塑胶模具型腔面抛光标准
- 格式:pdf
- 大小:92.56 KB
- 文档页数:1
塑胶模具抛光及其常用方法模具抛光就是利用适当的抛光器具(如砂纸、抛光膏、油石、抛光机或其他机械抛光器具)对已加工了的模具型腔表面进行微量的再次加工,使该表面达到要求的尺寸、表面粗糙度要求。
一般是最后一道工序(再有的话就是研磨)。
模具抛光有两个目的;一个是增加模具的光洁度,使模具出的产品的表面光洁、漂亮、美观,另一个是可以模具很容易脱模,使塑料不被粘在模具上而脱不下来。
模具抛光一般是使用油石,砂纸,抛光膏等,对模具的型腔表面进行打磨,使模具的工作表面能够光亮如镜的过程,称之为模具打磨。
那么,我们在对模具进行抛光的时候,要怎么去作业才能使抛光效果最好呢?模具抛光不要一开始就使用最细的油石,砂纸,研磨抛光膏,那样是不能把粗的纹路抛掉的。
那样打磨出来的活的表面看起来很光亮,但是侧面一照,粗的纹路就显现出来了。
因此,要先从粗的油石,砂纸或者研磨抛光膏打磨,然后再换比较细的油石,砂纸或研磨抛光膏进行打磨,最后再用最细的研磨抛光膏进行抛光。
这样看起来好像比较麻烦,工序多。
实际上并不慢,一道接一道的工序,将前面粗的加工纹路打磨掉,再进行下面的工序,不会返工,一次走下来就可以使模具的光洁度达到要求。
下面来介绍几种抛光方法:1、磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。
这种方法加工效率高,质量好,加工条件容易控制,工作条件好。
采用合适的磨料,表面粗糙度可以达到Ra0.1μm。
2、机械抛光基本方法在塑料模具加工中所说的抛光与其他行业中所要求的表面抛光有很大的不同,严格来说,模具的抛光应该称为镜面加工。
它不仅对抛光本身有很高的要求并且对表面平整度、光滑度以及几何精确度也有很高的标准。
表面抛光一般只要求获得光亮的表面即可。
镜面加工的标准分为四级:AO=Ra0.008μm,A1=Ra0.016μm,A3=Ra0.032μm,A4=Ra0.063μm,由于电解抛光、流体抛光等方法很难精确控制零件的几何精确度,而化学抛光、超声波抛光、磁研磨抛光等方法的表面质量又达不到要求,所以精密模具的镜面加工还是以机械抛光为主。
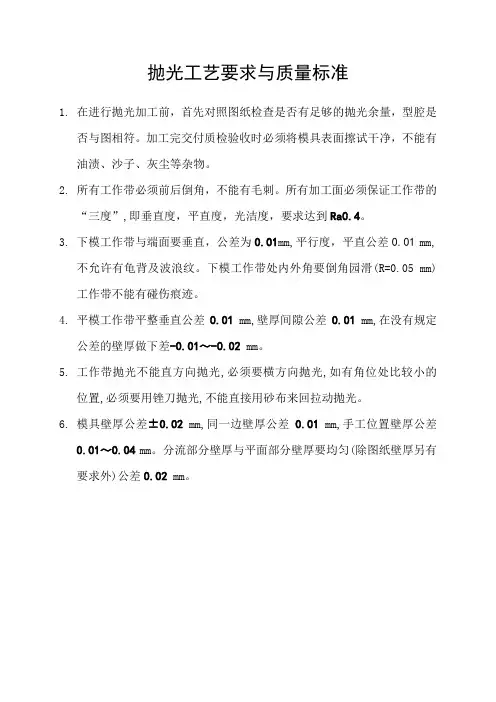
抛光工艺要求与质量标准
1.在进行抛光加工前,首先对照图纸检查是否有足够的抛光余量,型腔是
否与图相符。
加工完交付质检验收时必须将模具表面擦试干净,不能有油渍、沙子、灰尘等杂物。
2.所有工作带必须前后倒角,不能有毛刺。
所有加工面必须保证工作带的
“三度”,即垂直度,平直度,光洁度,要求达到Ra0.4。
3.下模工作带与端面要垂直,公差为0.01mm,平行度,平直公差0.01 mm,
不允许有龟背及波浪纹。
下模工作带处内外角要倒角园滑(R=0.05 mm)工作带不能有碰伤痕迹。
4.平模工作带平整垂直公差0.01 mm,壁厚间隙公差0.01 mm,在没有规定
公差的壁厚做下差-0.01~-0.02 mm。
5.工作带抛光不能直方向抛光,必须要横方向抛光,如有角位处比较小的
位置,必须要用锉刀抛光,不能直接用砂布来回拉动抛光。
6.模具壁厚公差±0.02 mm,同一边壁厚公差0.01mm,手工位置壁厚公差
0.01~0.04mm。
分流部分壁厚与平面部分壁厚要均匀(除图纸壁厚另有
要求外)公差0.02 mm。
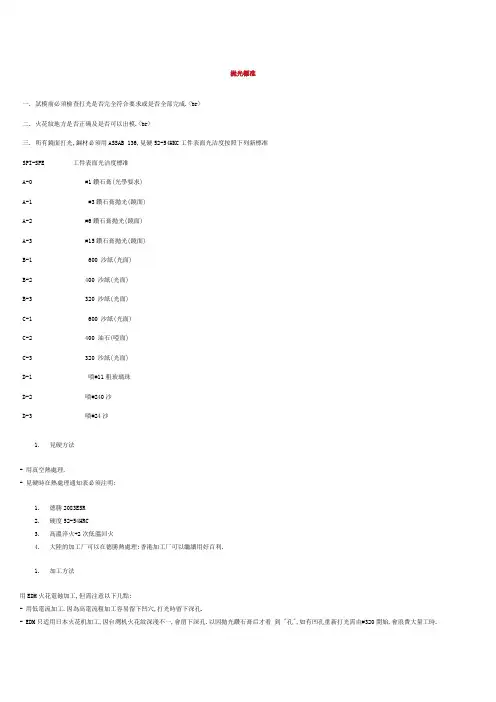
拋光標准
一. 試模前必須檢查打光是否完全符合要求或是否全部完成.<br>
