高速磨削方法简介.
- 格式:ppt
- 大小:540.50 KB
- 文档页数:24
磨削技术论文:超高速磨削及其优势探析一、概述超高速磨削作为一种高精度精密加工技术,已在各个领域得到广泛应用。
本文将从超高速磨削的基本原理入手,分析其优势,探讨其在建筑领域的应用前景。
二、基本原理超高速磨削是利用高速旋转的砂轮磨削工件表面,以达到高精度加工的一种技术。
它与传统的磨削技术不同之处在于,超高速磨削使用的砂轮转速通常在1万~10万转/分之间,较传统的磨削转速快得多。
这种高速磨削技术可以大幅提高加工效率,同时还能够获得更高的精度和光洁度。
三、优势分析1. 精度高超高速磨削的砂轮转速快,磨削力大,可以快速去除工件表面杂质,得到更加精细的加工表面,精度可达到0.005mm以下。
2. 效率高由于砂轮转速快,磨削力大,超高速磨削速度比传统磨削技术快得多。
工件加工时间可以降低30%以上,大幅提高生产效率。
3. 造价低超高速磨削使用的砂轮寿命长,能够在保证加工效率的情况下,延长更换周期,降低磨具成本。
4. 应用范围广超高速磨削是一种高效、环保、精细化的磨削技术,可适用于各种材料的加工,包括金属、非金属材料、陶瓷材料等。
5. 环保超高速磨削使用的是无毒、无害、无污染的磨料,减少了对环境的污染。
四、应用前景在建筑领域,超高速磨削技术可以用于加工各类构件。
它能够大幅节约加工时间,提高生产效率。
同时,它还能精细加工各类构件表面,达到工艺标准,节约原材料,降低生产成本。
在未来,超高速磨削技术有望得到更加广泛的应用。
五、案例分析1. XXX公司的构件加工中,采用超高速磨削技术,成功优化了加工效率,降低了产品成本,得到了客户的一致好评。
2. XX公司将超高速磨削技术应用于钢筋加工中,减少了加工时间,提高了钢筋的精度和尺寸的一致性,受到了建筑公司的赞扬。
3. XX公司采用超高速磨削技术加工门窗构件,成功提高了构件的表面精度和光洁度,降低了产品的废品率,提高了客户的满意度。
4. XX公司采用超高速磨削技术加工凸轮、传动齿轮等构件,减少了加工时间,提高了精度和表面光洁度,获得了广泛应用。

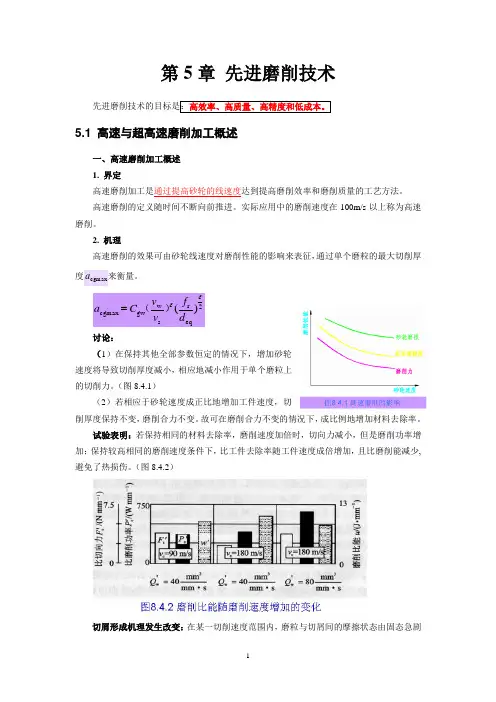
第5章先进磨削技术5.1 高速与超高速磨削加工概述一、高速磨削加工概述1. 界定高速磨削加工是通过提高砂轮的线速度达到提高磨削效率和磨削质量的工艺方法。
高速磨削的定义随时间不断向前推进。
实际应用中的磨削速度在100m/s以上称为高速磨削。
2. 机理高速磨削的效果可由砂轮线速度对磨削性能的影响来表征,通过单个磨粒的最大切削厚度a来衡量。
cgmax讨论:(1)在保持其他全部参数恒定的情况下,增加砂轮速度将导致切削厚度减小,相应地减小作用于单个磨粒上的切削力。
(图8.4.1)(2)若相应于砂轮速度成正比地增加工件速度,切削厚度保持不变,磨削合力不变。
故可在磨削合力不变的情况下,成比例地增加材料去除率。
试验表明:若保持相同的材料去除率,磨削速度加倍时,切向力减小,但是磨削功率增加;保持较高相同的磨削速度条件下,比工件去除率随工件速度成倍增加,且比磨削能减少, 避免了热损伤。
(图8.4.2)切屑形成机理发生改变:在某一切削速度范围内,磨粒与切屑间的摩擦状态由固态急剧转变为流体状态,磨削力快速减小。
通过上述分析可知:高速磨削可以大幅度提高磨削生产率、延长砂轮使用寿命、减小磨削表面粗糙度。
二、高速磨削加工的关键技术(图8.4.3)1.对机床的要求1)高速主轴及其轴承(图8.4.4)a.滚珠轴承高速主轴:由转子、轴承、外壳、电机组件和测角系统组成,配备冷却系统、润滑系统和变频驱动电气装置。
