83弯曲模具设计实例
- 格式:pptx
- 大小:6.02 MB
- 文档页数:5
确定弯曲件工艺方案后,即可进行弯曲模的结构设计。
常见的弯曲模结构类型有:单工序弯曲模、级进弯曲模、复合模和通用弯曲模。
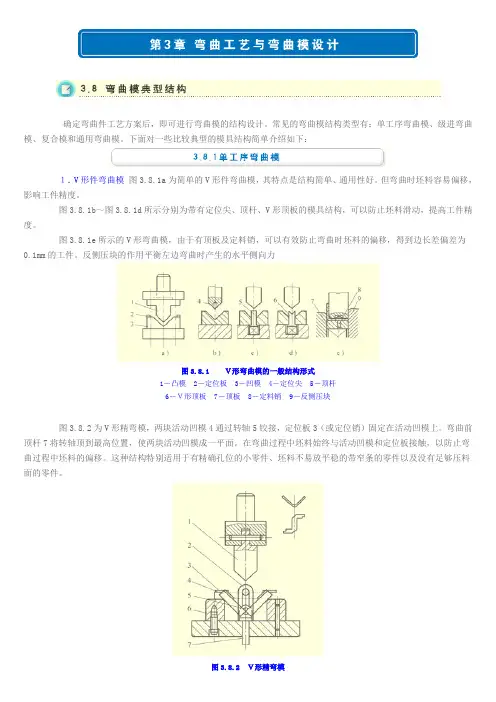
下面对一些比较典型的模具结构简单介绍如下:1.V形件弯曲模图3.8.1a为简单的V形件弯曲模,其特点是结构简单、通用性好。
但弯曲时坯料容易偏移,影响工件精度。
图3.8.1b~图3.8.1d所示分别为带有定位尖、顶杆、V形顶板的模具结构,可以防止坯料滑动,提高工件精度。
图3.8.1e所示的V形弯曲模,由于有顶板及定料销,可以有效防止弯曲时坯料的偏移,得到边长差偏差为0.1mm的工件。
反侧压块的作用平衡左边弯曲时产生的水平侧向力图3.8.1 V形弯曲模的一般结构形式1-凸模2-定位板3-凹模4-定位尖5-顶杆6-V形顶板7-顶板8-定料销9-反侧压块图3.8.2为V形精弯模,两块活动凹模4通过转轴5铰接,定位板3(或定位销)固定在活动凹模上。
弯曲前顶杆7将转轴顶到最高位置,使两块活动凹模成一平面。
在弯曲过程中坯料始终与活动凹模和定位板接触,以防止弯曲过程中坯料的偏移。
这种结构特别适用于有精确孔位的小零件、坯料不易放平稳的带窄条的零件以及没有足够压料面的零件。
图3.8.2 V形精弯模1-凸模2-支架3-定位板(或定位销)4-活动凹模 5-转轴6-支承板7-顶杆2.U形件弯曲模根据弯曲件的要求,常用的U形弯曲模有图3.8.3所示的几种结构形式。
图3.8.3a所示为开底凹模,用于底部不要求平整的制件。
图3.8.3b用于底部要求平整的弯曲件。
图3.8.3c用于料厚公差较大而外侧尺寸要求较高的弯曲件,其凸模为活动结构,可随料厚自动调整凸模横向尺寸。
图3.8.3d用于料厚公差较大而内侧尺寸要求较高的弯曲件,凹模两侧为活动结构,可随料厚自动调整图3.8.3 U形件弯曲模1-凸模2-凹模3-弹簧 4-凸模活动镶块5、9-凹模活动镶块6-定位销7-转轴8-顶板凹模横向尺寸。
图3.8.3e为U形精弯模,两侧的凹模活动镶块用转轴分别与顶板铰接。
弯曲模具设计阐明书--保持架异向弯曲工序模具设计姓名:***学号:***班级:***指导老师:***日期:2023/12/27目录1. 设计旳目旳和意义 (3)2. 弯曲零件图及工艺 (3)2.1. 弯曲零件图 (3)2.2. 工艺分析 (4)2.3. 材料分析 (5)2.4. 模具简图 (5)3. 弯曲力旳计算 (10)4. 校正弯曲力旳计算 (10)5. 弹顶器旳计算 (11)6. 回弹量旳计算 (12)7. 弯曲模构造设计和装配图总图 (13)8. 弯曲模凸模、凹模设计 (14)9. 结论 (15)10. 参照文献 (16)1.设计旳目旳和意义本设计书意在设计出保持架中间工序旳弯曲模,保持架为多部位弯曲构造,采用冲压弯曲工艺可以以便快捷高效地进行生产,且品质益于保证,节省成本。
保持架采用单工序模冲压,需要三道工序,工艺简朴,生产效率高。
此模具是保持架三道工序(a 落料 b 异向弯曲c 最终弯曲)三步中旳第二步,是成型最关键旳一步。
2.弯曲零件图及工艺2.1. 弯曲零件图零件名称:保持架生产批量:中批量材料:20钢,厚0.5mm零件图:如图1图1 保持架零件图2.2. 工艺分析保持架采用单工序模冲压,需要三道工序,分别为落料、异向弯曲、最终弯曲。