二. 火花紋地方是否正确及是否可以出模.<br>
三. 所有鏡面打光,鋼材必須用ASSAB 136,見硬52-54HKC工件表面光洁度按照下列新標准
SPI-SPE 工件表面光洁度標准
A-0 #1鑽石膏(光學要求)
A-1 #3鑽石膏拋光(鏡面)
A-2 #6鑽石膏拋光(鏡面)
A-3 #15鑽石膏拋光(鏡面)
B-1 600 沙紙(光面)
B-2 400 沙紙(光面)
B-3 320 沙紙(光面)
C-1 600 沙紙(光面)
C-2 400 油石(啞面)
C-3 320 沙紙(光面)
D-1 噴#11粗玻璃珠
D-2 噴#240沙
D-3 噴#24沙
1.見硬方法
- 用真空熱處理.
- 見硬時在熱處理通知表必須注明:
1.德勝2083ESR
2.硬度52-54HRC
3.高溫淬火+2次低溫回火
4.大陸的加工厂可以在德勝熱處理;香港加工厂可以繼續用好百利.
1.加工方法
用EDM火花電蝕加工,但需注意以下几點:
- 用低電流加工.因為高電流粗加工容易留下凹穴,打光時留下深孔.
- EDM只适用日本火花机加工,因台灣机火花紋深淺不一,會留下深孔.以因拋光鑽石膏后才看到 "孔",如有凹孔重新打光需由#320開始,會浪費大量工時.。
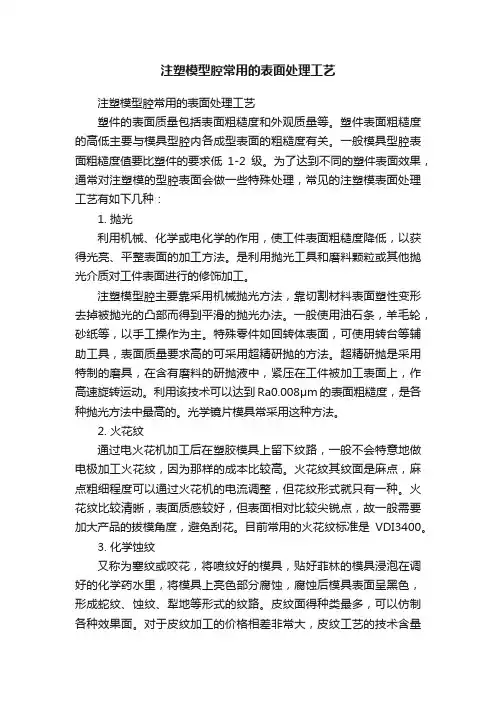
注塑模型腔常用的表面处理工艺注塑模型腔常用的表面处理工艺塑件的表面质量包括表面粗糙度和外观质量等。
塑件表面粗糙度的高低主要与模具型腔内各成型表面的粗糙度有关。
一般模具型腔表面粗糙度值要比塑件的要求低1-2级。
为了达到不同的塑件表面效果,通常对注塑模的型腔表面会做一些特殊处理,常见的注塑模表面处理工艺有如下几种:1. 抛光利用机械、化学或电化学的作用,使工件表面粗糙度降低,以获得光亮、平整表面的加工方法。
是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工。
注塑模型腔主要靠采用机械抛光方法,靠切割材料表面塑性变形去掉被抛光的凸部而得到平滑的抛光办法。
一般使用油石条,羊毛轮,砂纸等,以手工操作为主。
特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。
超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。
利用该技术可以达到Ra0.008μm的表面粗糙度,是各种抛光方法中最高的。
光学镜片模具常采用这种方法。
2. 火花纹通过电火花机加工后在塑胶模具上留下纹路,一般不会特意地做电极加工火花纹,因为那样的成本比较高。
火花纹其纹面是麻点,麻点粗细程度可以通过火花机的电流调整,但花纹形式就只有一种。
火花纹比较清晰,表面质感较好,但表面相对比较尖锐点,故一般需要加大产品的拔模角度,避免刮花。
目前常用的火花纹标准是VDI3400。
3. 化学蚀纹又称为塞纹或咬花,将喷纹好的模具,贴好菲林的模具浸泡在调好的化学药水里,将模具上亮色部分腐蚀,腐蚀后模具表面呈黑色,形成蛇纹、蚀纹、犁地等形式的纹路。
皮纹面得种类最多,可以仿制各种效果面。
对于皮纹加工的价格相差非常大,皮纹工艺的技术含量高。
可以做各种塑料工模皮纹、木纹、布纹、立体纹、(电视,电脑,电话,手机,汽车,摩托,空调,冰箱等)大小电器外壳各类花纹滚筒等。
工艺流程:模具准备——晒菲林——贴菲林——曝光——腐蚀——清洗——后处理。
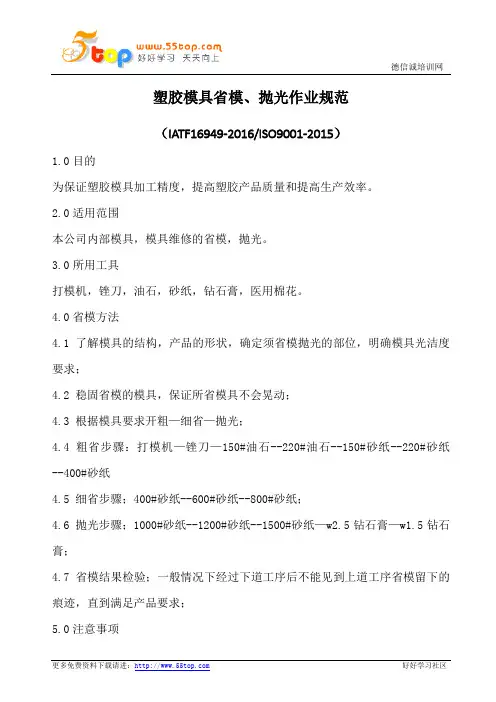
塑胶模具省模、抛光作业规范
(IATF16949-2016/ISO9001-2015)
