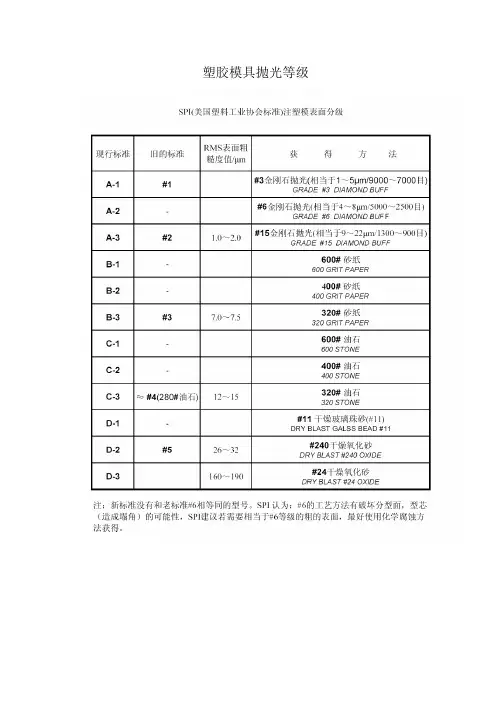
塑胶模具抛光等级
- 格式:docx
- 大小:151.50 KB
- 文档页数:3

![塑胶模具抛光技术[1]](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/fcb497631711cc7931b716b9.webp)
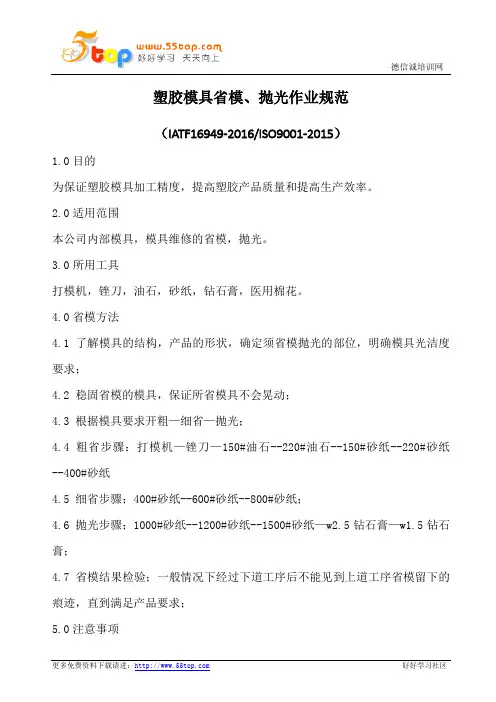
塑胶模具省模、抛光作业规范
(IATF16949-2016/ISO9001-2015)
1.0目的
为保证塑胶模具加工精度,提高塑胶产品质量和提高生产效率。
2.0适用范围
本公司内部模具,模具维修的省模,抛光。
3.0所用工具
打模机,锉刀,油石,砂纸,钻石膏,医用棉花。
4.0省模方法
4.1了解模具的结构,产品的形状,确定须省模抛光的部位,明确模具光洁度要求;
4.2 稳固省模的模具,保证所省模具不会晃动;
4.3 根据模具要求开粗—细省—抛光;
4.4 粗省步骤:打模机—锉刀—150#油石--220#油石--150#砂纸--220#砂纸--400#砂纸
4.5 细省步骤;400#砂纸--600#砂纸--800#砂纸;
4.6 抛光步骤;1000#砂纸--1200#砂纸--1500#砂纸—w2.5钻石膏—w1.5钻石膏;
4.7省模结果检验;一般情况下经过下道工序后不能见到上道工序省模留下的痕迹,直到满足产品要求;
5.0注意事项
5.1注意省模姿势,避免模具内大外小,圆角;
5.2省模完成后模具一定要做好防锈保护,不要被外来因素伤害模面。
模具零件表面粗糙度。