超高速磨削技术在机械制造中的分析
- 格式:doc
- 大小:24.50 KB
- 文档页数:5
磨削技术论文:超高速磨削及其优势探析一、概述超高速磨削作为一种高精度精密加工技术,已在各个领域得到广泛应用。
本文将从超高速磨削的基本原理入手,分析其优势,探讨其在建筑领域的应用前景。
二、基本原理超高速磨削是利用高速旋转的砂轮磨削工件表面,以达到高精度加工的一种技术。
它与传统的磨削技术不同之处在于,超高速磨削使用的砂轮转速通常在1万~10万转/分之间,较传统的磨削转速快得多。
这种高速磨削技术可以大幅提高加工效率,同时还能够获得更高的精度和光洁度。
三、优势分析1. 精度高超高速磨削的砂轮转速快,磨削力大,可以快速去除工件表面杂质,得到更加精细的加工表面,精度可达到0.005mm以下。
2. 效率高由于砂轮转速快,磨削力大,超高速磨削速度比传统磨削技术快得多。
工件加工时间可以降低30%以上,大幅提高生产效率。
3. 造价低超高速磨削使用的砂轮寿命长,能够在保证加工效率的情况下,延长更换周期,降低磨具成本。
4. 应用范围广超高速磨削是一种高效、环保、精细化的磨削技术,可适用于各种材料的加工,包括金属、非金属材料、陶瓷材料等。
5. 环保超高速磨削使用的是无毒、无害、无污染的磨料,减少了对环境的污染。
四、应用前景在建筑领域,超高速磨削技术可以用于加工各类构件。
它能够大幅节约加工时间,提高生产效率。
同时,它还能精细加工各类构件表面,达到工艺标准,节约原材料,降低生产成本。
在未来,超高速磨削技术有望得到更加广泛的应用。
五、案例分析1. XXX公司的构件加工中,采用超高速磨削技术,成功优化了加工效率,降低了产品成本,得到了客户的一致好评。
2. XX公司将超高速磨削技术应用于钢筋加工中,减少了加工时间,提高了钢筋的精度和尺寸的一致性,受到了建筑公司的赞扬。
3. XX公司采用超高速磨削技术加工门窗构件,成功提高了构件的表面精度和光洁度,降低了产品的废品率,提高了客户的满意度。
4. XX公司采用超高速磨削技术加工凸轮、传动齿轮等构件,减少了加工时间,提高了精度和表面光洁度,获得了广泛应用。

高速磨削高速磨削是国内外正在大力研究并逐步推广的一种先进的机械加工方法 , 它是近代磨削加工技术发展的一种新工艺 , 与普通磨削相比 , 其优点是能够大大提高被加工工件的精度 , 降低零件表面粗糙度。
随着科学技术的不断进步和发展 , 对零件的加工精度和生产率提出了更高的要求 , 高速磨削技术更加显示出它的重要性。
1 国外高速磨削技术的现状与发展趋势早在上世纪 50年代 , 国外就已经开始研究高速磨削 , 到 60年代 , 许多国家在高速磨削方面的研究更加得到普遍重视 , 并取得了许多成功经验 , 如日本京都大学工学部冈村健二郎教授首先提出了高效磨削理论 , 当时在日本也是盛行一时。
德国阿亨大学Optiz教授系统地发表了 60m /s高速磨削的实验结果。
在 70年代 , 高速磨削在许多工业国家迅速发展 , 60m /s以上高速磨床品种超过 50种 , 少数磨床磨削速度达到 125m /s, 到了 80年代 , 许多国家继续在提高磨削速度上进行努力 , 但是高速磨削并未按原先预料的情况发展 , 它受到许多条件的制约 , 如受到机床结构、动态特性、砂轮速度及磨料耐磨性等的限制 , 实际上在这个时期磨削速度的提高也受到了一定的限制。
近年来 , 高速磨削加工技术又有了很大发展 , 主要表现在以下几个方面 :(1)高速磨削机理方面。
在越过能产生磨削热损伤的国限带之后 , 磨削用量进一步加大不仅不会使热损伤加剧 , 反而会使其不再发生。