1.0目的
为保证塑胶模具加工精度,提高塑胶产品质量和提高生产效率。
2.0适用范围
本公司内部模具,模具维修的省模,抛光。
3.0所用工具
打模机,锉刀,油石,砂纸,钻石膏,医用棉花。
4.0省模方法
4.1了解模具的结构,产品的形状,确定须省模抛光的部位,明确模具光洁度要求;
4.2 稳固省模的模具,保证所省模具不会晃动;
4.3 根据模具要求开粗—细省—抛光;
4.4 粗省步骤:打模机—锉刀—150#油石--220#油石--150#砂纸--220#砂纸--400#砂纸
4.5 细省步骤;400#砂纸--600#砂纸--800#砂纸;
4.6 抛光步骤;1000#砂纸--1200#砂纸--1500#砂纸—w2.5钻石膏—w1.5钻石膏;
4.7省模结果检验;一般情况下经过下道工序后不能见到上道工序省模留下的痕迹,直到满足产品要求;
5.0注意事项
5.1注意省模姿势,避免模具内大外小,圆角;
5.2省模完成后模具一定要做好防锈保护,不要被外来因素伤害模面。
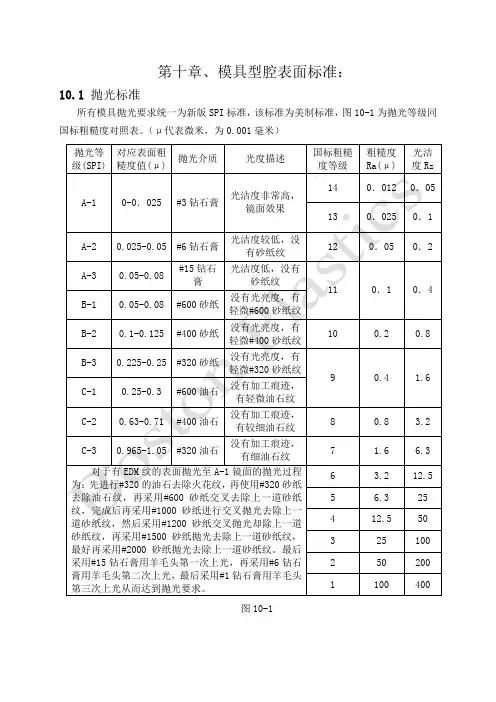
模具零件表面粗糙度。
模具抛光标准
模具抛光是模具制作过程中的关键步骤之一,它对于模具的质量和表面光洁度有重要影响。
以下是一些常见的模具抛光标准:
1. 光洁度要求:模具表面应具有一定的光洁度,通常要求无明显的划痕、气泡、麻点等缺陷。
光洁度的标准可以根据具体应用而定,通常使用标准表面粗糙度(Ra)或光洁度等级(如SPI标准)来衡量。
2. 划痕和瑕疵:模具表面不应有明显的划痕、磨痕、凹陷、瑕疵等缺陷。
在抛光过程中,应特别注意消除这些瑕疵,以确保模具表面的完整性和光滑度。
3. 角度和边缘处理:模具的角度和边缘应该平滑、无锐利的边缘,以避免在模具使用过程中导致损伤或刮伤工件。
对于较小的模具,需要特别注意角度和边缘的抛光。
4. 表面平整度:模具表面应该是平整的,没有凹凸不平的情况。
通过抛光,可以使模具表面更加平坦,确保工件在模具中的贴合度和精度。
5. 模具表面光泽度:模具的表面光泽度通常根据具体要求而定,可以通过使用不同的抛光工具和材料来实现不同的光泽度。
一般来说,模具表面应具有良好的光泽度,以提高工件的外观质量和表面光洁度。
需要注意的是,不同的模具类型和应用领域可能具有不同的抛光标准和要求。
在实际操作中,可以根据具体情况选择适当的抛光方法、工具和材料,以满足模具的质量要求和客户的需求。
此外,定期清洁和维护模具也是保持模具表面光洁度的重要措施。
塑胶模具镜面抛光等级标准Mirror polishing is a crucial step in the production of plastic molds, as it enhances the appearance and quality of the final product. Mirror polishing is a process that involves using progressively finer abrasives to achieve a smooth, shiny finish on the surface of the mold. This level of polish is typically required for molds that will be used to produce high-quality plastic parts with a flawless finish.镜面抛光对于塑胶模具的生产是非常关键的一步,因为它可以提升最终产品的外观和质量。
