堆焊在装载机主刀板上的应用
- 格式:doc
- 大小:116.00 KB
- 文档页数:7

堆焊的原理特点方法及应用1. 堆焊的原理堆焊是一种将焊接材料堆积在工件表面,通过热源加热使其熔化并与工件表面融合的焊接方法。
其原理基于以下几个关键点:•熔化:堆焊过程中,通过高热源对堆积的焊接材料进行熔化。
•融合:熔化的焊接材料与工件表面进行融合,形成牢固的连接。
•金属冷却:焊接完成后,通过冷却使焊接部位达到稳定的结构和性能。
2. 堆焊的特点堆焊具有以下几个特点:•高温熔化:堆焊过程需要高温热源,一般使用电弧、激光、等离子等方法进行加热,以达到焊接材料的熔化点。
•大变形:堆焊过程中,焊接材料经过熔化和融合,会在工件表面形成一层比较厚的堆焊层,从而改变了工件的尺寸和形状。
•易控制:堆焊过程中,可以根据需要精确控制焊接材料的堆积量和位置,以满足工件表面的修复、增强或改善要求。
3. 堆焊的方法堆焊方法主要有以下几种:•弧焊堆焊:使用电弧进行热源加热,常用的弧焊堆焊方法有手工电弧焊、埋弧焊、氩弧焊等。
•激光堆焊:使用激光进行热源加热,通过激光束的聚焦和扫描完成焊接,具有高能量密度和高精度的特点。
•等离子堆焊:使用等离子进行热源加热,通过等离子电弧的高温和高能量,熔化堆积的焊接材料,并与工件表面进行融合。
•电阻堆焊:利用电阻热效应,将电流通过焊接材料和工件表面产生热量,并使其熔化和融合。
4. 堆焊的应用堆焊方法在工业领域中有广泛的应用,主要包括以下几个方面:•修复和增强:堆焊可用于修复磨损、腐蚀或破损的工件,如轴承座、轴颈等重要零部件的修复,并可以通过堆焊增加零件的使用寿命和强度。
•表面改性:通过堆焊可以改变工件表面的性能和特性,如抗磨损、抗腐蚀、耐高温等,从而提高工件的使用寿命和耐用性。
•零件制造:堆焊可用于制造特殊形状或特殊材料的零件,如合金、复合材料等,通过堆焊可以在基础材料上堆积所需的材料,以满足特定的使用要求。
•化工工业:堆焊在化工工业中应用广泛,如石油化工设备、管道、反应器等重要设备的修复、增强和防腐蚀。

盾构机刀具刀盘修复堆焊焊丝和耐磨复合钢板研究赵学彬,孙哲峰,张发云,王建英(北京佳倍德工程技术有限公司,北京100025)摘要:北京地区地层中含有大量的砂砾和卵石,地铁盾构施工时盾构机刀具受到高应力下的磨粒磨损和冲击作用,损耗严重。
进口刀具仅能掘进250米左右,这不仅增加了地铁施工成本,影响了施工进程,还增加了因刀具更换次数过多而带来的塌方隐患。
本文从刀具的堆焊修复着手开展了盾构机刀具强化研究,开发了SHIELD系列堆焊药芯焊丝。
SHIELD系列焊丝所制堆焊层硬度在HRC51以上,堆焊时无需对刀体进行预热和焊后热处理,堆焊层无裂纹。
通过冲击实验和磨粒磨损实验,考察了堆焊层的硬度、组织及其磨粒磨损性能,实验结果表明堆焊层具有优异的耐磨耐冲击性能。
通过合理的堆焊层设计,强化的盾构机刀具达到掘进780余米的使用寿命。
关键词:盾构机刀具;堆焊;药芯焊丝;冲击;磨粒磨损Abstract: In Beijing area, there are plenty of grit and scree in soil. When shield machine works, its cutters suffer from strong impact and high stress grinding abrasion. And the import cutters’ service life is just about 250m. It increases the cost and delays the schedule of