零件图的尺寸标注
- 格式:ppt
- 大小:562.00 KB
- 文档页数:12

零件图的尺寸标注一、根本要求零件上各局部的大小是按照图样上所标注的尺寸进行制造和检验的。
零件图中的尺寸,不但要按前面的要求做到正确、完整、清晰,而且应满足合理性要求。
所谓合理,是指所标注的尺寸既符合零件的设计要求,又便于加工和检验〔即满足工艺要求〕。
本节将重点介绍标注尺寸的合理性问题。
二、尺寸基准零件图尺寸标注既要保证设计要求,又要满足工艺要求,首先应当正确选择尺寸基准。
尺寸基准是指零件装配到机器上或在加工测量时,用以确定其位置的一些面、线或点。
它可以是零件上的对称平面、安装底平面、端面、与其他零件的结合面、主要孔和轴的轴线等。
选择尺寸基准的目的,一是为了确定零件在机器中的位置或零件上几何元素的位置,以符合设计要求;二是为了在制作零件时,确定测量尺寸的起点位置,便于加工和测量,以符合工艺要求。
因此,根据基准的功能不同,将基准分为设计基准和工艺基准。
1.设计基准根据零件结构特点和设计要求而选定的基准称为设计基准。
零件有长、宽、高三个方向,每个方向都要有一个设计基准,该基准又称为主要基准。
对于轴套类和轮盘类零件,实际设计中经常采用的是轴向基准和径向基准,如图3-2-4所示。
2.工艺基准在加工时,确定零件装夹位置和刀具位置的一些基准以及检测时所使用的基准称为工艺基准。
工艺基准有时可能与设计基准图3-2-4 轴类零件的基准选择基准的原那么是:尽可能使设计基准与工艺基准一致,以减少两个基准不重合而引起的尺寸误差。
当设计基准与工艺基准不一致时,应以保证设计要求为主,将重要尺寸从设计基准注出,次要基准从工艺基准注出,以便加工和测量。
三、合理选择标注尺寸应注意的问题1.结构上的重要尺寸必须直接注出重要尺寸是指零件上对机器的使用性能和装配质量有影响的尺寸,这类尺寸应从设计基准直接注出。
如图3-2-5中的高度尺寸32±和安装孔的中心距40为重要尺寸,应直接从主要基准图3-2-5 重要尺寸从设计基准直接注出2.防止出现封闭的尺寸链封闭的尺寸链是指一个零件同一方向上的尺寸像链条一样,一环扣一环首尾相连,成为封闭形状。

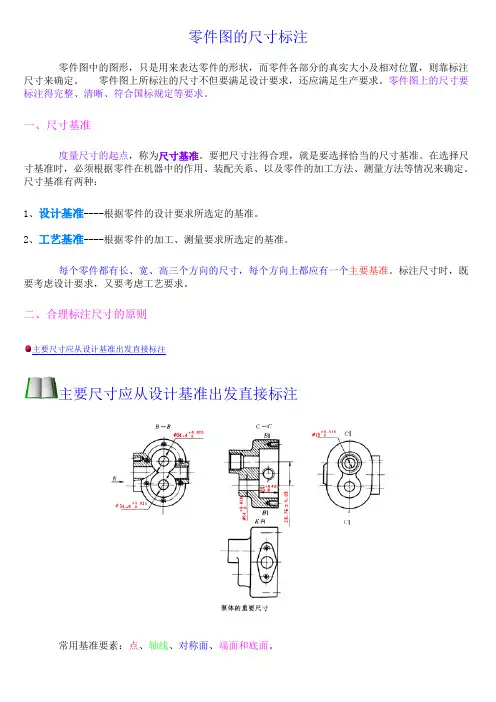
零件图的尺寸标注零件图中的图形,只是用来表达零件的形状,而零件各部分的真实大小及相对位置,则靠标注尺寸来确定。
零件图上所标注的尺寸不但要满足设计要求,还应满足生产要求。
零件图上的尺寸要标注得完整、清晰、符合国标规定等要求。
一、尺寸基准度量尺寸的起点,称为尺寸基准。
要把尺寸注得合理,就是要选择恰当的尺寸基准。
在选择尺寸基准时,必须根据零件在机器中的作用、装配关系、以及零件的加工方法、测量方法等情况来确定。
尺寸基准有两种:1、设计基准----根据零件的设计要求所选定的基准。
2、工艺基准----根据零件的加工、测量要求所选定的基准。
每个零件都有长、宽、高三个方向的尺寸,每个方向上都应有一个主要基准。
标注尺寸时,既要考虑设计要求,又要考虑工艺要求。
二、合理标注尺寸的原则主要尺寸应从设计基准出发直接标注主要尺寸应从设计基准出发直接标注常用基准要素:点、轴线、对称面、端面和底面。