镜面抛光是一个过程,涉及使用逐渐细化的磨料来实现模具表面的光滑、闪亮的光洁效果。
通常需要这种抛光水平的是用于生产具有无瑕疵表面的高质量塑胶零件的模具。
The level of mirror polish achieved on a plastic mold is typically measured using specific standards and criteria. These standards outline the desired finish quality, such as the smoothness, reflectivity, and uniformity of the surface. The most commonly used standard for mirror polishing in the mold-making industry is the SPI (Society of the Plastics Industry) finish guide, which provides visual examples and descriptions of different levels of polish.通常情况下,可以使用特定的标准和标准来衡量塑胶模具上实现的镜面抛光水平。
模具抛光作业标准1.总则:1.1、抛光表面质量要符合顾客对制品的要求或项目部长的要求。
1.2、抛光作业不得破坏模具表面形状(如棱角、圆角、平面、直线、相切、止口等),型腔口角要保持锋利。
1.3、抛光前检查形状是否加工到位,圆角过渡是否顺滑,表面是否有明显台阶,所有上述形状特征需要钳工负责人修整完毕后才能开始抛光作业,抛光作业人员不得擅自改变零件形状。
1.4、抛光过程中一旦发现模具表面有点蚀、裂痕、焊疤、麻点等问题应立即停止作业,并向生产部和项目部长报告。
1.5、抛光作业现场要保持清洁,精抛工序应在无尘环境进行。
2.注意事项:2.1、用砂纸抛光需要用软的木棒或竹棒,当产品表面呈圆角、圆弧或球面形状时,使用的软木棒的头部形状应该与模具表面形状吻合。
2.2、当换用不同型号的砂纸或油石条时,抛光方向应变换45°~90°,以确保前道磨痕彻底去除。
2.3、在换用不同型号的砂纸前,必须用100%纯棉花沾取酒精一类的清洁液对抛光表面仔细擦拭;从砂纸抛光换成研磨膏抛光时,必须把颗粒和煤油清洁干净才可继续下一道工序抛光。
2.4、使用研磨膏时,双手、手袖必须清洁。
2.5、每道打磨抛光应从困难部位(边、角等部位)开始。
2.6、每道抛光应争取在最短的时间内完成,抛光的力度亦随着表面光洁度增加而减轻。
2.7、最后一道抛光应在产品脱模方向进行。
2.8、清洗表面的研磨剂和润滑剂,喷上防锈剂,粘上保护膜。
3、作业指导:3.1抛光基本流程3.1.1、粗抛,去除刀痕、电火花层,然后采用条状油石加煤油研磨。
3.1.2、半精抛,使用砂纸和煤油。
3.1.3、精抛,用抛光布轮混合钻石研磨膏进行研磨,之后用粘毡和研磨膏手工抛光。
3.2、各级别表面的抛光要求3.2.1、A0级抛光,油石使用顺序为180#-320#-400#-600#;砂纸号数依次为400#-600#-800#-1000#-(1500#);钻石研磨膏依次采用W7、W3.5、W1.5。
模具的抛光技术.txt生活是一张千疮百孔的网,它把所有激情的水都漏光了。
寂寞就是你说话时没人在听,有人在听时你却没话说了!模具的抛光技术1.0 模具的表面光洁度在制造模具时必须注意到在模具的不同部位,其所要求的表面光洁度也随之改变。