subway construction, and also takes more dangers for more times of shield cutters’replacing. Launched on repairing of the cutters, hardfacing flux-cored wire named SHIELD is devised. The hardness of deposited metal is above to 51HRC. It needs no preheating and after-heating to cutters in welding and there are no cracks in the deposited metal. The hardness, microstructure and performance of deposited metal were researched through impact testing and grinding abrasion testing. The results show that the deposited metal is good at hard-working and bearing of wear abrasion. The service distance of developed cutters is more than 780m through appropriate design of hardfacing layer with SHIELD. Key Words: shield machine; hardfacing; flux-cored wire; impact; grinding abrasion中图分类号:TG47,TG71 文献标识码:A0 引言盾构法是利用盾构机在地面以下暗挖隧道的一种施工方法,具有安全高效、对地面干扰小等优点,是当前城市隧道建设的最佳选择。

立磨堆焊方案1. 简介立磨堆焊是一种常用的表面修复和修复技术,广泛应用于工业领域。
本文将介绍立磨堆焊的原理、操作流程和注意事项。
2. 原理立磨堆焊是通过磨削和焊接的结合来修复受损的金属表面。
其原理如下:1.准备:首先,需要对受损的金属表面进行清理和准备工作,以确保焊接效果和强度。
2.堆焊:使用合适的焊丝将金属材料迅速堆积在受损的表面上。
这可以修复损坏的金属,并增加材料的耐磨性。
3.磨削:修复后的表面可能会有不平整或高于所需尺寸的部分。
通过磨削操作,将表面修整至预定尺寸,使其达到设计要求。
4.冷却:焊接完成后,需要将堆积在表面上的热量散发,以确保焊接区域的材料性能稳定。
3. 操作流程立磨堆焊的操作流程如下:1.工件准备:准备需要修复的金属工件,并确保表面干净、无油脂和灰尘。
2.清理和准备:使用金属刷、砂纸等工具清理受损表面,将其除去锈蚀、氧化或其他污染物。
3.焊丝选择:根据工件材料和要求选择合适的焊丝。
要考虑焊接强度、耐磨性和耐蚀性等因素。
4.堆焊:使用焊接设备和焊丝将金属材料堆积在受损表面,按照均匀的焊接速度进行操作,以确保焊接质量。
5.磨削:使用砂轮或其他磨削工具对焊接修复的表面进行磨削,直到达到所需的尺寸和光洁度。
6.清理和检查:清理焊接区域的金属屑和其他杂物,并对修复后的表面进行检查,以确保焊接质量和外观。
4. 注意事项在进行立磨堆焊时,需要注意以下几点:•安全操作:在进行堆焊和磨削操作时,务必佩戴适当的个人防护设备,如护目镜、手套和防护服等。
•选择适当的焊丝:根据工件材料和要求选择合适的焊丝。
要考虑焊接强度、耐磨性和耐蚀性等因素。