这一发现 , 开拓出一个广阔的高速磨削参数领域 , 为实现超高速的磨削提供了理论基础 , 加上人造金刚石和立方氮化硼在砂轮制造中的大量应用 , 高速磨削得以再度兴起 , 并实现了线速度高于普通磨削 5 - 6倍甚至更高的超高速磨削。
(2)高速磨削的有利环节。
继喷雾润滑轴承和空气润滑轴承之后 , 利用磁力承受负荷的磁悬浮轴承已进入实用阶段 , 它的转速可以在主轴强度所能承受的限度内任意提高。
高速强力磨削在机械加工中的发展与应用
高速强力磨削是一种在机械加工中相对较新的技术,它的应用领域包括航空航天、汽车、电子、半导体等领域。
高速强力磨削的发展源于对精度、表面质量和加工效率的要求。
高速强力磨削的基本原理是利用高速旋转的砂轮在磨削过程中带动工件旋转,以达到高效、精度高的加工效果。
相较于传统的磨削加工方法,高速强力磨削具有加工效率高、加工表面精度高和磨损小等优势,因此在汽车工业、模具制造和医疗器械制造等领域得到广泛应用。
在航空航天领域,高速强力磨削被广泛应用于钛合金、铝合金等难加工材料的表面加工和腔孔加工,以及零件修整和修复等工艺。
与传统的磨削加工相比,高速强力磨削在加工效率和表面质量上都有明显提高的优势。
在汽车工业上,高速强力磨削技术在轴承、传动零件、气门座等核心零件的加工中应用较广,而且随着汽车行业的快速发展,对零件加工的要求不断提高,高速强力磨削技术将会有更加广泛的应用。
在电子及半导体领域,高速强力磨削主要应用于硬盘盘片和半导体等超精密零件的制造,因其能够实现极高的加工精度和表面质量,而且磨削切进量小、残留应变小,从而提高了零件的使用寿命。
综上所述,在机械加工中,高速强力磨削技术是一种具有广泛应用前景的技术,尤其是难加工材料的加工领域和超精密零件的制造领域。
随着技术的不断发展,高速强力磨削技术在未来有望成为机械加工领域的主流加工方式之一。
超高速磨削技术特点
超高速磨削技术具有以下特点:
1.生产效率高:超高速磨削的切削速度极快,能够快速地去除材料,因此可以大幅提高生产效率。
2.加工精度高:超高速磨削的切削力小,可以减少工件的受力变形,有利于保证加工精度。
3.磨削温度低:超高速磨削的磨削速度高,产生的热量多被磨屑带走,因此可以降低磨削温度,防止工件受热变形。
4.难磨材料磨削性能改善:超高速磨削时变形区材料在近乎绝热剪切条件下完成切削,使难磨材料的磨削性能改善,可以实现对硬脆材料的延性域磨削。
5.延长砂轮使用寿命:超高速磨削的切削力小,砂轮磨损小,因此可以延长砂轮的使用寿命。
6.降低加工成本:超高速磨削可以提高生产效率,降低工件加工成本。
7.环保:超高速磨削的切削液使用量减少,有利于环保。
机械制造与自动化的新工艺和新方法随着机械工业的发展和科学技术的进步,机械制造工艺的内涵和外延不断发生变化常规工艺不断优化并普及,原来十分严格的工艺界限和分工,如下料和加工、毛坯制造和零件加工,粗加工和精加工、冷加工和热加工等在界限上逐步趋于淡化,在功能上趋于交叉,各种先进加工方法不断出现和发展。
以下为一些机械制造的新工艺和新方法:1、超高速加工技术超高速加工技术是指采用超硬材料刀具磨具和高速运动的自动化制造设备,以极大的切削速度来达到提高材料切除率、加工精度和加工质量的现代加工技术.超高速加工能使被加工金属材料在切除过程中的剪切滑移速度达到或超过某个极限值,使切削加工过程所消耗的能量、切削力、加工表面温度、刀具磨具磨损、加工表面质量、加工效率等明显优于常规切削速度下的指标,它是提高切削和磨削效果、提高加工质量、加工精度和降低加工成本的重要手段。
与常规切削加工相比,超高速加工有以下优点:(1)随着进给速度的提高,单位时间内材料的切除率可以增加3-6倍,可以大幅度缩短零件加工的切削工时,显著提高生产率。
(2)切削力可以降低30%以上。
(3)切削过程极其迅速,95%以上的切削热被切屑带走,来不及传给工件,故特别适合加工容易热变形的零件。