而注塑时塑胶所接触到的模具表面,客户一般都会有较高的要求,尤其是透明的塑胶产品,光泽的表面对产品的卖相和价值有着正面的影响。
1.1 美国标准:SPI将模具光洁度分为12级不同标准。
每种光洁度所使用的处理材料都不同。
SPI标准是使用厚3/8in,直径1in的H13钢料,再在圆形平面上以下表所列的表面处理材料加工而成。
表面光洁度标准及加工所使用的处理材料(SPI AR-106)单位:inch光洁度代号所使用的表面处理材料粗糙度平均Ra μ–inA-1第3级鑽石膏0-1A-2 第6级鑽石膏1-2A-3第15级鑽石膏2-3B-1600号砂纸2-3B-2400号砂纸4-5B-3320号砂纸9-10C-1600号油石10-12C-2400号油石25-28C-3320号油石38-42D-1喷11号玻璃珠10-12D-2喷240号氧化砂26-32D-3喷24号氧化砂190-2301.2 日本标准:JIS标准是将模具光洁度分为6级。
每级所使用的处理材料有其特定规格。
JIS标准是使用直径18mm,硬度由HRC56至60之间的钢材,再在圆形平面上以下表所列的表面处理材料加工而成。
表面光洁度标准及加工所使用的处理材料(JIS K7140)单位:mm光洁度代号MR-1MR-2MR-3MR-4MR-5MR-6所使用的表面材料8000号(1至5μ) 鑽石粉1200号 (8至20μ) 鑽石粉360号钢纸150号油石120号喷砂在5kgf/c㎡气压下喷46号喷在5kgf/c㎡气压下喷表面粗糙度(uRz)最小-0.060.241.24.815最大0.030.120.481.76.6192.0 影响抛光的因素:2.1 制模的钢材材质:若模具表面的局部区域在硬度或其他性质方面发生偏离,就会在抛光过程中产生问题,如:各种类型的熔渣及砂孔。
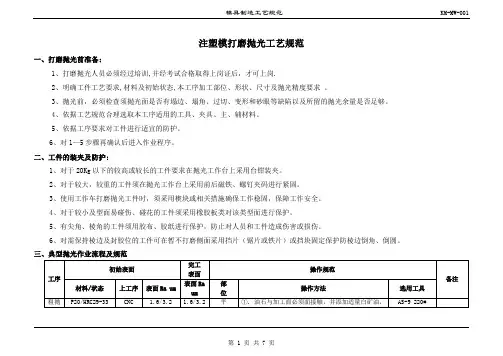
注塑模打磨抛光工艺规范一、打磨抛光前准备:1、打磨抛光人员必须经过培训,并经考试合格取得上岗证后,才可上岗.2、明确工件工艺要求,材料及初始状态,本工序加工部位、形状、尺寸及抛光精度要求。
3、抛光前,必须检查须抛光面是否有塌边、塌角、过切、变形和砂眼等缺陷以及所留的抛光余量是否足够。
4、依据工艺规范合理选取本工序适用的工具、夹具、主、辅材料。
5、依据工序要求对工件进行适宜的防护。
6、对1—5步骤再确认后进入作业程序。
二、工件的装夹及防护:1、对于20Kg以下的较高或较长的工件要求在抛光工作台上采用台钳装夹。
2、对于较大,较重的工件须在抛光工作台上采用前后磁铁、螺钉夹码进行紧固。
3、使用工作车打磨抛光工件时,须采用楔块或相关措施确保工作稳固,保障工作安全。
4、对于较小及型面易碰伤、碰花的工件须采用橡胶板类对该类型面进行保护。
5、有尖角、棱角的工件须用胶布、胶纸进行保护,防止对人员和工件造成伤害或损伤。
6、对需保持棱边及封胶位的工件可在暂不打磨侧面采用挡片(锯片或铁片)或挡块固定保护防棱边倒角、倒圆。
三、典型抛光作业流程及规范四、常用磨料打磨后的表面粗糙度及产品外观对照简表:1、型腔指模具成型产品正面的所有胶位面,包括定模抽芯件。
2、型芯指模具成型产品背面的所有胶位面,包括动模抽芯件。
3、模具型腔以外部分的外观面按光面外观件型腔要求。
4、如客户有特殊要求,按客户要求具体实施五、自检内容及范围:1、封胶面是否塌角,倒圆;2、是否破坏原出模斜度;3、检查各抛光面尺寸,看是否超过预留量;4、型腔底部圆角是否凹进侧面和底面;5、是否有倒斜现象;6、其粗糙度是否已达图纸要求;7、自检合格后,送组长(或检验员)检查。