角接触滚珠轴承,混合轴承(内外圈为轴承钢,滚珠为氮化硅陶瓷),油气润滑。
b.液体静压轴承高速主轴:运动精度,回转误差0.02um以下,轴向刚度大,径向刚度比滚轴轴承低。
c.空气静压轴承高速主轴:高回转精度(小于50nm)、高转速(100000r/min)、低温升。
适合工件精度极高的场合。
但承载力低。
2)高速磨床结构(图8.4.5)高动态精度、高阻尼、高抗振性和热稳定性以及高度自动化和可靠性。
2.对砂轮的要求1)机械强度2)可靠性能3)磨粒刃形4)结合剂3.对防护装置的要求1)增加防护罩的强度2)防护罩内壳加吸能材料。
高速强力磨削在机械加工中的发展与应用
高速强力磨削是一种在机械加工中相对较新的技术,它的应用领域包括航空航天、汽车、电子、半导体等领域。
高速强力磨削的发展源于对精度、表面质量和加工效率的要求。
高速强力磨削的基本原理是利用高速旋转的砂轮在磨削过程中带动工件旋转,以达到高效、精度高的加工效果。
相较于传统的磨削加工方法,高速强力磨削具有加工效率高、加工表面精度高和磨损小等优势,因此在汽车工业、模具制造和医疗器械制造等领域得到广泛应用。
在航空航天领域,高速强力磨削被广泛应用于钛合金、铝合金等难加工材料的表面加工和腔孔加工,以及零件修整和修复等工艺。
与传统的磨削加工相比,高速强力磨削在加工效率和表面质量上都有明显提高的优势。
在汽车工业上,高速强力磨削技术在轴承、传动零件、气门座等核心零件的加工中应用较广,而且随着汽车行业的快速发展,对零件加工的要求不断提高,高速强力磨削技术将会有更加广泛的应用。
在电子及半导体领域,高速强力磨削主要应用于硬盘盘片和半导体等超精密零件的制造,因其能够实现极高的加工精度和表面质量,而且磨削切进量小、残留应变小,从而提高了零件的使用寿命。
综上所述,在机械加工中,高速强力磨削技术是一种具有广泛应用前景的技术,尤其是难加工材料的加工领域和超精密零件的制造领域。
随着技术的不断发展,高速强力磨削技术在未来有望成为机械加工领域的主流加工方式之一。
机械工程学院先进技术制造论文题目:超高速磨削技术专业:机械设计制造及其自动化班级:10B2学生学号:20101047学生姓名:二〇一三年月日超高速磨削技术摘要:超高速点磨削是一种先进的高速磨削技术,它集成了高速磨削、CBN 超硬磨料及CNC 车削技术,具有优良的加工性能。
对国内外高速磨削技术发展的作了比较详细的介绍,重点论述和分析了超高速点磨削的技术特征、关键技术和在汽车制造中的应用,最后分析了我国汽车工业发展超高速点磨削技术的必要性。
关键词: 超高速点磨削; 技术特征; 关键技术; 汽车工业1.国内外高速磨削技术简介通常所说的“磨削”主要是指用砂轮或砂带进行去除材料加工的工艺方法。
它是应用广泛的高效精密的终加工工艺方法。
一般来讲,按砂轮线速度V的高低将磨削分为普通磨削( Vs < 45m/ s) 、高速磨削( 45≤ Vs<150m/s) 、超高速磨削(V s≥150m/s)[1]。
20世纪90年代以后,人们逐渐认识到高速和超高速磨削所带来的效益,开始重视发展高速和超高速磨削加工技术,并在实验和研究的基础上,使其得到了迅速的发展[2]。
1.1 国外磨削技术的发展磨削加工是一种古老而自然的制造技术,应用范围遍布世界各地,然而数千年来磨削速度一直处于低速水平。
20世纪后,为了获得高加工效率,世界发达国家开始尝试高速磨削技术[2]。
在高速、超高速精密磨削加工技术领域,德国及欧洲领先,日本后来居上,美国则在奋起直追[3]。
