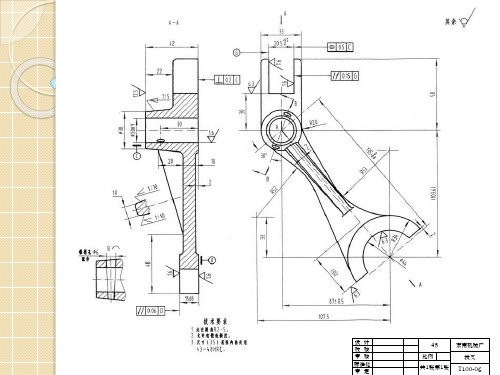
XH直插针座图纸
- 格式:pdf
- 大小:921.10 KB
- 文档页数:1

电脑9针RS232直连串口延长线制
作方法
07月23日
一、配件及工具
1.购买两个的DP9头(一个公头,一个母头,这个根据需要插上的接口所决定的)
2. 电烙铁一把、焊锡若干
3. 三条普通导线
4. 目的:制作成电脑9针RS232直连串口延长线
5. 功能:延长9针RS232串口接口
二、串口DP9头针脚顺序辨别
1. 九针母头端子针脚顺序图
2. 九针公头端子针脚顺序图
说明:可以仔细查看引脚左方的数字标注,表示对应的引脚标号。
三、直连串口连接方法
1.9针对9针串口直连连接方法
2.2. 9针对9针串口直连连接示意图
说明:绿色接2脚,橙色接3脚,白绿接5脚
四、直连串口连接成品展示
1.迷你型的9针RS232直连串口延长线
2.普通型的9针RS232直连串口延长线
3.工业成品的9针RS232直连串口延长线
五、扩展说明
在实际应用中,9针RS232串口线通常是用在计算机与外围设备的通信,多用于工控和测量设备以及部分通信设备中。
如三菱plc梯形图下载以及工控触摸屏画面下载等。
通常在9针的基础再进行简化,只用其中的2、3、5三个管脚进行通信。
这三个管脚分别是接收线、发送线和地线,在一般情况下即可满足通讯的要求。
通常进行串口数据通信,需要使用到RS232交叉串口线,如下图所示,其中2、3两脚是交叉互联的,这很容易理解,因为一个设备的发送线必须联接到另外一台设备的接收线上,反之亦然。
另外说明一下,232信号的有效通讯距离是15M。
电控设计规范印刷电路板(PCB)通用设计规范(发布日期:2009-09-14)目次1 范围 (2)2 规范性引用文件 (2)3 基本原则 (2)3.1电气连接的准确性 (2)3.2可靠性和安全性 (2)3.3工艺性 (2)3.4经济性 (2)4 技术要求 (2)4.1印制板的选用 (2)4.2自动插件和贴片方案的选择 (3)4.3布局 (3)4.4元器件的封装和孔的设计 (10)4.5焊盘设计 (12)4.6布线设计 (15)4.7丝印设计 (17)5 相关管理内容 (18)5.1设计平台 (18)5.2贮存格式 (18)1范围本设计规范规定了空调电子控制器印制电路板设计中的基本原则和技术要求。
本设计规范适用于美的家用空调国际事业部的电子设备用印刷电路板的设计。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 4706.1 家用和类似用途电器的安全第一部分: 通用要求GB/T 4588.3 印刷电路板设计和使用QMG-J29.001 空调器电子控制器QMG-J52.010 印制电路板(PCB)QMG-J33.001 空调器防火设计规范QMG-J85.029 电气间隙、爬电距离和穿通绝缘距离试验评价方法3基本原则在进行印制板设计时,应考虑以下四个基本原则。
3.1电气连接的准确性印制板设计时,应使用电原理图所规定的元器件,印制导线的连接关系应与电原理图导线连接关系相一致,印制板和电路原理图上元件序号必须一一对应,非功能跳线(仅用于布线过程中的电气连接)除外。
注:如因结构、电气性能或其它物理性能要求不宜在印制板上布设的导线,应在相应文件(如电原理图上)上做相应修改。
3.2可靠性和安全性印制板电路设计应符合相应电磁兼容和电器安规标准的要求。
本科毕业设计(论文) 题目:RJ45水晶头接线座塑料模具设计系别:机电信息系专业:机械设计制造及其自动化班级:学生:学号:指导教师:2013年05月RJ45水晶头接线座塑料模具设计摘要随着社会的发展,不同品种和功能的塑料的出现,塑料产品与我们的日常生活越来越密切。
RJ45水晶头接线座是我们日常生活中经常接触到的接口设备之一,其主要用于连接网卡端口、交换机、电话等;计算机网络用的RJ45接线座是标准的8位模块化接口。
本次毕业设计的题目是“RJ-45水晶头接线座注塑模设计”。
该设计主要是通过对塑件的结构形状、尺寸精度和成型要求来进行注射成型工艺的可行性分析,并完成注射模具的设计。
其中,塑件的成型工艺分析主要包括:塑料的成型特性、塑件结构特点、表面粗糙度、达到的使用要求和脱模分析。
以此来确定型腔数目、分型面位置、浇注方式、脱模方式等。
最后完成一幅完整的模具设计总图,包含成型部分、合模导向机构、推出机构、侧向分型抽芯机构、冷却系统等的设计,设计的过程包括了对成型零件的计算、抽芯机构的校核计算等。