六、抛光操作注意事项:1、打磨前应检查打磨余量是否足够,打磨抛光量不能超出预留量:1)磨削后的平面打磨抛光量不能超出预留量0.05~0.06mm;2)未磨削的面、电蚀或线切割的面打磨抛光量不能超出预留量0.08~0.1mm;3)筋位单边和深度打磨抛光量不能超出预留量0.03~0.08mm。
5.2.5型腔的研磨和抛光模具型腔 (型芯)经切削加工后,表面上残留有切削痕迹。
为了去除切削加工痕迹和提高模具表面质量,需要对其进行研磨抛光。
抛光和研磨在型腔加工中所占工时比重很大,是提高模具质量的重要工序,它不仅对成形制件的尺寸精度,表面质量影响很大,也影响模具的使用寿命。
研磨抛光的方法主要有:机械研磨和抛光、超声波抛光和电解抛光,这里主要讲机械研磨和抛光原理和工艺方法,超声波抛光和电解抛光在学习单元六中讲。
一、研磨的原理和目的1.研磨的原理研磨是在工件和工具(研具)之间加入研磨剂,在一定压力下由工具和工件间的相对运动,驱动大量磨粒在加工表面上滚动、滑擦,去除微细的金属层而使加工表面的粗糙度减小。
研磨加工时,在研具和工件表面间存在有分散的磨料或研磨剂,在两者之间施加一定的压力,并使其产生复杂的相对运动,这样经过磨粒的切削作用及研磨剂的化学和物理作用,在工件表面上即可去掉极薄的一层余量,获得较高的尺寸精度和较低的表面粗糙度。
根据实验表明,磨粒的切削作用如图5-68a所示,分为滑动切削作用和滚动切削作用两类。
前者磨粒基本固定在研具上,靠磨粒在工件表面移动进行切削;后者磨粒基本上是自由状态的,在研具和工件间滚动,靠滚动来切削。
在研磨脆性材料时,除上述作用外,还有如图5-68b 所示的情况,磨粒在压力作用下,使加工面产生裂纹,随着磨粒的运动,裂纹不断地扩大、交错,以致形成碎片,成为切屑脱离工件。
图5-68 研磨时磨粒的切削作用研磨时的金属去除过程,除磨粒的切削作用外,还常常由于化学或物理作用所致。
在湿研磨时,所用的研磨剂中除了有磨粒外,还常加有油酸、硬脂酸等酸性物质,这些物质会使工件表面产生一层很软的氧化物薄膜,钢铁成膜时间只要0.05s,氧化膜厚度约2~7μm。
凸点处的薄膜很容易被磨粒去除,露出的新鲜表面很快地继续氧化,继续被去掉,如此循环,加速了去除的过程。
除此之外,研磨时在接触点处的局部高温高压,也有可能产生局部挤压作用,使高点处的金属流入低点,降低了工件表面粗糙度。
注塑模型腔常用的表面处理工艺塑件的表面质量包括表面粗糙度和外观质量等。
塑件表面粗糙度的高低主要与模具型腔内各成型表面的粗糙度有关。
一般模具型腔表面粗糙度值要比塑件的要求低1-2级。
为了达到不同的塑件表面效果,通常对注塑模的型腔表面会做一些特殊处理,常见的注塑模表面处理工艺有如下几种:1. 抛光利用机械、化学或电化学的作用,使工件表面粗糙度降低,以获得光亮、平整表面的加工方法。
是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工。
注塑模型腔主要靠采用机械抛光方法,靠切割材料表面塑性变形去掉被抛光的凸部而得到平滑的抛光办法。
一般使用油石条,羊毛轮,砂纸等,以手工操作为主。
特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。
超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。
利用该技术可以达到Ra0.008μm的表面粗糙度,是各种抛光方法中最高的。
光学镜片模具常采用这种方法。
2. 火花纹通过电火花机加工后在塑胶模具上留下纹路,一般不会特意地做电极加工火花纹,因为那样的成本比较高。
