弯曲模结构设计
- 格式:pptx
- 大小:4.04 MB
- 文档页数:37
弯曲模设计一.凸模圆角半径当弯曲件的相对弯曲半径r / t 较小时,取凸模圆角半径等于或略小于工件内侧的圆角半径r ,但不能小于材料所允许的最小弯曲半径r min 。
若弯曲件的r / t 小于最小相对弯曲半径,则应取凸模圆角半径r t > r min ,然后增加一道整形工序,使整形模的凸模圆角半径r t = r 。
当弯曲件的相对弯曲半径r / t 较大(r / t > 10 ),精度要求较高时,必须考虑回弹的影响,根据回弹值的大小对凸模圆角半径进行修正。
二.凹模圆角半径凹模入口处圆角半径r a 的大小对弯曲力以及弯曲件的质量均有影响,过小的凹模圆角半径会使弯矩的弯曲力臂减小,毛坯沿凹模圆角滑入时的阻力增大,弯曲力增加,并易使工件表面擦伤甚至出现压痕。
在生产中,通常根据材料的厚度选取凹模圆角半径:当t ≤ 2 mm ,r a = (3 ~ 6) tt =2 ~ 4 mm ,r a = (2 ~ 3) tt >4 mm ,r a = 2 t对于V 形弯曲件凹模,其底部圆角半径可依据弯曲变形区坯料变薄的特点取r ' a = (0.6 ~ 0.8)( r t + t) 或者开退刀槽。
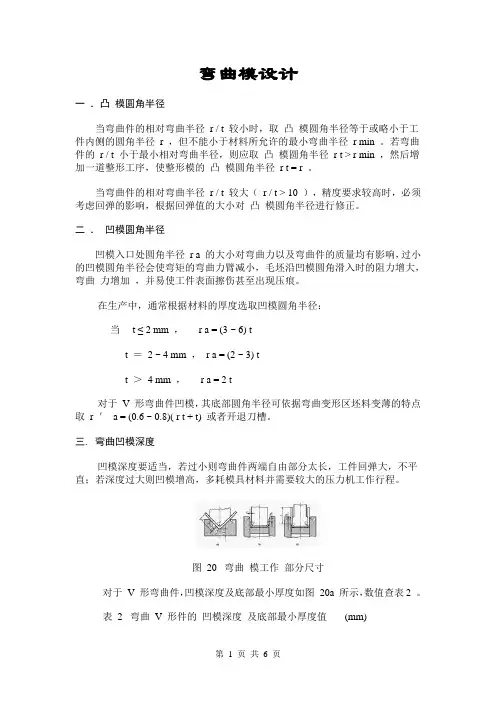
三. 弯曲凹模深度凹模深度要适当,若过小则弯曲件两端自由部分太长,工件回弹大,不平直;若深度过大则凹模增高,多耗模具材料并需要较大的压力机工作行程。
图20 弯曲模工作部分尺寸对于V 形弯曲件,凹模深度及底部最小厚度如图20a 所示,数值查表2 。
表2 弯曲V 形件的凹模深度及底部最小厚度值(mm)对于 U 形弯曲件,若直边高度不大或要求两边平直,则凹模深度应大于工件的深度,如图 20b 所示,图中 h 0 查表 3 。
如果弯曲件直边较长,而且对平直度要求不高,凹模深度可以小于工件的高度,见图 20c ,凹模深度 l 0 值查表 4。
表 3 弯曲 U 形件凹模 的 h 0 值 (mm) 板料厚度 t≤ 1 1~2 2~3 3~4 4~5 5~6 6~7 7~8 8~10 h 03456810 15 20 25表 4 弯曲 U 形件的 凹模深度 l 0 (mm)四. 弯曲 凸 、凹模的间隙V 形件弯曲 时, 凸 、凹模的间隙是*调整压力机的闭合高度来控制的。
Z形件弯曲模具设计This design project focuses on the design of a bending die for a Z-shaped component。
The process of cold stamping die design was XXX the article。
The main process involved analyzing the n process of the product and XXX。
the characteristics of the component were analyzed to determine if it met the XXX。
and the bending die was designed。
nally。
the article focused on the design and n of the convex and concave molds。
as well as the XXX force and the center of the mold were also addressed。
Finally。
XXX through the use of AutoCAD.Keywords: XXX stamping。
