轴通孔直径 240 mm4、主轴转速范围 8-306 r/min5、上刀架最大行程 200mm6、下刀架最大横向行程 300 mm7、刀杆截面尺寸(四方刀架刀杆截面) 30*30mm8、床尾套筒行程 250mm9、加工公制螺纹范围及种数 1-15(22种) mm10、加工模数螺纹范围及种数 0.5-7.5(21种)mm11、加工径节螺纹范围及种数 2-28(20种) DP12、锥度尺最大加工长度 600mm13、主电机功率 18.5kW14、纵横进给量范围及种数 0.94-1.44(32种) mm四、技术要求:1.床身经过表面淬火、磨削加工。
2.床头箱齿轮经过齿部淬火,精密磨齿加工;高速齿轮精度要达到5级;床头箱主轴刚性好。
3.机床的溜板箱设有快速移动装置、过载安全装置。
4.公制机床。
6.主电机功率为18.5kW.五、建议厂(商)家:。
数控管螺纹车床加工精度主要用于生产产品程度,加工精度与加工误差都是评价加工表面几何参数的术语。
加工精度用公差等级衡量,等级值越小,其精度越高;加工误差用数值表示,数值越大,其误差越大。
加工精度高,就是加工误差小,反之亦然。
公差等级从IT01,IT0,IT1,IT2,IT3至IT18一共有20个,其中IT01表示的话该零件加工精度最高的,IT18表示的话该零件加工精度是最低的,一般上IT7、IT8是加工精度中等级别。
任何加工方法所得到的实际参数都不会绝对准确,从零件的功能看,只要加工误差在零件图要求的公差范围内,就认为保证了加工精度。
机器的质量取决于零件的加工质量和机器的装配质量,零件加工质量包含零件加工精度和表面质量两大部分。
机械加工精度是指零件加工后的实际几何参数(尺寸、形状和位置)与理想几何参数相符合的程度。
它们之间的差异称为加工误差。
加工误差的大小反映了加工精度的高低。
误差越大加工精度越低,误差越小加工精度越高。
一、加工精度的调整方法1、减小机床误差(1)提高主轴部件的制造精度1)应提高轴承的回转精度:①选用高精度的滚动轴承;②采用高精度的多油锲动压轴承;③采用高精度的静压轴承。
2)应提高与轴承相配件的精度:①提高箱体支撑孔、主轴轴颈的加工精度;②提高与轴承相配合表面的加工精度;③测量及调节相应件的径向跳动范围,使误差补偿或相抵消。
(2)对滚动轴承适当预紧①可消除间隙;②增加轴承刚度;③均化滚动体误差。
(3)使主轴回转精度不反映到工件上。
2、对工艺系统进行调整(1)试切法调整通过试切—测量尺寸—调整刀具的吃刀量—走刀切削—再试切,如此反复直至达到所需尺寸。
此法生产效率低,主要用于单件小批生产。
(2)调整法通过预先调整好机床、夹具、工件和刀具的相对位置获得所需尺寸。
此法生产率高,主要用于大批大量生产。
3、减小刀具磨损在刀具尺寸磨损达到急剧磨损阶段前就必须重新磨刀。
4、减少传动链传动误差(1)传动件数少,传动链短,传动精度高;(2)采用降速传动,是保证传动精度的重要原则,且越接近末端的传动副,其传动比应越小;(3)末端件精度应高于其他传动件。

数控铣床加工实训是数控技术应用专业教学体系中重要的教学环节之一,是基于《数控铣床应用》课程的学习基础并与之配套所进行的常见数控铣床常规操作的技能强化训练,是具备数控铣床基本操作技能,继而形成数控加工技术应用能力的必不可少的教学环节。
本实训的任务主要是对数控专业在校学生进行常见数控铣床基本操作技能的强化训练;同时,使学生具备常见数控铣床基本操作应用能力,做好数控铣床操作加工方面的准备,打牢数控铣床操作及加工基础。