(4)机床作高速运转,振动频率特别高,工作平稳振动小,因而能加工非常精密、非常光洁的零件。
2、超精密加工技术超精密加工是指加工精度和表面质量达到极高程度的精密加工工艺.目前超精密加工的主要手段有:金刚石刀具超精切削,金刚石砂轮和CBN砂轮超精密磨削、超精密研磨和抛光、精密特种加工和复合加工。
金刚石砂轮超精密磨削是当前超精密加工的重要研究方向之一,其主要加工方式有外圆磨、无心磨、、沟槽磨和切割等,被加工材料有陶瓷、半导体等难加工材料,其关键技术包括金刚石砂轮的修整、微粉金刚石砂轮超精密磨削等。
金刚石砂轮的修整包括整形和修锐两部分,对于密实型无气孔的金刚石砂轮,如金属结合剂金刚石砂轮,一般在整形后还需要修锐;有气孔型陶瓷结合剂金刚石砂轮在整形后即可使用。
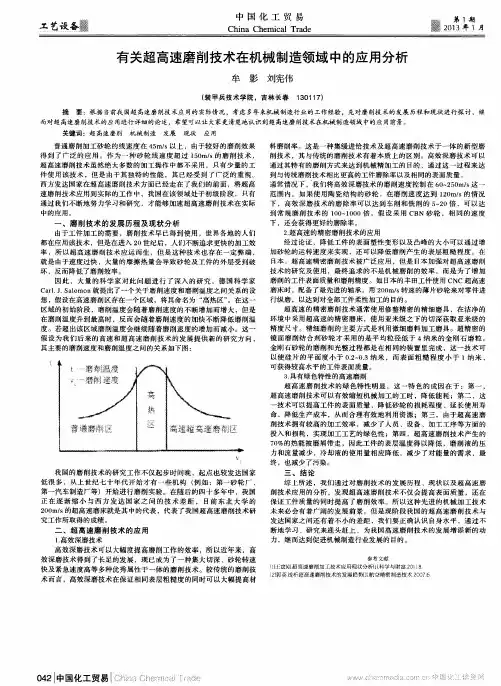
高速/超高速磨削技术摘要:超高速点磨削是一种先进的高速磨削技术,它集成了高速磨削、CBN 超硬磨料及CNC 车削技术,具有优良的加工性能。
对国内外高速磨削技术发展的作了比较详细的介绍,重点论述和分析了超高速点磨削的技术特征、关键技术和在汽车制造中的应用,最后分析了我国汽车工业发展超高速点磨削技术的必要性。
关键词: 超高速点磨削; 技术特征; 关键技术; 汽车工业Abstract: Super-highspeed point-grinding is an advanced manufacture technology that hasintegrated high speed grinding,thin super-abrasive wheel and CNC turning technologies,and has m any excellent performance sin grindingshafts process. The development and the technical characters o f super-highspeed point-grinding were introduced,and the key technology and applicationon automobile manufacturing o f super-high speed point-grindingwere also analyzed. The significance of super-h igh speed point-grindingon automobile manufacturing was presented.Keywords: Super-high speed point-grinding; Technicalcharacteristics;Key technology; Automobile manufacturing1.国内外高速磨削技术简介通常所说的“磨削”主要是指用砂轮或砂带进行去除材料加工的工艺方法。
论机械制造中的超高速磨削技术摘要:随着社会经济的迅速发展,我国的机械制造业在原有的基础上取得了极大的进步。
尤其是超高速磨削技术的应用,在提高机械制造磨削水平的同时,还推动了我国机械制造的发展,为我国社会主义建设作出了应用的贡献。
在此,本文针对机械制造中超高速磨削技术这一问题,做以下论述。
关键词:机械制造超高速磨削技术应用中图分类号:tm7 文献标识码:a 文章编号:1672-3791(2012)08(c)-0107-01结合当前我国机械制造的实际发展趋势不难看出,在以往的机械制造中,其砂轮线速多控制在45m/s,即人们日常生活中所谓的高速磨削;与之不同的是,超高速磨削的砂轮线速能够达到150m/s,在提高磨削速度的同时,还能有效的保证磨削质量。