Z-shaped component。
XXX.I。
nII。
Product process analysisXXXIV。
Analysis and design of punch。
die and punch die structureV。
n。
n and structure analysis of ning componentXXX diagram。
parts diagram and related parts of the composite moldXXXThis paper presents the design process of a Z blanking design for a compound die。
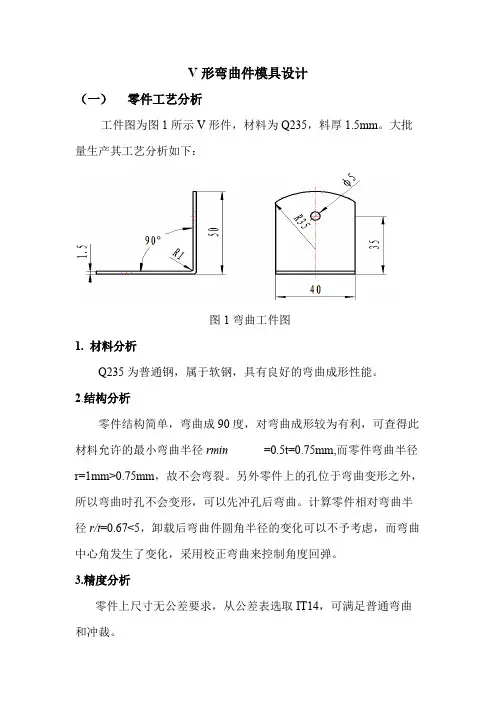
V形弯曲件模具设计(一)零件工艺分析工件图为图1所示V形件,材料为Q235,料厚1.5mm。
大批量生产其工艺分析如下:图1弯曲工件图1.材料分析Q235为普通钢,属于软钢,具有良好的弯曲成形性能。
2.结构分析零件结构简单,弯曲成90度,对弯曲成形较为有利,可查得此材料允许的最小弯曲半径rmin =0.5t=0.75mm,而零件弯曲半径r=1mm>0.75mm,故不会弯裂。
另外零件上的孔位于弯曲变形之外,所以弯曲时孔不会变形,可以先冲孔后弯曲。
计算零件相对弯曲半径r/t=0.67<5,卸载后弯曲件圆角半径的变化可以不予考虑,而弯曲中心角发生了变化,采用校正弯曲来控制角度回弹。
3.精度分析零件上尺寸无公差要求,从公差表选取IT14,可满足普通弯曲和冲裁。
4.结论:由以上分析可知,该零件冲压工艺良好,可以冲裁和弯曲。
(二)工艺方案的确定零件为V形弯曲件,该零件的生产包括落料、冲孔和弯曲。
三个基本工序,可有以下四种工艺方案:方案一:先落料,后冲孔,再弯曲。
采用三套工序模生产。
方案二:落料—冲孔复合冲压,再弯曲。
采用复合模和单工序弯曲模生产。
方案三:冲孔—落料连续冲压,再弯曲。
采用连续模和单工序弯曲模生产。
方案四:冲孔落料弯曲,采用多工位级进模方案一模具结构简单,但需三道工序三副模具,生产效率较低。
方案二需两副模具,且用复合模生产的冲压件行位精度和尺寸精度保证,生产效率较高。
方案三也需两副模具,生产效率也很高,但零件的冲压精度稍差。
方案四需一副模具,可以冲裁和弯曲,同时采用了自动送料、自动检测、自动出件等自动化装置,操作安全,具有较高的劳动生产率。
通过对上述四种方案的综合分析比较,该件的冲压生产采用方案四为佳。
图2坯料展开图1.弯曲工艺计算(1)毛坯尺寸计算,对于r>0.5t有圆角半径的弯曲件,由于变薄不严重,按中性层展开的原理,坯料总长度应等于弯曲件直线部分和圆弧部分长度之和,可查得中性层位移系数x=0.28,所以坯料展开长度为Lz=48×2+270π(1+0.28)÷180=102.288≈102mm 由于零件宽度尺寸为40mm,故毛坯尺寸应为102mm×40mm。

2018年 第8期冷加工1. 零件的结构工艺性分析零件为U 形弯曲成型件,结构简单,左右呈对称状态,具体结构如图1所示。
材质为Q235-A ,板材厚度t =4m m ,图中两处公差要求,采用模具成型形件弯曲成型模具加装导向定位装置与自动送料机构,优化了模具结构,产品质量和生产效率有了明显提高,安全生产也得到了有效的保证,为类似产品的弯曲成型优化工艺设计提供了一种解决问题的有效途径与思路。
扫码了解更多制造可以满足精度要求。