火花纹其纹面是麻点,麻点粗细程度可以通过火花机的电流调整,但花纹形式就只有一种。
火花纹比较清晰,表面质感较好,但表面相对比较尖锐点,故一般需要加大产品的拔模角度,避免刮花。
目前常用的火花纹标准是VDI3400。
3. 化学蚀纹又称为塞纹或咬花,将喷纹好的模具,贴好菲林的模具浸泡在调好的化学药水里,将模具上亮色部分腐蚀,腐蚀后模具表面呈黑色,形成蛇纹、蚀纹、犁地等形式的纹路。
皮纹面得种类最多,可以仿制各种效果面。
对于皮纹加工的价格相差非常大,皮纹工艺的技术含量高。
可以做各种塑料工模皮纹、木纹、布纹、立体纹、(电视,电脑,电话,手机,汽车,摩托,空调,冰箱等)大小电器外壳各类花纹滚筒等。
工艺流程:模具准备——晒菲林——贴菲林——曝光——腐蚀——清洗——后处理。
塑料模具抛光等级嘿,朋友们!今天咱来聊聊塑料模具抛光等级这档子事儿。
你说这塑料模具啊,就好比是一件艺术品的雏形,而抛光呢,那就是给它精心打磨,让它绽放光彩的关键一步。
想象一下,一个粗糙的模具就像一个灰姑娘,等着抛光这个魔法棒来把它变成美丽的公主呢!这抛光等级啊,那可真是有讲究。
从低到高,就像是一步步攀登高峰。
低等级的抛光,可能就只是简单地磨了磨,表面还有些小瑕疵,就像脸上有几颗小雀斑的姑娘,虽然也可爱,但总觉得缺了点啥。
可到了高等级的抛光,哇塞,那简直就是光滑如镜,能映出你的笑脸来,就像舞台上光芒四射的明星。
咱就说,要是一个模具抛光没做好,那生产出来的塑料制品能好看吗?肯定不行啊!就好像你去相亲,对方邋里邋遢的,你能有好印象吗?所以啊,这抛光等级可不能马虎。
你看那些高级的塑料制品,为啥那么精致,那么让人爱不释手?不就是因为背后有高等级的抛光在支撑嘛!这就好比一个优秀的运动员,背后肯定有刻苦的训练和精心的呵护呀。
要是咱自己做塑料模具,可得好好琢磨琢磨这抛光等级。
别随随便便搞一下就完事了,那可不行!得像对待宝贝一样,用心去打磨,去提升它的等级。
不然,最后做出来的东西不伦不类的,那不就白折腾啦?而且啊,这抛光等级也不是想提升就能提升的,得有技术,有耐心。
就跟练功一样,得一步步来,急不得。
要是太着急,搞不好还会弄巧成拙呢!你想想,要是因为抛光等级没弄好,导致产品质量不行,那损失得多大呀!这可不是闹着玩的,这是真金白银的事儿啊!所以啊,咱得重视起来,不能掉以轻心。
总之呢,塑料模具抛光等级这事儿,说大不大,说小不小。
但咱要想做出好东西,就得在这上面下功夫。
可别小瞧了这抛光等级,它可是决定塑料制品成败的关键之一呢!大家可得记住啦!。
塑胶模具省模、抛光作业规范
(IATF16949-2016/ISO9001-2015)
1.0目的
为保证塑胶模具加工精度,提高塑胶产品质量和提高生产效率。
2.0适用范围
本公司内部模具,模具维修的省模,抛光。
3.0所用工具
打模机,锉刀,油石,砂纸,钻石膏,医用棉花。
4.0省模方法
4.1了解模具的结构,产品的形状,确定须省模抛光的部位,明确模具光洁度要求;
4.2 稳固省模的模具,保证所省模具不会晃动;
4.3 根据模具要求开粗—细省—抛光;
4.4 粗省步骤:打模机—锉刀—150#油石--220#油石--150#砂纸--220#砂纸--400#砂纸
4.5 细省步骤;400#砂纸--600#砂纸--800#砂纸;
4.6 抛光步骤;1000#砂纸--1200#砂纸--1500#砂纸—w2.5钻石膏—w1.5钻石膏;
4.7省模结果检验;一般情况下经过下道工序后不能见到上道工序省模留下的痕迹,直到满足产品要求;
5.0注意事项
5.1注意省模姿势,避免模具内大外小,圆角;
5.2省模完成后模具一定要做好防锈保护,不要被外来因素伤害模面。