1.1.1 欧洲磨削技术的发展情况超高速切削的概念源于德国切削物理学家Carl 博士1929 年所提出的假设,即在高速区当切削速度的“死谷”区域,继续提高切削速度将会使切削温度明显下降,单位切削力也随之降低[1]。
欧洲高速磨削技术的发展起步早。
最初高速磨削基础研究是在20世纪60年代末期,实验室磨削速度已达210-230m/s。
70年代末期,高速磨削采用CBN 砂轮。
意大利的法米尔公司在1973年9月西德汉诺威国际机床展览会上,展出了砂轮圆周速度120m/s 的RFT-C120/ 50R 型磨轴承内套圈外沟的高速适用化磨床[1] 。

不同的切削方法的高速切削速度范围高速切削是指在金属加工和机械加工中,通过增加切削速度,提高生产效率和加工质量的一种加工方法。
不同的切削方法有着不同的高速切削速度范围。
下面分别介绍几种常见的切削方法及其高速切削速度范围。
1.钻削钻削是将圆柱形或圆锥形工具插入工件并旋转,从而形成孔的一种切削方法。
钻削速度一般较低,取决于工具材料和工件材料。
高速钻削一般指的是钻削速度超过常规钻削速度的1.5到2倍。
一般情况下,碳钢的高速钻削速度可以达到80到180米/分钟,而高硬度材料如铸铁、合金钢和高速钢的高速钻削速度可以达到150到400米/分钟。
2.铣削铣削是利用旋转的刀具在工作台上移动,对工件进行切削加工的一种方法。
铣削过程中,刀具在工件上作切削运动,而工件在工作台上作进给运动。
高速铣削一般是指铣削速度超过常规铣削速度的1.5到2倍以上。
常见的高速铣削切削速度范围为60到450米/分钟,具体取决于材料和切削工况。
一般来说,对于不锈钢、有色金属和铝合金等材料,高速铣削速度可以达到200到450米/分钟。
3.切削磨削切削磨削是将磨削石或砂轮转动到工件上,通过磨粒的切削作用,将工件表面的材料切削掉的一种方法。
切削磨削主要适用于硬度较高,难于切削的材料,如硬质合金、陶瓷和石材等。
高速切削磨削一般是指磨削速度超过常规切削磨削速度的1.5到2倍以上。
常用的高速切削磨削速度范围为30到80米/秒。
4.车削车削是将工装(刀具)放置在旋转的工件上,通过进给运动将切削刀具对工件进行切削的一种方法。
车削是最常见的切削加工方法之一、高速车削是指车削速度超过常规车削速度的1.5到2倍以上。
高速车削速度范围根据材料和加工条件的不同,一般在80到450米/分钟之间。
总结而言,不同的切削方法的高速切削速度范围是不同的。
高速钻削速度范围一般为80到400米/分钟,高速铣削速度范围为60到450米/分钟,高速切削磨削速度范围为30到80米/秒,高速车削速度范围为80到450米/分钟。
先进磨削方法简介1.高速磨削普通磨床的砂轮速度为30—35m/s。
当砂轮速度高于45或50m/s以上时,称为高速磨削。
(1)高速磨削机理:砂轮速度提高后,使单位时间内通过磨削区的磨粒数增加。
若进给量保持与普通磨削时相同,则高速磨削时每颗磨粒切削厚度变薄,同时使每颗磨粒的负荷减小。
(2)高速磨削有如下特点:①生产率高。
生产率比普通磨削高30%—100%。
②砂轮使用寿命可提高。
由于每颗磨粒上所承受的切削负荷减小,则每颗磨粒的磨削时间可相对延长,因此可提高砂轮的使用寿命。
③可提高精度和减小磨削表面的粗糙度。
由于每颗磨粒切削厚度变薄,每颗磨粒在通过磨削区时,在工件表面上留下的磨痕深度减小。
同时,由于速度提高,使磨削表面由于塑性变形而形成的隆起高度也减小,因此可减小磨削表面粗糙度。
有利于保证工件(特别是刚性差的工件)的加工精度。
④改善磨削表面质量。