根据零件弯曲成型的工艺性要求,允许的最小弯曲半径r min =0.5t =2mm ,而零件实际的弯曲半径为5mm ,大于2mm ,所以弯曲时根部圆角处不会拉裂,普通碳素结构钢具有较好的弯曲成型性能,图1 U 形件结构析可知,轮毂加工过程中动平衡位置固定,动平衡量可以通过校正的方式降低,根据校正量的不同,影响的动平衡量也不同,可以根据轮毂实际动平衡量选择合适的校正量。
校正后轮毂动平衡量可显著降低。
采用此工艺流程也可将动平衡量过大的轮毂预先挑出,直接报废处理,从而减少成本的浪费。
这些经验可以在轮毂加工行业推广。
参考文献:[1] 尹成湖,周湛学.机械加工工艺简明速查手册[M].北京:化学工业出版社,2015.赵午云,郭维强.动平衡测试技术方法浅析[J].机械工程师,2004(4):15-17.(收稿日期:20180516冷加工图2 U 形件三维结构效果图图3 U 形件展开结构图4 U 形件弯曲成型模具结构六角螺母 2.M16六角螺母 3.螺杆 4.退料橡胶垫 5.垫圈 6.8××80内六角头螺栓 8.下模座 9.凹模 10.M8×70内六角头螺栓 11.冲头 13.上模座 14.M10×35内六角头螺栓 15.8×50圆柱销 16.图5 U形件弯曲成型模具优化设计方案图1.导柱2.推杆3.导套4.冲头5.冲头固定板6.模柄7.上模板8.料斗9.料片 10.自动送料机构 11.凹模 12.下模板 13.顶料装置图6 U形件弯曲成型模具自动送料机构1.料斗2.推料板3.横臂4.销轴5.凹模6.导向套7.拉力弹簧8.滑动杆 9.滚动轴承自动送料机构的设置,在不依托其他外力的情况下,仅仅依靠模具结构的优化设计,就轻松实现了自动送料的繁锁工序,进一步提高了工作效率,消除了安全生产隐患,减轻了操作者的劳动强度,极大地提升了模具的自动化生产水平,为类似产品的弯曲成型优化工艺设计提供了一种解决问题的有效途径与思路。
U形件弯曲模是用于弯曲U形件的一种模具。
在弯曲模的设计中,需要考虑弯曲件的形状、尺寸、弯曲角度、材料特性以及弯曲工艺要求等因素。
U形件弯曲模通常由凹模、凸模和压边圈组成。
凹模是弯曲模的主要组成部分,用于形成弯曲件的外部形状。
凸模则与凹模相配合,用于形成弯曲件的内部形状。
压边圈则用于控制材料在弯曲过程中的流动,防止材料在弯曲过程中出现破裂或起皱等问题。
在设计U形件弯曲模时,需要考虑以下几点:
1.弯曲件的形状和尺寸:根据实际需求,确定弯曲件的形状和尺寸,以确保模具
能够满足生产要求。
2.材料特性:了解材料的力学性能、热处理状态、硬度等特性,以便选择合适的
模具材料和加工工艺。
3.弯曲工艺要求:根据生产工艺要求,确定弯曲角度、弯曲速度、加热方式等参
数,以确保模具能够满足生产工艺要求。
4.模具结构:根据实际情况,选择合适的模具结构,包括凹模、凸模、压边圈等
部件的材料、形状和尺寸。
5.加工和装配要求:考虑模具的加工和装配要求,确保模具的制造精度和使用寿
命。
总之,U形件弯曲模的设计需要考虑多方面因素,包括弯曲件的形状和尺寸、材料特性、弯曲工艺要求以及模具结构和加工要求等。
只有综合考虑这些因素,才能设计出符合实际需求的U形件弯曲模。
摘要模具在在现代生产中,是生产各种工业产品的重要工艺装备,它以其特定的形状通过一定的方式使原材料成形。
例如,冲压件和锻件是通过冲压或锻造方式使金属材料在模具内发生塑性变形而获得的,金属压铸、塑料、陶瓷、橡胶等金属和非金属制品,绝大多数也是模具成形的。
由于模具成形具有优质、高产、省料和低成本等特点,现在已在国民经济中占有非常大的比重。
并且随着汽车、计算机、电机、电器和日用工业品等现代社会产品对其产品质量、生产成本和更新换代的速度的越来越高的要求,没有模具是难以想象的。