在实训前通过下达任务书,使学生明确实训目标、实训要求及注意事项、实训步骤及考核方式,克服畏难情绪。
根据学习心理学家的学习迁移及促进理论,考虑到高职学生在学习上可能的自卑、畏惧心里,本课程借鉴‘家庭教师式’和企业中‘师徒式’教学形式,以教师与学生面对面的“一对一”教学为基本思路,实践教学实现了上机操作——发现问题解决问题——上机操作——正迁移思路的单元式教学模式。
以教材为蓝本的同时,注意实践加工时编程处理;以F ANUC及华中数控编程指令系统为主,同时说明其他数控指令在格式上的差别,开阔了学生的视野,使他们进去企业后能快速适应不同的数控系统。
在教学中通过加工大量的零件,总结经验教训,使学生做到举一反三、触类旁通;针对学生出现的问题,教师面对面引导解决,增强了学生的自信心、解问题的能力和成就感,激发了学生的学习热情;实训中在注重手工编程训练的同时,也注重CAD/CA M在数控加工中的应用,与企业中最新技术应用情况接轨,体现了现代制造技术的发展趋势。
在实训中,提倡学生根据自己的爱好、兴趣、铣床的加工工艺范围和刀具、材料等情况,自行设计零件结构、形状、尺寸,独立编程、选择加工的刀具、确定加工的工艺、独立加工处所构思的零件,体现了自主学习和个性化发展,同时,也巩固了学生的`制图、工艺、装夹、刀具等方面的知识。
为使研究性学习落到实处,取消学生因为该课程与一般理论教学组织模式不一样而存在“蒙混过关”的侥幸心理,使学生得到有力管制;教学采用小组授课,教师根据学生学习情况,科学合理的将学生进行分组;根据学校铣床设备台数,如每个铣床、铣床总共8台,将全本成员按照能力强弱搭配,男女搭配;指派组长,阐明组长责任、组员与组员直接的协作关系,使学生形成互帮互学的风气,增强了学生团队意识和竞争意识。
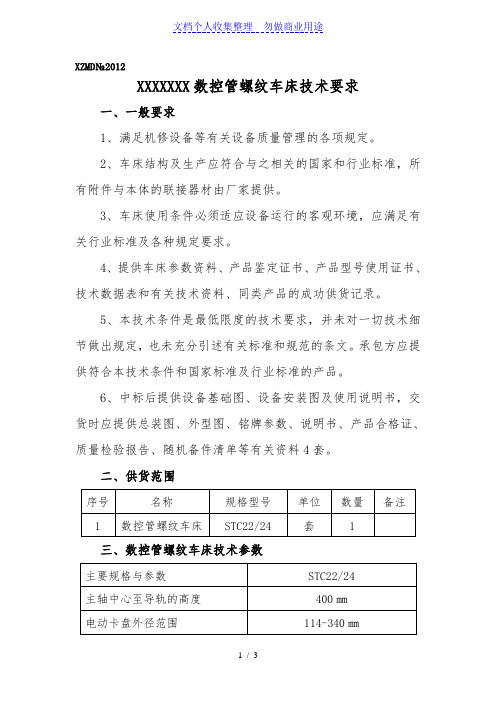
XZMD№2012XXXXXXX数控管螺纹车床技术要求一、一般要求1、满足机修设备等有关设备质量管理的各项规定。
2、车床结构及生产应符合与之相关的国家和行业标准,所有附件与本体的联接器材由厂家提供。
3、车床使用条件必须适应设备运行的客观环境,应满足有关行业标准及各种规定要求。
4、提供车床参数资料、产品鉴定证书、产品型号使用证书、技术数据表和有关技术资料、同类产品的成功供货记录。
5、本技术条件是最低限度的技术要求,并未对一切技术细节做出规定,也未充分引述有关标准和规范的条文。
承包方应提供符合本技术条件和国家标准及行业标准的产品。
6、中标后提供设备基础图、设备安装图及使用说明书,交货时应提供总装图、外型图、铭牌参数、说明书、产品合格证、质量检验报告、随机备件清单等有关资料4套。
二、供货范围序号名称规格型号单位数量备注1 数控管螺纹车床STC22/24 套 1三、数控管螺纹车床技术参数主要规格与参数STC22/24主轴中心至导轨的高度400㎜电动卡盘外径范围114-340㎜液压卡盘外径范围114-340㎜最大车削长度1000㎜主电机功率18.5kW液压卡盘260㎜主轴孔径电动卡盘240㎜刀架形式立式四工位刀架截面40*40 mm刀架转位时间(一位) 3 s刀架快移速度3/8 m/min刀架转位重复定位精度±0.003mm工件精度IT7工件表面粗糙度Ra1.6 μm尾座套筒直径100㎜尾座套筒行程250㎜机床重量8500kg机床外形尺寸(长×宽×高)3785×2088×1870㎜四、配置要求1、全套装置及附件,并配备专用工具等,保证生产需要。
2、供应厂商负责供应全套设备所有联接装置及器材,并负责运输和调试及技术培训,达到正常使用。