一般尺寸应从工艺基准出发标注一般尺寸的标注应考虑加工工艺要求对于零件上的一般尺寸,其设计基准的选择应考虑加工工艺的要求,即从更于加工,测量、装配等为出发点,把设计基准定在工艺基准上,即设计基准服从工艺基准,与工艺基准重合,如上图所示减速器低速轴的部分尺寸,其中长度方向(轴向)尺寸均为未注公差的一般尺寸,这些尺寸的设计基准的确定和尺寸注法应从便于加工的工艺要求来确定,即从符合车削加工工序、便于车削加工要求来确定,见下图。
不重要尺寸作为尺寸链的封闭环,不注尺寸不重要尺寸作为尺寸链的封闭环,不注尺寸下图a所示的轴承座中,高度方向尺寸A,B和C构成一个封闭的链状,这种相互联系且按一定顺序排列的封闭尺寸组合称为尺寸链。
尺寸链中的每一个尺寸称为尺寸链的环。
其中在加工过程(或装配过程)最后形成的一环称为封闭环,而其余各环则称为组成环。
显然,任一组成环的尺寸变动必然引起封闭环尺寸的变动,且封闭环的尺寸误差为各组成环的尺寸误差之和。
图中尺寸A士a为重要尺寸应直接注出;与此同时,还需注出一般尺寸B;而尺寸C为不重要尺寸应作为尺寸链的封闭环,不注尺寸,见下图b,让其在加工最后自然形成(加工出尺寸A和B后,即可得到尺寸C)以累积各组成环(尺寸A和B)的误差,对零件的质量并无影响。
零件图的尺寸标注零件图上的尺寸是零件加工、检验的重要依据。
遗漏一个尺寸,零件加工就无法进行;错注一个尺寸,整个零件就可能报废。
因此,在绘制零件图时,应高度重视尺寸标注。
零件图尺寸标注的根本要求是:正确、完整、清晰、合理。
关于正确、完整、清晰,已在组合体一章进行过讨论,这里不再重述。
所谓合理,即标注的尺寸既要满足设计要求,又要满足工艺要求,就是说,既要保证零件在机器中的工作性能,又要使加工、测量方便。
而要真正做到这一要求,需要设计者具备一定的专业知识和生产实际经验。
本节只简单介绍零件尺寸合理性的根本知识。
1.尺寸基准零件在设计、制造和检验中度量尺寸的起点,称为尺寸基准。
根据基准的作用不同,可把基准分为两类:〔1〕设计基准根据零件在机器中的作用及结构特点,为保证零件的设计要求,用以确定零件在机器或部件中准确位置的点、线、面,称为设计基准。
设计基准是尺寸标注时的主要尺寸基准。
任何零件都有长、宽、高三个方向的尺寸基准,且每个方向只能选择一个主要设计基准。
纯回转体只有径向和轴向设计基准。
常见的设计基准有:零件上主要回转结构的轴线;零件结构的对称中心面;零件的重要支承面、装配面、两零件的重要结合面;零件的主要加工面。
从设计基准出发标注尺寸,可以直接反映设计要求,能表达零件在部件中的功能。
图9-23是一个轴承挂架。
在机器中,轴承挂架要准确定位于安装位置才能工作,因此,设计轴承挂件时,尺寸基准必须首先满足这个条件。
以安装面Ⅰ作为长度方向的设计基准,可确定轴承挂架在机器中的左右位置。
以对称面Ⅱ作为宽度方向的设计基准,挂架宽度方向的尺寸关于面Ⅱ对称标注,如两安装孔的孔距100关于面Ⅱ对称标注,可保证轴承挂架在机器中的前后准确位置;用安装面Ⅲ作为高度方向的设计基准,可确定挂架在机器中的上下位置,例如,以此为起点标注尺寸115,可保证挂架的轴承孔在机器中的上下准确位置。
a〕轴承挂架安装方法b〕轴承挂架设计基准图9-23 轴承架设计基准〔2〕工艺基准工艺基准是在加工或测量时,确定零件相对机床、工装或量具位置的面、线或点。