随着现代技术的发展,模具也已使用了CAD/CAM来辅助设计了,另外由于模具采用很多标准件使得模具制造都趋向于采用标准来设计,因此在设计模具中对模具标准越了解的设计起来越得心应手。
此零件是很通用的零件,本设计的目的是制造一套模具对一板料进行直接弯曲之后,制造一个按照给定要求的合格的支承板零件。
为了使这套模具要有高经济和效率的特点,在这里我设计了单工序裁模具,操作方便安全,生产效率高。
弯曲模是把金属板料、型材或管料等弯成一定曲率和角度的装置。
在弯曲模中,要求能弯曲零件90度,又由于零件的实际结构,我采用了U形弯曲模。
关键词:冷冲模弯曲 U型件毕业设计任务书设计题目:支承板弯曲模设计1、设计的主要任务及目标弯曲模是将毛坯或工序件沿某一直线弯成一定角度和形状的冲模。
弯曲模的结构形式很多,最常见的单工序弯曲模有V形件弯曲模、U形件弯曲模、Z形件弯曲模。
支承板弯曲模是U形件弯曲模设计。
如图所示制件,分析制件结构工艺性、确定弯曲模结构,绘制模具结构图。
1)、熟悉模具设计方法、步骤、初步培养设计模具的基本能力。
2)、熟悉有关工具书籍、技术标准和参考资料。
3)、培养分析问题、解决问题的实际能力。
2、设计的基本要求和内容1)、完成制件成型工艺分析、确定制件成型工艺方案。
2)、确定模具总体结构方案,完成有关设计计算工作。
3)、绘制模具装配图。
(A1图)4)、绘制主要零件的零件图。
摘要:是根据零件形状的需要,通过模具和压力机把毛坯弯成一定角度,一定形状工件的冲压工艺方法。
弯曲成形工艺在工业生产中的应用:应用相当广泛,如汽车上很多履盖件,小汽车的柜架构件,摩托车上把柄,脚支架,单车上的支架构件,把柄,小的如门扣,夹子(铁夹)等。
弯曲的基本原理以V形板料弯曲件的弯曲变形为例进行说明。
凸模运动接触板料(毛坯)由于凸,凹模不同的接触点力作用而产生弯短矩,在弯矩作用下发生弹性变形,产生弯曲。
随着凸模继续下行,毛坯与凹模表面逐渐靠近接触,使弯曲半径及弯曲力臂均随之减少,毛坯与凹模接触点由凹模两肩移到凹模两斜面上。
(塑变开始阶段)。
随着凸模的继续下行,毛坯两端接触凸模斜面开始弯曲。
(回弯曲阶段)。
压平阶段,随着凸凹模间的间隙不断变小,板料在凸凹模间被压平。
校正阶段,当行程终了,对板料进行校正,使其圆角直边与凸模全部贴合而成所需的形状。
关键词:料盒插板;弯曲模;弯曲成形工艺绪论模具被称为“百业之母”,是工业生产的基础工艺装备,其应用非常广泛,在电子、汽车、电机、电器、仪表、家电和通讯等产品中,60%~80%的零部件生产都依靠模具成形。
作为制造业的上游部分,模具对产品质量、效益起决定性作用。
当今世界正进行着新一轮的产业调整,一些模具制造企业逐渐向发展中国家转移,我国正成为世界模具大国。
目前我国的模具总产值已跃居世界第三,仅次于日本和美国。
近年来,外资对我国模具行业投入量增大,工业发达国家将模具向我国转移的趋势进一步明朗化,我国模具行业迎来新一轮的发展机遇的同时,也将面临巨大的挑战。
目前我国存在一方面模具产业规模不断扩大,一方面模具技术人员短缺的问题,这在一定程度上影响了国内模具企业的生产质量。
为解决这一问题,模具技能型人才的培养是关键。
本书就是为满足模具技术员学习的需要而编写,本书采用问答形式,对冲压模具设计与制造行业的基础知识和常见问题做了全面系统的介绍。
弯曲扭转复合成形有一定难度。
本文给出了实用的弯曲扭转复合模结构,论述了模具工作原理。
无痕折弯模具结构无痕折弯模具是一种用于金属板材折弯加工的工具,它具有结构简单、制作方便、使用灵活等优点。
无痕折弯模具结构的设计与制造对于提高折弯工艺的精度和效率具有重要意义。
本文将介绍无痕折弯模具结构的主要特点和功能。