五、本技术条件书以外的未尽事宜,应由双方共同协商解决。
XXXXXXX:XXXXX公司:。


数控车床的基本资料数控车床的基本资料想了解数控车床的朋友,请看下文。
店铺整理了相关的资料给大家参考,希望对你有用。
基本资料数控车床又称为 CNC车床,即计算机数字控制车床,是目前国内使用量最大,覆盖面最广的一种数控机床,约占数控机床总数的25%。
数控机床是集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品。
是机械制造设备中具有高精度、高效率、高自动化和高柔性化等优点的工作母机。
数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比是衡量一个国家国民经济发展和工业制造整体水平的重要标志之一。
数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置,几十年来一直受到世界各国的普遍重视并得到了迅速的发展。
数控车床、车削中心,是一种高精度、高效率的自动化机床。
它具有广泛的加工艺性能,可加工直线圆柱、斜线圆柱、圆弧和各种螺纹。
具有直线插补、圆弧插补各种补偿功能,并在复杂零件的批量生产中发挥了良好的经济效果。
数控车床的选用与安装数控车床、车削中心,是一种高精度、高效率的自动化机床。
它具有广泛的加工艺性能,可加工直线圆柱、斜线圆柱、圆弧和各种螺纹。
具有直线插补、圆弧插补各种补偿功能,并在复杂零件的批量生产中发挥了良好的经济效果。
合理选用数控车床,应遵循如下原则:1. 选用原则1) 前期准备确定典型零件的工艺要求、加工工件的批量,拟定数控车床应具有的功能是做好前期准备,合理选用数控车床的前提条件满足典型零件的工艺要求典型零件的工艺要求主要是零件的结构尺寸、加工范围和精度要求。
根据精度要求,即工件的尺寸精度、定位精度和表面粗糙度的要求来选择数控车床的控制精度。
根据可靠性来选择可靠性是提高产品质量和生产效率的保证。
数控机床的可靠性是指机床在规定条件下执行其功能时,长时间稳定运行而不出故障。
即平均无故障时间长,即使出了故障,短时间内能恢复,重新投入使用。
选择结构合理、制造精良,并已批量生产的机床。
数控车床螺纹加工指令总结(文章底部可以评论,欢迎对文章进行点评和知识补充)精彩推荐每天学点机械知识数控车床可以加工直螺纹、锥螺纹、端面螺纹,见图所示。
加工方法上分为单行程螺纹切削、简单螺纹切削循环和螺纹切削复合循环。
(1)单行程螺纹切削G32指令格式:G32 X(U)____Z(W)____F____指令中的X(U)、Z(W)为螺纹终点坐标,F为螺纹导程。
使用G32指令前需确定的参数如图a所示,各参数意义如下:L:螺纹导程,当加工锥螺纹时,取X方向和Z方向中螺纹导程较大者;α:锥螺纹锥角,如果α为零,则为直螺纹;δ1、δ2:为切入量与切除量。
一般δ1=2~5mm、δ2=(1/4~1/2)δ1。
图a图b螺纹加工实例:如图b所示,螺距L=3.5mm,螺纹高度=2mm,主轴转速N=514r/min,δ1=2mm、δ2=lmm,分两次车削,每次车削深度为lmm。