但在实际应用中,受技术及成本等多方面因素的影响,导致超高速磨削技术至今没有得到普及。
在21世纪科学技术迅速发展的时代,随着人们生活水平的提高,越来越多的人认识到超高速磨削带来的经济效益,并在原有的基础上对超高速磨削加工技术引以重视,使其在我国得到了迅速的发展。
在此,本文从超高速磨削及其优势、高速磨削技术在机械制造领域中的应用等两个方面出发,对超高速磨削技术在机械制造应用中存在的相关问题,做以下简要分析。
1 超高速磨削及其优势在超高速磨削机的运行中,其砂轮线速多在150m/s以上。
若将其参数设定为固定值,则砂轮速度提升会增加磨削区内单位时间的磨粒数,超高速磨削时每一个磨粒所切下磨屑的厚度就会变小。
采用超高速磨削技术时的截面积仅仅为采用普通磨削技术时的几十分之一。
在这样的条件下,每一个磨粒便能够承受到更小(几十分之一)的磨削力。
结合当前超高速磨削的实际运行状况,与普通磨削技术相比,超高速磨削运行的优势主要体现在以下几个方面。
首先,超高速磨削技术在机械制造中的应用,能够极大的提高机械制造的生产效率,从而提高机械制造企业的经济效益。
在使用超高速磨削技术是,单位时间内通过磨削区的物质数量得到了增加,从磨粒需要磨去的厚度出发,与普通磨削相比,超高速磨削能够有效的增加磨粒的数量,并由此来提高磨削效率。
高速强力磨削在机械加工中的发展与应用摘要:就目前的零件加工制造业来说,既保证零件的质量又有着高效的生产率是企业者所一直追求的目标。
现代技术下零件加工工艺不断的进步,近些年发展起来的高速强力磨削工艺就是其中之一。
其不但大大满足了零件加工的高效高质要求并且成本也低,因此越来越多的机械加工企业选择了高速强力磨削技术作为发展方向。
关键词:高速强力磨削;机械加工;零件质量;磨削效率时间是就是金钱,高效率一直都是各行各业所追求的生产目标。
机械加工也不例外,国际上普遍认可的提高机械加工效率的方法是提高速度和增大进给数量。
对于速度方面,目前世界上可以达到的最高的磨削速度是300m/s,当然,这是针对某些特定的零件而言的。
应用最广泛的生产速度大约是在五十米到八十米每秒,在这个速度下的生产效率是目前磨削程序中经济可行的。
而实验室中的速度已经可以达到二百一十米到二百五十米每秒的速度,这正是现实生产中生产者所追求的目标。
1 高速磨削高速磨削是对磨削效率提高的有效办法之一,这就注定了磨削速度是重要基础。
高速磨削对于砂轮的速度要求起码在四十五米每秒以上。
1.1 特点:相较于普通磨削工艺,高速磨削技艺对于砂轮的耗损也下降一倍,但是对于零件的生产效率会提高一到三倍,加工精度也因为磨削力下降了四成左右而相应有所提高。
这是因为,速度的提高使得对于工件磨削表面磨耕后的隆起减少,也就是说工件表面质量有所提高。
1.2 必要措施:因为高速磨削工艺的特殊性,就注定了高速磨削需要使用特定的工具。
高速砂轮的使用,高速磨床的应用,以及减小辅助的时间,比如自动上料和检测。
1.3 发展和应用目前,高速磨削技艺在世界范围内推广开来,目前国内外存在的磨床品种多种多样,已经推广和采用的有外圆、曲轴、凸轮、轴承、平面、内圆等等,目前国内使用的是五十到八十米每秒,世界上最高已经达到了一百五十米。
目前国外高速磨削采用较多的是轴承行业磨削轴承环内外沟,在发动机行业高速磨削也得到广泛应用,甚至有些国家会使用多个砂轮进行高速磨削以提高磨削效率。
超⾼速加⼯技术的现状及发展趋势超⾼速加⼯技术的现状及发展趋势俗话说的好,“只要功夫深,铁杵磨成针”,这要是在遥远的古代社会也许是不折不扣的真理,但是在这个科技发展⽇新⽉异经济社会⾼度发达的⽂明社会,这就是⼀个谬误了。
特别是在机械加⼯⽅⾯更是⼤⼤的谬误了。