在高速磨削时,需要相应提高工件转速,使砂轮与工件的接触时间缩短,这样使传至工件的磨削热减少,从而减少或避免产生烧伤和裂纹的现象。
2.强力磨削强力磨削就是以大的径向进给量(可达十几毫米)和缓慢的纵向进给量进行磨削。
(1)强力磨削的机理:普通磨削的纵向进给速度通常为0.033—0.042m/s(2—2.5m/min),而强力磨削的纵向进给速度则为0.000166—0.005m/s(0.0l一0.3m/min)。
这样就使单个磨粒的切削厚度大为减小,因而作用在每个磨粒上的力也减小。
(2)强力磨削的特点:①生产效率高:由于采用缓速纵向进给和大的径向进给,这样就可在铸、锻毛坯上直接磨出零件所要求的表面形状及尺寸。
同时由于径向进给大,砂轮与工件的接触弧长要比普通磨削时的接触孤长大得多,单位时间内同时参加磨削工作的磨粒数目随着径向进给量的增大而增加。
因此,能充分发挥机床和砂轮的潜力,使生产效率得以提高。
②扩大磨削工艺范围:由于径向进给量很大,对毛坯加工能一次成形,所以能有效地解决一些难加工材料的成型表面的加工问题。
超高速磨削技术在机械制造领域中的运用随着科技的不断进步,超高速磨削技术已经在机械制造领域中得到了广泛的应用。
这项技术以其高效、精密、快速的特点,带来了巨大的生产效率提升和品质改善。
本文将从超高速磨削技术的基本原理、在机械制造领域的运用以及未来发展趋势等方面进行阐述。
一、超高速磨削技术的基本原理超高速磨削技术是一种以高速旋转砂轮进行高速磨削的精密加工技术。
它主要利用高速旋转的砂轮对工件进行磨削,利用磨料颗粒对工件表面进行切削,从而实现对工件表面的加工。
相比传统磨削技术,超高速磨削技术具有以下几点优势:1. 精度高:砂轮高速旋转时,能够产生高频率的磨削切削,因此可以获得高精度的加工表面;2. 加工效率高:高速磨削可以实现快速的切削,从而提高了加工效率;3. 表面质量好:由于高速磨削能够减少切削温度和变形,因此可以获得高质量的加工表面。
在机械制造领域,超高速磨削技术已经得到了广泛的应用。
主要体现在以下几个方面:1. 高精度零部件加工:超高速磨削技术可以实现对工件表面的高精度加工,特别适用于对精密零部件的加工,如汽车发动机配件、航空发动机零部件、精密轴承等;2. 复杂曲面加工:超高速磨削技术可以实现对工件曲面的复杂加工,如汽车凸轮轴、机床导轨等曲面零部件的加工;3. 提高加工效率:超高速磨削技术可以大幅提高加工效率,减少加工时间,提高生产效率;4. 提高加工质量:超高速磨削技术可以提高加工表面的质量,减少人为因素的影响,提高加工一致性。
三、超高速磨削技术在机械制造领域的发展趋势未来,随着机械制造领域对零部件精度和表面质量要求的不断提高,超高速磨削技术将得到更广泛的应用,并且在以下几个方面有望得到进一步的发展:1. 精细化加工:超高速磨削技术将逐步实现对更为细小、复杂的零部件表面的加工,如微型零件、微加工领域;2. 自动化生产:超高速磨削技术将逐步实现自动化生产,通过自动控制系统实现加工过程的自动监控和调整,提高生产效率;3. 高速高效加工:超高速磨削技术将进一步提高旋转速度和切削频率,实现更高速、更高效的加工;4. 精密模具加工:超高速磨削技术将在模具加工领域得到更广泛的应用,如塑料模具、压铸模具等精密模具的加工。
高速磨削的技术关键—磨削高速磨削的技术关键-磨削 [复制链接]1#发表于 2008-7-23 10:23:27 |只看该作者|倒序浏览高速磨削的技术关键-磨削摘要:1. 高速主轴高速磨削时对砂轮主轴的基本要求与高速铣削时相似,各种主轴的类型、结构及其优点缺点可参见“高速切削的技术关键”的“高速主轴”。