加工程序为:N4 G00 Xl2.0 Z72.0;快速走到螺纹车削始点(12.0,72.0)N6 G32 X41.0 Z29.0 F3.5;螺纹车削N8 G00 X50.0;沿X轴方向快速退回N10 Z72.0;沿Z轴方向快速退回N12 X10.0;快速走到第二次螺纹车削起始点N14 G32 X39.0 Z29.0;第二次螺纹车削N16 G00 X50.0;沿X轴方向快速退回N18 G30 U0 W0 M09;回参考点N20 M30;程序结束(2)螺纹切削循环指令G92螺纹切削循坏G92为简单螺纹循环,该指令可以切削锥螺纹和圆柱螺纹,其循环路线与前述的单一形状固定循环基本相同,只是F后续进给量改为螺距值。
其指令格式为:G92 X(U)____Z(W)____R____F____;如图为螺纹切削循环图。
刀具从循环起点A开始,按A→B→C→D→A路径进行自动循环。
图中虚线表示刀具快速移动,实线表示按F指定的工作速度移动。
X、Z为螺纹终点的(C点)的坐标值;U、W起点坐标到终点坐标的增量值;R为锥螺纹终点半径与起点半径的差值,R值正负判断方法与G90相同,圆柱螺纹R=0时,可以省略;F为螺距值。
QK1219数控管螺纹车床技术描述
QK1219数控管螺纹车床为我公司吸收国内先进技术的基础上设计开发的一款新产品,采用大跨距主轴箱结构,改进了主轴箱的主轴轴承布置,增加了箱体的刚性;加大了主导轨的规格,其整机的强度、动静态刚性好、主要部件的机械结构布局合理,是一款高刚性、高精度及良好的精度保持性的全功能数控管螺纹车床,其生产效率高、操作宜人性好,造型美观、防三漏效果理想。
本机床配以FANUC数控系统,是一种专门用于石油套管螺纹加工的专用数控车床,加工外螺纹尺寸范围为φ60.3~φ190mm,加工管箍内螺纹内径尺寸范围为φ140—φ340mm,加工锥螺纹的扣型包括圆形扣、偏梯形扣和其它特殊扣形。
一、关键、重要部件的结构形式和技术特征
1. QK1219数控管螺纹车床的主轴为高精密通孔式主轴,采用大直径精密双列圆柱滚子轴承和双向角接触球轴承组合排列,刚性好、精度高,采用进口脂润滑,在恒温、净化环境下装配,并经过精密静平衡测试,可保证主轴运转平稳,在AC变频电机的驱动下,具有良好的刚度和低速下的大扭矩。
2. 整体式高强度铸铁床身由专业铸造厂家采用树脂砂铸造,具有足够的刚性、良好的吸振性和热稳定性,采用宽跨距瑞士直线圆柱滚动导轨,机床承受载荷大,动态响应好,消除了低速爬行,具有良好的精度保持性好。
3. X、Z轴滚珠丝杠采用国产丝杠,支撑轴承采用日本NSK丝杠专用轴承,大大提高了丝杠的刚度和抗热变形能力,并使进给精确度大幅度提高。
4. 集中式机床操作面板,及人工装载高度、排屑高度、显示器高度的设计充分体现了人机工程学宜人性要求,使操作更加方便、快捷。
5. 刀架采用排式刀架,换刀迅速、可靠。
6. 配普通自定心三爪卡盘,工件夹紧可靠。
7. 机床电气柜密封性好,电气系统的安全性能符合GB/T5226.1-1996电器安全标准且电气系统具有故障诊断功能,当故障出现时可在屏幕上显示,电气柜加装空调装置。
8. 集中式自动润滑系统,可使机床的每个润滑点得到可靠、充分的润滑,且注油时间间隔及注油量可调。
9. 独特的全防护设计,使机床无渗透、漏油现象,且防护门与机床启动连锁。
二、机床的主要规格及参数:
三、机床制造和检验标准
机床采用下列国家标准及行业标准,并由工厂质量管理部门制订详细的检验文件,按文件逐条检验把关。
《GB/T5226.1-1996 工业机械电气设备通用技术条件》
《JB/T4368.3数控卧式车床技术条件》
《GB/T16462 数控卧式车床精度检验》
《GB/T17421.2-2000 机床检验通则第2部分:数控轴线的定位精度和重复定位精度的确定》
其位置精度为:
(1)定位精度:(X)0.016 mm (Z)0.032 mm