•控制堆焊速度:堆焊时,需要控制焊接速度,以确保堆焊的均匀性和质量。
•磨削过程中的保护:在磨削过程中,要注意保护修复区域,防止过度磨损和划伤。
•检查修复质量:修复完成后,要对修复区域进行检查,确保焊接质量和外观符合要求。
•严格遵守操作规程:在进行立磨堆焊操作时,要严格按照操作规程进行操作,确保安全和修复质量。

常用模具材料的淬火与堆焊模具是制造工业产品时不可或缺的工具。
模具的质量和性能直接影响到产品的制造质量和效率。
常用模具材料包括碳素钢、合金钢和铸铁等。
为了提高模具的硬度和耐磨性,常常需要对模具材料进行淬火处理。
另外,为了修复和加固已经磨损或者受损的模具,需要进行堆焊修复。
下面将分别介绍常用模具材料的淬火和堆焊处理方法。
一、碳素钢的淬火处理碳素钢是用途最广泛的模具材料之一、它包括普通碳素钢和工具钢两种。
碳素钢的淬火处理主要是通过快速冷却来提高材料的硬度和耐磨性,使得模具具备足够的强度和硬度来耐受工作时的冲击和磨损。
碳素钢的淬火处理一般包括以下几个步骤:1.加热首先将模具材料加热到适当的温度范围内。
加热温度一般根据材料的成分和用途来确定,通常在800℃-950℃之间。
2.保温将模具材料保持在加热温度下一段时间,使得材料内部的组织达到均匀的高温状态。
3.冷却在保温一段时间后,将模具材料迅速冷却到室温或低温。
冷却速度越快,碳素钢的硬度和耐磨性越高。
二、合金钢的淬火处理合金钢是一种含有其他合金元素的钢材。
它具有较高的强度、硬度和韧性,适用于制作承受较大载荷和工作条件较复杂的模具。
合金钢的淬火处理一般比碳素钢略为复杂,主要包括以下几个步骤:1.加热合金钢的加热温度一般比碳素钢高,通常在900℃-1100℃之间。
加热时间也比碳素钢长,以保证合金元素充分溶解在基体中。
2.保温将合金钢保持在加热温度下一段时间,使得合金元素充分溶解在基体中。
3.冷却合金钢的冷却速度一般要比碳素钢慢一些,以保证在淬火过程中不会出现大的变形和裂纹。
三、铸铁的淬火处理铸铁是一种具有优良的压缩性、耐磨性和耐热性的模具材料。
与钢材相比,铸铁的淬火处理稍为不同。
铸铁的淬火处理一般包括以下几个步骤:1.预热将铸铁材料加热到适当的温度,通常在500℃-600℃之间。
预热可以缓解材料内部的残余应力,避免淬火时出现裂纹。
2.加热将铸铁材料继续加热到适当的淬火温度。
硬面堆焊技术在各个领域的应用硬面堆焊就是对耐磨部件表面硬化处理的过程。
采用高硬度的药芯焊丝和WD-BX1型专业明弧平焊焊接设备进行表面堆焊,从而使耐磨部件表面形成比母材材质更耐磨的高铬复合碳化物,并能够使该高铬碳化物与母材很好的结合成一个整体。
采用这种技术会节约采购成本的50%以上,有效生产使用时间是原新品的2倍以上。
例如:企业购置新品进行生产活动,在耐磨件磨损到最佳生产效率以下时(磨损量约占新品总重量的一小部分),企业就会报废该部件重新购置,那么余下的大部分报废处理不经济,增加采购费用,加重企业经济负担。
因为采用硬面堆焊技术可以降低采购费用,又能延长耐磨部件的使用寿命,在各个行业得到了广泛的关注与应用。
下面就各个行业的实际情况,介绍硬面堆焊技术的应用。
1、钢铁行业硬面堆焊技术的应用钢铁厂的耐磨部件工作环境非常恶劣。
生产过程中温度高,冷热循环频繁,使耐磨设备加速磨损,增加钢铁厂的维修成本及工作人员的劳动强度。
例如钢铁厂中的连铸辊是连轧机的主体,在生产过程中,连铸辊通过产生挤压力来使钢坯成型。
此种工作原理使连铸辊受到钢坯的高温及反作用力的影响,就会使连铸辊的表面产生非疲劳性裂纹,可以直观看清,甚至成片状脱落。
给生产运行带来极大的不便,影响生产效率,甚至造成停产。