与高速铣不同之处在于直径一般大于铣刀的直径。
由于制造和调整装夹等误差,更换砂轮或者修整砂轮后甚至在停车后重新起动行业拐点初显哈锅四轮驱动定三分天下科技自主创新使陕西企业核心竞争力大幅提升电力设备制造业:后劲十足陕西安徽五年投入500亿元建电网钢价\"抬头\" 市场回暖值得期待废铜烂铁经加工成市场上抢手货从2006中国数控机床展看行业发展优和势兼备2005年我国纺织机械产量同比上升了23%安阳鑫盛机床新品受关注桂林机床入选05年“最具成长性企业” 齐二机床集团广纳社会英才八百余求职者现场新型数控机床全国展会上受青睐自主创新赢得尊重沈阳机床“B计划”挑战零沈阳机床自主技术创新称雄中国数控机床展中国数控机床展览会在上海开幕沈阳机床夺得国产数控机床“春燕奖” “十一五”开局不凡机床公司喜获“春燕奖” 激发创意实现想象--西门子参加CCMT取得圆满 1. 高速主轴高速磨削时对砂轮主轴的基本要求与高速铣削时相似,各种主轴的类型、结构及其优点缺点可参见“高速切削的技术关键”的“高速主轴”。
与高速铣不同之处在于直径一般大于铣刀的直径。
由于制造和调整装夹等误差,更换砂轮或者修整砂轮后甚至在停车后重新起动时,砂轮主轴必须进行动态平衡。
所以高速磨削主轴须有连续自动动平衡系统,以便能把由动不平衡引起的振动降低到最小程度、保证获得低的工件表面粗糙度。
目前市场上有许多不同的动平衡系统产品,主要有下列两类:机电动平衡系统和电波动平衡系统。
(1)机电动平衡系统如图1所示,它由两块内装电子驱动元件并可在轴上相对转动的平衡重块3,紧固法兰2和信号无线传输单元1组成。
超高速磨削技术在机械制造领域中的应用1. 简介超高速磨削技术是近年来机械制造领域中研究的热点之一。
它是一种先进的磨削加工技术,可实现极高的加工效率和精度。
超高速磨削技术可用于加工金属、陶瓷、玻璃等高硬度材料,并能够取代传统的机械加工方法,缩短加工时间,提高生产效率。
2. 工作原理超高速磨削技术是将高速旋转的砂轮装置置于工件表面上,通过高速磨粒穿透,将工件表面切削加工,使其得到精密加工的一种技术。
超高速磨削技术不仅可以控制磨削力和温度,在很短的时间内完成加工,而且还能实现高精度的表面加工。
3. 应用领域超高速磨削技术在机械制造领域中的应用十分广泛。
在汽车和航空航天等领域,超高速磨削技术可用于制造高准确度的零件,例如发动机活塞、喷气发动机叶片。
在电子器件制造方面,超高速磨削技术可用于制造半导体、光学器件和显示器件等高精度零件。
4. 优点使用超高速磨削技术加工零件具有以下优点:4.1 加工速度快:超高速磨削技术的砂轮转速通常可达到100 m/s 以上,因此可以快速切削工件。
4.2 加工精度高:超高速磨削技术可以在短时间内达到高精度的表面加工,可实现亚微米级的表面精度。
4.3 刀具磨损小:由于超高速磨削技术的砂轮磨损小,因此可节省制造成本。
5. 局限性超高速磨削技术也存在一些局限性:5.1 工件材料限制:超高速磨削技术最适合加工高硬度材料,如金属、陶瓷、玻璃等,而对于一些低硬度材料如塑料等,却难以使用。
5.2 技术掌握难度大:超高速磨削技术的应用需要极高的技术掌握水平,包括砂轮设备的调整和操作,对于新手难以掌握并实现精确加工。
6. 结论超高速磨削技术是未来机械制造领域的一大发展方向。
虽然该技术应用范围和技术掌握难度存在一些局限性,但其超高的加工效率和精度已受到业界的广泛关注和认可。
在未来,随着技术的不断发展,相信超高速磨削技术将会在机械制造领域中得到更广泛的应用。