(2)重复定位精度:(X)0.007 mm (Z)0.013 mm
(3)正反差值:(X)0.006 mm (Z)0.012 mm
(4)圆度:≤0.005 mm
四、随机技术文件
1. 使用说明书
2. 合格证书
3. 装箱单
4. 数控系统操作说明书
5. 数控系统维修说明书
6. 卡盘使用说明书
(1)QK1219数控管螺纹主要外购件清单(标准配置)
(3)QK1219数控管螺纹车床随机附件清单
(返回目录)
QK1235数控管螺纹车床技术描述
QK1235数控管螺纹车床为我公司吸收国内先进技术的基础上设计开发的一款新产品,采用了大跨距主轴箱结构,改进了主轴箱的主轴轴承布置,增加了箱体的刚性;加大了主导轨的规格,其整机的强度、动静态刚性好、主要部件的机械结构布局合理,是一款高刚性、高精度及良好的精度保持性的全功能数控管螺纹车床,其生产效率高、操作宜人性好,造型美观、防三漏效果理想。
本机床配以FANUC数控系统,是一种专门用于石油套管螺纹加工的专用数控车床,加工外螺纹尺寸范围为φ110—φ340mm,加工锥螺纹的扣型包括圆形扣、偏梯形扣和其它特殊扣形。
一、关键、重要部件的结构形式和技术特征
1. QK1235数控管螺纹车床的主轴为高精密通孔式主轴,采用大直径精密双列圆柱滚子轴承和双向角接触球轴承组合排列,刚性好、精度高,采用进口脂润滑,在恒温、净化环境下装配,并经过精密静平衡测试,可保证主轴运转平稳,在AC变频电机的驱动下,具有良好的刚度和低速下的大扭矩。
2. 整体式高强度铸铁床身由专业铸造厂家采用树脂砂铸造,具有足够的刚性、良好的吸振性和热稳定性,采用宽跨距瑞士直线圆柱滚动导轨,机床承受载荷大,动态响应好,消除了低速爬行,具有良好的精度保持性好。
3. X、Z轴滚珠丝杠采用汉江丝杠,支撑轴承采用日本NSK丝杠专用轴承,大大提高了丝杠的刚度和抗热变形能力,并使进给精确度大幅度提高。
4. 集中式机床操作面板,及人工装载高度、排屑高度、显示器高度的设计充分体现了人机工程学宜人性要求,使操作更加方便、快捷。
5. 刀架采用排式刀架,换刀迅速、可靠。
6. 配气动三爪卡盘,工件夹紧可靠。
7. 机床电气柜密封性好,电气系统的安全性能符合GB/T5226.1-1996电器安全标准且电气系统具有故障诊断功能,当故障出现时可在屏幕上显示,电气柜加装空调装置。
8. 集中式自动润滑系统,可使机床的每个润滑点得到可靠、充分的润滑,且
注油时间间隔及注油量可调。
9. 独特的全防护设计,使机床无渗透、漏油现象,且防护门与机床启动连锁。
三、随机技术文件
1. 使用说明书
2. 合格证书
3. 装箱单
4. 数控系统操作说明书
5. 数控系统维修说明书
6. 卡盘使用说明书
四、机床制造和检验
机床采用下列国家标准及行业标准,并由工厂质量管理部门制订详细的检验
文件,按文件逐条检验把关。
《GB/T5226.1-1996 工业机械电气设备通用技术条件》
《JB/T4368.3数控卧式车床技术条件》
《GB/T16462 数控卧式车床精度检验》
《GB/T17421.2-2000 机床检验通则第2部分:数控轴线的定位精度和重复定位精度的确定》
其位置精度为:
1)定位精度:(X)0.016 mm (Z)0.032 mm
2)重复定位精度:(X)0.007 mm (Z)0.013 mm
3)正反差值:(X)0.006 mm (Z)0.012 mm
4)圆度:≤0.005 mm
(1)QK1235机床随机附件清单
(2)QK1235标准配置主要外购件清单。