在这个时间就是⾦钱效益就是⽣命的机械制造⾏业⾥,谁掌握了技术谁就掌握了主动,谁提⾼了效率谁就站在了队伍的前列……超⾼速加⼯技术----⽆疑就是今后机械制造业发展的趋势之⼀.⾼速切削的概念与⾼速切削技术超⾼速加⼯技术是指采⽤超硬材料的刃具,通过极⼤地提⾼切削速度和进给速度来提⾼材料切除率、加⼯精度和加⼯质量的现代加⼯技术。
超⾼速加⼯的切削速度范围因不同的⼯件材料、不同的切削⽅式⽽异。
⽬前,⼀般认为,超⾼速切削各种材料的切速范围为:铝合⾦已超过1600m/min,铸铁为1500m/min,超耐热镍合⾦达300m/min,钛合⾦达150~1000m/min,纤维增强塑料为2000~9000m/min。
各种切削⼯艺的切速范围为:车削700~7000m/min,铣削300~6000m/min,钻削200~1100m/min,磨削250m/s以上等等。
超⾼速加⼯技术主要包括:超⾼速切削与磨削机理研究,超⾼速主轴单元制造技术,超⾼速进给单元制造技术,超⾼速加⼯⽤⼑具与磨具制造技术,超⾼速加⼯在线⾃动检测与控制技术等。
⾼速切削是⼀项系统技术,图1显⽰了影响⾼速技术的各⽅⾯因素,企业必须根据产品的材料和结构特点,购置合适的⾼速切削机床,选择合适的切削⼑具,采⽤最佳的切削⼯艺,以达到理想的⾼速加⼯效果。
图1速机床CNC控制技术⾼速切削的应⽤由于⾼速切削机床和⼑具技术及相关技术的迅速进步,⾼速切削技术已应⽤于航空、航天、汽车、模具、机床等⾏业中,车、铣、镗、钻、拉、铰、攻丝、磨削铝合⾦、钢、铸铁、钛合⾦、镍基合⾦、铅、铜及铜合⾦、纤维增强的合成树脂等⼏乎所有传统切削能加⼯的材料,以及传统切削很难加⼯的材料。
超高速磨削技术在机械制造中的分析【摘要】随着科学技术不断发展与进步,为了提高机械制造的质量与效率,我国已经逐渐引进了超高速磨削技术。
随着这些年的应用逐渐增加,超高速磨削技术在机械制造中的应用经验越来越丰富。
本文首先概述了超高速磨削技术,对其原理及优势等进行了分析,然后就其在机械制造中的应用进行了详细分析。
【关键词】超高速;磨削技术;机械制造
1.超高速磨削技术概述
1.1技术分析
超高速磨削技术属于超高速加工技术中主要的一种,而超高速加工技术指的是利用超硬材料的刃具,通过提高其切削速度与进给速度来实现材料加工精度、切除率及加工质量提高的一种技术。
就目前来看,超高速加工切削速度往往随着不同的材料及切削方式而不同。
超高速加工技术包括了很多方面,比如说超高速进给单元制造技术、超高速加工用刀具制造技术、超高速切削与磨削机理研究等,其在我国制造业中的应用越来越深入。
其中,最为先进的一种技术为超高速磨削技术。
1.2磨削技术原理
在高速或超高速磨削加工中,其余参数保证不便的情况下,砂轮速度大幅度提高,单位时间中磨削区产生的磨粒数就会增加,而磨粒切下之后的磨屑厚度则会相应减小,这样就会使得每颗磨粒被
切削后厚度也会变薄。
加之在超高速磨削过程中,磨速极高,每颗磨粒形成时间十分短,在上述情况下,每颗磨粒承受的磨削力则会大大减小,使得总磨削力大大降低。
这样,短暂的时间内所形成的高应变率往往与普通磨削之间有着天壤之别,主要表现在磨削工件表面时,弹性变形层会逐渐变浅,而磨削沟痕的两侧因为塑性流动而产生的隆起高度会降低。
当然,由于上述机理作用,也会使得磨屑形成中的滑擦距离变小,工件表面层的残余及硬化应力倾向也会逐渐减小。
1.3超高速磨削技术优势
就目前我国使用超高速磨削技术相关经验效率来看,其主要有以下几个方面的优势:
1.3.1磨削效率得到了大大的提升。
1.3.2磨削力得到了明显的降低,同时零件加工的精度也得到了一定的提高。
1.3.3砂轮的耐用度得到了提高,从而延长了机械的使用寿命。
1.3.4加工工件的表面粗糙度得到了有效控制,使得工件表面更加光滑。