一、无痕折弯模具结构的主要特点无痕折弯模具结构主要包括上模座、下模座、弯曲模具、定位销等组成部分。
其中,上模座和下模座是模具的主体部分,弯曲模具用于实现金属板材的折弯,定位销用于保证模具的精度和稳定性。
无痕折弯模具结构的主要特点如下:1. 上模座:上模座采用刚性结构设计,能够承受较大的压力和力矩,确保折弯过程的稳定性和精度。
2. 下模座:下模座采用可调节高度的设计,可以根据不同的折弯需求进行调整,保证折弯角度的精确度。
3. 弯曲模具:弯曲模具是无痕折弯模具的核心部分,它由高硬度的材料制成,具有耐磨、耐腐蚀等特点,能够保持较长时间的使用寿命。
4. 定位销:定位销用于确保上模座和下模座的准确定位,避免模具在折弯过程中的偏移和错位,提高折弯工艺的精度。
二、无痕折弯模具结构的功能无痕折弯模具结构的设计旨在实现金属板材的高精度、高效率折弯加工。
其主要功能如下:1. 实现精密折弯:无痕折弯模具的设计精度高,能够实现金属板材的精密折弯,确保折弯角度和尺寸的准确度。
2. 提高折弯效率:无痕折弯模具结构简单、制作方便,能够提高折弯工艺的效率,缩短生产周期。
3. 保护金属板材表面:无痕折弯模具采用特殊的设计和材料,能够在折弯过程中避免对金属板材表面产生划痕和变形,保护金属板材的质量。
4. 提高产品质量:无痕折弯模具结构的精度和稳定性能够提高产品的外观质量和加工精度,增强产品的竞争力。
5. 减少生产成本:无痕折弯模具的制作成本相对较低,使用寿命较长,能够减少生产成本和模具更换频率。
总结:无痕折弯模具结构简单、制作方便,具有精密折弯、高效率、保护金属板材表面、提高产品质量等功能。
它在金属加工行业中得到广泛应用,为企业提供了一种高效、低成本的折弯加工解决方案。
四直角弯曲件弯曲模具设计说明书班级材料134学号姓名指导教师目录一、模具设计的内容 (2)二、设计要求 (2)三、模具设计的意义 (2)四、弯曲工艺简介 (3)(一)、弯曲工艺的概念 (3)(二)、弯曲的基本原理 (3)(三)、弯曲件的质量分析 (4)(四)、弯曲件的工艺性 (5)五、设计方案的确定 (6)(一)、弯曲件工艺分析 (6)(二)、弯曲件坯料展开尺寸的计算 (7)(三)、弯曲力的计算与压力机的选用 (7)(四)、弯曲模工作部分尺寸设计 (10)六、模具整体结构 (15)七、总结 (16)八、参考文献 (17)一、模具设计的内容设计一副如下图所示弯曲件的成形模型,主要考虑其弯曲模的设计:二、设计要求1.设计计算说明书1份2.主要零件图4张3.模具装配图1份三、模具设计的意义冲压成形工艺与模具设计是材料成型机控制工程专业的专业基础课程。
通过模具的课程设计使学生加强对课程知识的理解,在掌握材料特性的基础上掌握金属成形工艺和塑件成型工艺,掌握一般模具的基本构成和设计方法,为学生的进一步发展打下坚实的理论、实践基础。
四、弯曲工艺简介(一)、弯曲工艺的概念把板料、管材或型材等弯曲成一定曲率或角度,并得到一定形状的冲压工序成为弯曲。
用弯曲方法加工的零件种类非常多,如汽车纵梁、自行车车把、仪表电器外壳、门搭铰链等。
最常见的弯曲加工是在普通压力机上使用弯曲木压弯。
(二)、弯曲的基本原理以V形板料弯曲件的弯曲变形为例进行说明。
其过程为:1、凸模运动接触板料(毛坯)由于凸、凹模不同的接触点力作用而产生弯矩,在弯矩作用下发生弹性变形,产生弯曲。
2、随着凸模继续下行,毛坯与凹模表面逐渐靠近接触,使弯曲半径及弯曲力臂均随之减少,毛坯与凹模接触点由凹模两肩移到凹模两斜面上。
(塑变开始阶段)。
3、随着凸模的继续下行,毛坯两端接触凸模斜面开始弯曲。
(回弯曲阶段)。
4、压平阶段,随着凸凹模间的间隙不断变小,板料在凸凹模间被压平。