第五章配货作业介绍
- 格式:ppt
- 大小:632.50 KB
- 文档页数:35


配货的基本方法
配货作业步骤与工作内容
拣选策略及其运用
2004-7-30
搬运车辆
2004-7-305
(三)按单拣选方法优点:
(3)拣选完一个货单,货物便配齐,拣货后不用进行分类作业,因此,货物可不再落地暂存而直接装
(四)按单拣选方法的缺点:
1、但商品品类多时,拣货行走路径加长,拣取效率较低;
2、拣货区域大时,搬运系统设计也比较困难。
2004-7-309
(五)按单拣选方法的应用:
度,采取其他方式配货时间太长,而利用按单拣选实
12
2004-7-3015
图:显示屏传递拣货信息
图:显示屏传递拣货信息
16
图:拣货台车拣货图:拣货台车拣货
17
(一)、批量拣选方式原理图
(二)批量拣选方式的特点
(三)批量拣选方式的优点
(四)批量拣选方式的缺点:
(五)批量拣选方式的应用
机动车分货作业工艺方式
25
传送带+人力分货作业工艺方
式
分货机自动分货
27
图:自动分拣系统传递
2004-7-3028
的组合,当用户不
多,物品又适于回
转货架储存时,可
货处,边从架中取
货,边向几个用户
货位分货,直至分
31
第二节配货作业步骤与工作内容
一、配货作业基本步骤
一批订单组合处理
计算拣取标准时间的方法
拣货单位
2、配货信息的传递
图5-15 显示屏传递拣货信息
45
自动分拣系统传递
(二)配货作业操作
50。



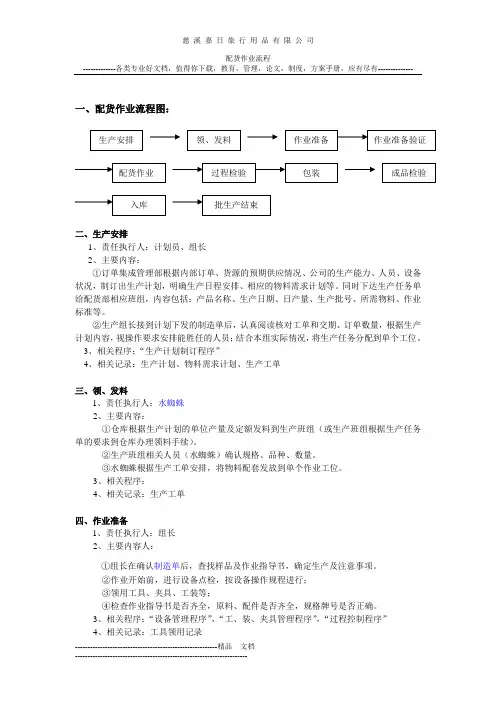
一、配货作业流程图:二、生产安排1、责任执行人:计划员、组长2、主要内容:①订单集成管理部根据内部订单、货源的预期供应情况、公司的生产能力、人员、设备状况,制订出生产计划,明确生产日程安排、相应的物料需求计划等。
同时下达生产任务单给配货部相应班组,内容包括:产品名称、生产日期、日产量、生产批号、所需物料、作业标准等。
②生产组长接到计划下发的制造单后,认真阅读核对工单和交期、订单数量,根据生产计划内容,视操作要求安排能胜任的人员;结合本组实际情况,将生产任务分配到单个工位。
3、相关程序:“生产计划制订程序”4、相关记录:生产计划、物料需求计划、生产工单三、领、发料1、责任执行人:水蜘蛛2、主要内容:①仓库根据生产计划的单位产量及定额发料到生产班组(或生产班组根据生产任务单的要求到仓库办理领料手续)。
②生产班组相关人员(水蜘蛛)确认规格、品种、数量。
③水蜘蛛根据生产工单安排,将物料配套发放到单个作业工位。
3、相关程序:4、相关记录:生产工单四、作业准备1、责任执行人:组长2、主要内容人:①组长在确认制造单后,查找样品及作业指导书,确定生产及注意事项。
②作业开始前,进行设备点检,按设备操作规程进行;③领用工具、夹具、工装等;④检查作业指导书是否齐全,原料、配件是否齐全,规格牌号是否正确。
3、相关程序:“设备管理程序”,“工、装、夹具管理程序”,“过程控制程序”4、相关记录:工具领用记录五、作业准备验证1、责任执行人:操作工、组长、检验员2、主要内容:①按作业指导书的要求加工首件产品,操作人员做好首件产品后,经组长确认,并由检验员按要求进行首件检验。
②可采用与末件或标准件比较的办法。
③组长、检验员均需在首件检验单上签字确认。
3、相关程序:“作业准备验证程序”4、相关记录:首件检验报告六、配货作业1、责任执行人:作业员、水蜘蛛、检验员2、主要内容:①操作人员在首件合格后,严格按作业指导书的规定进行批量生产,将合格产品放到规定容器或指定待检区;②填写好生产工单等有关生产记录;③作业员每一产品出来后必须自检。