在设计的过程主要应用了PRO/E软件完成对塑件的实体造型,并对塑件的体积、质量等进行分析,最后通过Auto CAD完成零件图和装配图,并最终完成塑料模具的设计过程。
关键词:塑料;成型工艺;注射模具设计;抽芯机构;脱模机构AbstractWith the development of society, different varieties and function plastic appearance in our lives, plastic productions have closer to our daily lives.RJ-45 terminal block is one of the interface device in our daily life that we often come into contact with. It often used for network cards, switches, telephones, etc; Computer network wiring blocks using a standard 8-bit modular interface. The subject of the graduation project is “injection mould design for RJ-45 terminal block ” Through the feasibility ana lysis the plastic part structure and shape, the size and shape require for injection molding process, and complete the injection mold design. Analyze and determine the die's parting plane, the number of die cavity, gate’s forming, gate’s position and its s ize. Besides, we need to analysis the stress, the registration and the guide mechanism's design of the dies, the mould emptier design, the cooling system's design, etc. At last, we should finish the die's general assembly drawing. The design have mostly used the Pro/E soft to progress the solid modeling, then analysis the volume and quality of the plastic part. And it has been through the Auto CAD to finish de detail drawing and the assembly drawing, then finish the design processes of injection mold.Key word: Plastic;mold forming;Inject mold design;core pulling mechanism;mould emptier目录1 绪论 (1)2 RJ-45水晶头接线座分析 (2)3 塑料材料分析 (3)3.1 PVC基本特性 (3)3.2 PVC成型工艺分析 (3)4 塑件的工艺分析 (5)4.1 塑件的结构分析 (5)4.2 塑件尺寸及精度分析 (6)4.3 塑件表面质量分析 (6)4.4 塑件脱模斜度分析 (6)4.5 塑件的壁厚分析 (7)4.6 塑件的体积和质量 (7)5 注射机的型号和规格选择及校核 (8)5.1 初选注射机规格 (8)5.2 注射机工艺参数校核 (8)5.3 注射机安装部分与模具相关尺寸校核 (9)6 塑料制件在模具中的位置 (11)6.1 型腔数目的确定 (11)6.2 型腔的布局 (11)6.3 分型面的设计 (11)7 浇注系统的设计 (13)7.1 主流道设计 (13)7.2 分流道设计 (14)7.3 浇口设计 (16)7.3.1 浇口的截面形状和尺寸 (16)7.3.2 浇口位置的选择 (17)7.4 冷料穴和拉料杆设计 (18)8 成型零部件设计 (19)8.1 成型零部件结构设计 (19)8.1.1 凹模结构设计 (19)8.1.2 型芯结构设计 (20)8.2 成型零部件工作尺寸计算 (20)8.2.1 型腔和型芯径向尺寸计算 (21)8.2.2型腔深度和型芯高度尺寸计算 (24)8.2.3 中心距尺寸的计算 (25)9 结构零部件设计 (27)9.1 标准注射模架的选取 (27)9.2 支承件设计 (28)9.3 限位钉设计 (28)9.4 定模座板与动模座板设计 (29)9.5 合模导向机构设计 (29)9.5.1 导柱设计 (29)9.5.2 导套设计 (30)10 推出机构设计 (32)10.1 推出方式的选取 (32)10.2 推出力计算 (32)10.3 推出机构设计 (33)10.3.1 推杆推出机构设计 (33)10.3.2 推出机构导向与复位 (35)11 侧向分型与抽芯机构的设计 (36)11.1 侧向分型与抽芯机构的选择 (36)11.2 斜导柱侧向分型与抽芯机构的设计 (37)11.2.1 斜导柱设计 (38)11.2.2 侧滑块设计 (40)11.2.3 侧滑块定位装置设计 (41)11.2.4 导滑槽设计 (42)11.2.5 楔紧块设计 (42)12 温度调节系统的设计 (43)12.1 冷却回路的尺寸确定 (43)12.2 冷却回路布置 (44)13 模具可行性分析 (46)13.1本模具的特点 (46)13.2市场效益及经济效益分析 (46)结论 (47)致谢 (49)参考文献 (50)1 绪论1 绪论在当今工业生产中,塑料工业业已形成从设计、生产、检测到标准和教学的一整套完整的工业体系,这促进了塑料产品的研发和使用范围,塑料制品的应用从航天领域到日常生活,无所不在。
排针规格大全排针百科排针所有规格排针规格排针规格大全排针百科看这里-给大家讲解下排针具体的规格:2.54mm YLW排针连接器系列:2.54mm单排针,单排双塑,180度,H=1.5/2.0/2.5mm2.54mm双排针,双排双塑,180度,H=1.5/2.0/2.5mm2.54mm单/双排弱,90度,H=1.5/2.0/2.5mm2.54mm单/双排针,SMT,H=1.5/2.0/2.5mm2.54mm单排双塑,双排双塑,SMT,H=1.5/2.0/2.5mm2.54mm三排针,90/180度,H=2.5mm2.54mm单/双排针,打K,H=1.5/2.0/2.5mm2.54mm双排针,90/180度,H=4.3mm2.54mm双排针,90/180度,H=7.4mm2.54mm双排针,双塑,90度,塑宽=9.7mm,H=2.54mm2.00mmYLW排针连接器系列:2.00mm单排针,单排双塑,180度,H=1.0/1.5/2.0mm2.00mm双排针,双排双塑,180度,H=1.0/1.5/2.0mm2.00mm单/双排针,90度,H=1.0/1.5/2.0mm2.00mm单排双塑,双排双塑,90度,H=1.0/1.5/2.0mm2.00mm单/双排针,SMT,H=1.0/1.5/2.0mm2.00mm单/双排针,打K,H=1.0/1.5/2.0mm2.00mm双排针,180度,90度,H=4.0mm2.00mm三排针,180度,H=2.0mm2.00mm四排针,180度,H=2.0mm1.27mm 永连旺排针连接器系列:1.27mm单排针,单排双塑,180度,H=1.0/1.5/1.7/2.0/2.5mm1.27mm双排针,双排双塑,180度,H=1.0/1.5/2.0/2.5mm1.27mm单/双排针,90度,H=1.0/1.5/2.0/2.5mm1.27mm单/双排针,SMT,H=1.0/1.5/1.6/2.0/2.5mm1.27mm单排双塑,双排双塑,SMT,H=1.0/1.5/2.0/2.5mm1.27mm单排双塑,双排双塑,90度,H=1.0/1.5/1.6/2.0/2.5mm1.00mm 排针连接器系列:1.00mm单排针,单排双塑,180度,H=1.0/1.5mm1.00mm双排针,双排双塑,180度,H=1.0/1.5mm1.00mm单排双塑,SMT,H=1.0/1.5mm1.00mm双排双塑,SMT,H=1.0/1.5mm1.00mm单排针,双塑,SMT,H=1.0/1.5mm0.80mm排针系列:0.80mm双排针,SMT,180度,H=1.38mm三排针。