很多钢铁厂深知,购买新品交货工期长,而且生产成本也提高了一半以上。
以连轧机中的一个连铸辊为例,当该辊磨损到最佳生产率以下时,实际消耗不足整体辊子的1/10,那么9/10的铸辊报废处理不经济。
所以钢铁厂大都采用硬面堆焊技术,在报废的辊子表面堆焊硬面合金,直到堆到辊子原表面尺寸。
这样,一来可以降低生产成本的一半以上,二来缩短恢复生产的时间,另外,过钢量增长8~10倍,经济合理。
2、水泥生产企业硬面堆焊技术的应用目前新型干法生产线在我国蓬勃发展,立式磨机以它的低能耗被广泛应用到水泥生产线中。
例如:生料粉磨、熟料粉磨、煤粉粉磨以及矿渣粉磨。
立式磨机(通常称为立磨)因此成为相关企业关注的热点,从而也应运而生很多服务项目。
堆焊焊接工艺在实际工作中的应用唐跃庭1、概述堆焊是在工件的任意部位焊敷一层特殊的合金面或修复外形不合格的金属旧零件的工艺方法。
堆焊技术发展初期主要应用于修复零件的形状尺寸,并涉及将恢复形状尺寸表面强化及表面改性相结合,全球一体化后堆焊技术的应用领域进一步扩大,堆焊技术从修理业扩展到制造业,堆焊可以采用不同的基体,在这些基体上使用不同的堆焊材料使表面达到我们所需要的性能,其目的是提高工件的耐磨损、耐腐蚀及耐热等性能。
例如:在普通碳素钢工件的磨损面上堆焊一层耐磨损合金,不但可以降低成本而且可以获得优异的综合性能。
利用堆焊工艺修复受到磨损或腐蚀的工作是多、快、好、省的方法。
2、堆焊焊接工艺特点堆焊焊接工艺的物理本质、热过程、冶金过程以及堆焊金属的凝固结晶与相变过程,与一般的焊接方法相比是没有什么区别的。
然而,堆焊主要是以获得特定性能的表层、发挥表面层金属性能为目的,所以堆焊工艺有以下几个特点:2.1根据技术要求合理地选择堆焊合金类型,因为被堆焊的工件的形状各异,金属种类繁多,所以,堆焊前应首先分析零件的工作状况,确定零件的材料和性质。
根据具体的情况选择堆焊合金系统。
2.2以降低稀释率为目的,选择堆焊方法零件的基体大多是低碳钢或低合金钢,而表面堆焊层含合金元素较多,为了获得预期的堆焊成分和效果,就必须减小母材向焊缝金属的熔入量,也就是稀释率。
2.3堆焊层与基体金属间应有相近的性,由于通常堆焊层与基体的化学成分差别很大,为防止堆焊层与基体间在堆焊、焊后热处理及使用过程中产生较大的热应力与组织应力,常要求堆焊层与基体的热膨胀系数和相变温度最好接近,否则容易造成堆焊层开裂及剥离。
2.4材料堆焊必须根据具体情况正确进行选择,堆焊工件及工作条件十分复杂,堆焊时必须根据不同要求选用合适的焊条,不同的堆焊工件和堆焊焊条要采用不同的堆焊工艺,才能获得满意的堆焊效果。
3、堆焊焊接易出现的问题及预防3.1堆焊中最常碰到的问题是开裂,防止开裂的方法主要是焊前预热、焊后缓冷。
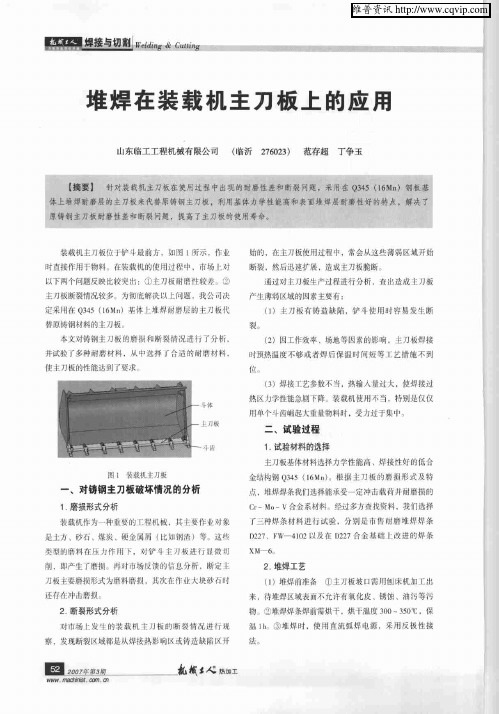
堆焊在装载机主刀板上的应用(图文) 针对装载机主刀板在使用过程中出现的耐磨性差和断裂问题,采用在Q345 ( 16 Mn) 钢板基体上堆焊耐磨层的主刀板来代替原铸钢主刀板,利用基体力学性能高和表面堆焊层耐磨性好的特点,解决了原铸钢主刀板耐磨性差和断裂问题,提高了主刀板的使用寿命。
装载机主刀板位于铲斗最前方,如图1 所示,作业时直接作用于物料。
在装载机的使用过程中,市场上对以下两个问题反映比较突出:①主刀板耐磨性较差。
②主刀板断裂情况较多。
为彻底解决以上问题,我公司决定采用在Q345 ( 16 Mn) 基体上堆焊耐磨层的主刀板代替原铸钢材料的主刀板。
本文对铸钢主刀板的磨损和断裂情况进行了分析,并试验了多种耐磨材料,从中选择了合适的耐磨材料,使主刀板的性能达到了要求。