模具零件表面粗糙度。
精密型腔模具的抛光1、引言随着塑料工业的飞速发展,人们对塑料制品的质量要求越来越高;模具制造商受到的压力也越来越大,需要在保证和提高质量的同时,降低模具的制造成本和加工时间。
抛光作为制造塑料模具的一个重要环节,其质量和成本与模具息息相关。
⑴、模具型腔的尺寸要求、加工精度和表面粗糙度直接影响到制品的外观质量。
所以,对其提出了较高的要求,譬如,注射模具型腔表面粗糙度要求小到Ra0.1~0.25μm的水平,光学面则要求Ra小于0.01μm。
⑵、在模具制造的过程中,抛光成本约占模具总成本的5%~25%,其作业时间约占模具总制造时间的1/5,其效率直接关系到模具的生产成本和交货期。
2、抛光的内涵先引入研磨的概念,所谓的研磨就是在不损坏工件形状的条件下,尽可能减小工件表面粗糙度的方法。
在英文上书写为Polishing。
然而在光学作业领域里研磨又分为磨合和抛光两种类型。
研磨是使用氧化铝或碳化硅磨粒和以铸铁或氧化铝制成研磨用平板从事玻璃透镜等工件研磨加工。
而抛光主要是使工件具有光泽面的作业,即经过磨合后工件,需再次经过抛光处理才具有光学性的光泽面,故抛光可以扑看成是研磨的最后工序。
3、抛光的作用⑴、提高模具型腔表面的粗糙度,减少树脂流动时的阻力及脱模时的阻力,从而有利于塑件的顺利脱模,提高制品的表观质量,也可以获得某些特别的光学性能,或者为下一道工序如:皮纹制作或镀层作准备。
⑵、提高模具结合面的精度,防止树脂渗漏,提高模具尺寸精度及形状精度,相对也提高了制品精度。
⑶、提高模具刚性及使用寿命,可以防止模具生锈,亦可以避免产品局部应力的升高,一般在磨削过程中会形成尖锐的锯齿或拐角,将会增加应力集中造成破坏的危险,这样的拐角必须抛光。
4、抛光的方法抛光的种类比较多,有手工抛光、电解抛光、超声波抛光、挤压珩磨抛光、使用抛光机械进行抛光等技术,但对于形状比较复杂的模具型腔来说以及最后的光整加工,手工抛光仍然是目前主要的操作方法。
模具抛光等级
模具抛光等级
模具抛光等级是用来衡量模具表面光洁度的技术标准,表示模具抛光的效果程度和抛
光质量的一种评价指标。
模具表面抛光等级,是通过观察磨光表面来判定磨光结果和磨光度。
模具抛光等级一共有7个等级,分别是I、II、III、IV、V、VI、VII,排列由低到高。
一级:表面较粗糙,不需要做任何抛光,通常是外型零件表面的自然状态,有明显的
斜面和划痕,可以直接到进行油漆,但是要求质量较低的表面。
二级:物理保护处理(TPP)和机械打磨处理(PMP)是最常用的抛光工艺。
其结果是,表面划痕减少,表面有一定的亮度,可以达到满足基本外观要求,但要求质量较低或中等
的表面外观。
三级:主要机械抛光,处理结果是表面光洁度有一定的改善,表面亮度有提高,划痕
状态大大减少,可以达到一般要求,但是高精度要求还未能满足。
四级:处理方式是钝化研磨处理+气动抛光+叠加抛光,结果造型精度处于一定水平,表面光度有显著改善,表观样式美观。
五级:机械抛光、化学抛光和化学预处理处理,处理结果表面光度显著改善,质量一
般属于高品质的表面,达到一定的标准,满足一定的要求。
六级:处理方式是重磨处理、化学预处理,气动除尘+气动抛光+化学抛光,处理效
果是表面光洁度除去接触划痕和浮动模有显著改善,表面亮度约90%光洁,且抛光后具有
长期持久的蓝色现象。
七级:处理方式有重磨处理、气动抛光+化学抛光、固态抛光,处理结果是表面光度
显著改善,无明显接触划痕和浮动模,表面达到所需光度95%-98%,少数表面达到极高亮度,镜面抛光效果达到原子镜水准,满足特殊要求的高精度表面处理。