1.3.5实现了对硬脆材质的延性域磨削,并且对于一些难磨与高塑性材料也有很好的磨削效果。
1.3.6为我国机械制造带来了巨大的经济效益。
2.超高速磨削技术在机械制造中的应用分析
超高速磨削技术在机械制造中的应用主要有以下三个方面的内
容:
2.1超高速外圆磨削
为了减少磨削表面的粗糙度,就需要提高砂轮的速度,这样对于实现高速精密磨削也有着十分良好的效果。
超高速外圆磨削磨削技术在机械制造中的应用采用的是速度达到了150~200m/s以上的砂轮或者cbn砂轮,同时还对其配置了高性能的cnc系统与密度极高的微进给机构。
超高速外圆磨削主要应用在主轴与曲轴等零件的外圆回转表面,在这些地方进行超高速精密磨削加工,能够有效保证高精度的加工质量,同时也能使得加工效率得到较高提升。
就当前来看,这种技术在日本已经广泛应用在了汽车工业制造中。
比如说,丰田工机株式会社gsh63b型cnc超高速外圆磨床,用其可以对5mm的球墨铸铁凸轮轴进行磨削加工,并且比磨除率能达到175mm/(s·mm),同时其砂轮磨削比也能达到33500。
我们将表面的粗糙度为3微米作为上限,当砂轮经过了一次修正之后,一般能够连续磨削大约60个工件,在磨削之后表面往往会呈现一种残余压应力,而且其能从毛坯产品直接磨削为成品。
这在很大程度上减少了车工序以及工序之间的周转。
2.2高效深切磨削
高效深切磨削是这些年才发展起来的,这种技术集砂轮高速度、高进给速度为一体,实现了磨削技术的高速与高效。
相关资料显示,高效深切磨削的概念是由德国一所大学的教授(bremen大学的werner)提出来的,并于1980年创立了这个词语的具体概念。
目
前,这种技术在欧洲大部分制造企业中都有十分广泛的应用,并且其技术水平明显处于世界领先水平。
机械制造中使用这种技术,其实可以这样来看待,其属于缓进给磨削与超高速磨削的有机结合,但是其与普通的磨削技术有着一个很明显的不同,这种技术的高效深磨一般通过一个磨削过程就可以完成多个工序(车、铣、磨等)组合起来的粗精加工过程,并且其金属去除率远远高于这些普通磨削工艺,相关研究表明其磨除率要高于普通磨削约100~1000倍。
2.3难加工及硬脆材料超高速磨削
人类进入二十一世纪之后,现代高科技技术与产业化得到了前所未有的发展,比如说功能陶瓷、工程陶瓷、红蓝宝石及单晶硅等脆性材料得到了普遍使用。
大量实践证明,采用普通或者传统的磨削手段往往不能处理这些脆性材料,只有超高速(超硬磨料)条件下才有可能实现上述材料的磨削加工。
普通磨削,磨粒浸入工件一般较深,磨屑的主料脆性断裂形式完成,而超高速磨削技术的加入,就会增加单位磨削时间里的磨粒数,而单个磨粒切削厚度极薄,很容易造成玻璃与陶瓷等硬脆材料在加工时的塑性变形出现磨屑,这种情况下其磨削效率与质量就会大幅度提高。
比如说利用金刚石砂轮磨削氮化硅陶瓷,其磨削速度能达到160m/s,而实际的磨削效率比普通的80m/s提高了一倍,而砂轮的使用寿命也会相应提高。
3.结语
随着我国科研工作逐渐深入,超高速磨削技术在我国机械制造中的应用已经逐渐被重视,并且取得的效果也越来越好。
但是,由
于这种技术有着高要求,所以要想使得其更加广泛与普遍,还需要进行不断探索与研究。
【参考文献】
[1]郭全贵,宋立超.机械制造领域中超高速磨削技术的应用[j].科学与财富,2011,(7):151-152.
[2]黎刚.探析超高速磨削技术在机械制造领域中的应用[j].制造业自动化,2012,34(9):77-78,123.doi:
10.3969/j.issn.1009-0134.2012.5(上).23.
[3]李云艳.浅谈机械制造领域中的超高速磨削技术[j].中国科技纵横,2012,(5):61-61.。