一、对铸钢主刀板破坏情况的分析
1. 磨损形式分析
装载机作为一种重要的工程机械,其主要作业对象是土方、砂石、煤炭、硬金属屑( 比如钢渣) 等。
这些类型的磨料在压力作用下,对铲斗主刀板进行显微切削,即产生了磨损。
再对市场反馈的信息分析,断定主刀板主要磨损形式为磨料磨损,其次在作业大块砂石时还存在冲击磨损。
2. 断裂形式分析
对市场上发生的装载机主刀板的断裂情况进行观察,发现断裂区域都是从焊接热影响区或铸造缺陷区开始的,在主刀板使用过程中,常会从这些薄弱区域开始断裂,然后迅速扩展,造成主刀板脆断。
通过对主刀板生产过程进行分析,查出造成主刀板产生薄弱区域的因素主要有:
( 1) 主刀板有铸造缺陷,铲斗使用时容易发生断裂。
( 2) 因工作效率、场地等因素的影响,主刀板焊接时预热温度不够或者焊后保温时间短等工艺措施不到位。
( 3) 焊接工艺参数不当,热输入量过大,使焊接过热区力学性能急剧下降。
装载机使用不当,特别是仅仅用单个斗齿崛起大重量物料时,受力过于集中。
二、试验过程
1. 试验材料的选择
主刀板基体材料选择力学性能高、焊接性好的低合金结构钢Q345 ( 16 Mn) 。
根据主刀板的磨损形式及特点,堆焊焊条我们选择能承受一定冲击载荷并耐磨损的Cr - Mo - V 合金系材料。
经过多方查找资料,我们选择了三种焊条材料进行试验,分别是市售耐磨堆焊焊条D227 、F W—4102 以及在D227 合金基础上改进的焊条XM—6 。
2. 堆焊工艺
( 1) 堆焊前准备①主刀板坡口需用刨床机加工出来,待堆焊区域表面不允许有氧化皮、锈蚀、油污等污物。
②堆焊焊条焊前需烘干,烘干温度300 ~350 ℃,保温1h 。
③堆焊时,使用直流弧焊电源,采用反极性接法。
( 2) 堆焊工艺要点①为使堆焊层达到最好的耐磨状态,防止耐磨层合金元素过渡和稀释,堆焊分两层,每层焊接参数、焊缝尺寸、焊道间距等见表1 。
②要求整个堆焊过程连续进行,尽量缩短每道间断时间,以保证层间温度。
③前道焊缝焊后清理药皮、氧化皮等;如果有未熔合等焊接缺陷,可以进行局部焊补,焊后用珍珠粉或硅酸盐保温6h。
④堆焊层总高度3 ~5mm,焊后用油压机校平。
三、堆焊效果分析
1. 堆焊层熔敷金属分析
利用直读光谱仪对堆焊层金属进行化学成分分析,具体数据见表2 。
由表2 可看出,焊条D227 和XM—6相对于FW—4102 主要是减少了可以使熔敷金属加工硬化的Mn;同时相对于FW—4102 和铸钢增加了可以使熔敷金属弥散强化的Mo 和V。
2. 试样磨损分
在试验机上对三种堆焊的熔敷金属和原铸钢试块进行磨损试验,耐磨性通过磨损量来衡量。
根据铲斗主刀板作业对象,选取三种磨料进行磨损试验,分别是粗刚玉磨料、细湿石英沙磨料以及粗河沙磨料,磨损时间为4h,试验机的运转速度恒定。
磨损试验结果分别见图3 、图4 、图5 ,根据对试块的磨损分析,决定选用XM—6堆焊焊条。
3. 成本分析
尽管堆焊前需要对主刀板进行切割下料和机加工,但减少了主刀板与斗体焊接前的预热和焊后保温,所以堆焊主刀板比铸钢材料仍便宜很多,并且相对于铸钢材料性能又大大提高,减少了售后服务。
另外,从成本上来讲,堆焊主刀板也
优于原铸钢材料,表3 是主刀板生产成本对比。
4. 市场反馈信息分析
用选定的焊条XM—6 做堆焊材料,首批试验了100台装载机,在使用了3 个月后对试验装载机进行了市场调研。
结果表明,堆焊后的主刀板在市场上反映良好,耐磨性较以前有很大的提高,特别是主刀板断裂问题已经杜绝。
四、结语
堆焊主刀板代替铸钢主刀板不仅提高了主刀板的耐磨性,而且还从根本上解决了铸钢主刀板断裂的问题,提高了装载机的使用性能。