每道工序各用一套模具。
本设计书重要简介了中间工序-异向弯曲工序模具旳设计。
异向弯曲工序旳工件如图2所示。
工件左右对称,共有8条弯曲线。
其中字母a, b, c, d, e为此弯曲工序旳弯曲线。
图2 异向弯曲工序工件2.3. 材料分析此工件材料为20钢(GB/T 699-1999),冷变形塑性高、一般供弯曲、压延、弯边和锤拱等加工切削加工性冷拔或正火状态较退火状态好、一般用于制造受力不大而韧性规定高旳。
该钢属于优质低碳碳素钢,冷挤压、渗碳淬硬钢。
该钢强度低,韧性、塑性和焊接性均好。
抗拉强度为355~500MPa,伸长率≥24%。
2.4. 模具简图图3是保持架零件图,图4是此弯曲工序旳成品图,图5为此工序模具旳设计装配图,图6是保持架模具凹模零件图,图7是保持架模具凸模零件图,图8是凹模垫板工程图,图9是凹模固定板工程图,图10是凸模垫板工程图,图11是凸模固定板工程图。
模具课程设计说明书——弯曲模课程设计学校:学院:专业:姓名:学号:指导教师:目录第一章工艺分析及工艺方案的拟订1.1、零件工艺性分析 (1)1.2、工艺方案的确定 (1)第二章工艺设计2.1、确定排样方案 (2)2.2、计算各工序的压力 (3)2.3、压力机的选取 (4)第三章模具类型及结构形式的选择 (5)第四章模具工作零件刃口尺寸及公差的计算4.1、凸、凹模刃口尺寸计算原则 (5)4.2、刃口尺寸计算 (5)第五章模具零件的选用,设计及必要的计算5.1、凹模结构尺寸的确定 (6)5.2、卸料树脂的选用 (7)5.3、其他标准件零件的选用 (7)第六章凸凹模加工工艺方案6.1、凹模、凸模加工工艺路线 (7)6.2、模具装配 (9)第一章工艺分析及工艺方案的拟订1.1零件工艺性分析一、零件图二、零件的工艺性分析(1)冲裁件的结构工艺性此制件的形状较简单,需要圆角过渡,可以加上R0.5,便于模具的加工和减少冲压时在尖角处开裂的现象,同时也可以防止尖角部位刃口的过快磨损。
(2)冲裁件的尺寸精度冲裁件的精度主要以其尺寸精度、冲裁断面粗糙度、毛刺高度三个方面的指标来衡量,根据零件图上的尺寸标注及公差,可以判断属于尺寸精度为IT12—IT14的经济级普通冲裁。
1.2、工艺方案的确定一、冲压工序的选择在满足冲裁件质量与生产率的要求下,选择单工序冲裁方式,其模具寿命较长,生产率高,操作较方便和工作安全性高。
二、冲压顺序的安排落料,弯曲共两道工序,本设计中只需要设计落料模。
第二章工艺设计2.1、确定排样方案一、搭边与料宽搭边搭边值的大小与材料的力学性能、厚度、零件的形状与尺寸、排样的形式、送料及挡料方式、卸料方式等因素有关。
搭边值一般由经验确定,根据所给材料厚度δ=1.2mm,确定搭边工作间a1为2.0mm, a为2.0mm。
具体可见排样图,如下:(2)条料宽度条料宽度的确定原则:最小条料宽度要保证冲裁时零件周边有足够的搭边值,最大条料宽度要能在冲裁时顺利地在导料板之间送进,并与导料板之间有一定的间隙。
第一章零件的工艺分析一、零件材料的分析08F钢强度、硬度很低,而塑性、韧性极高,具有良好的冷变形性和焊接性,正火后切削加工性尚可,退火后导磁率较高,剩磁较少,但淬透性、淬硬性极低。
二、零件的结构分析该零件结构简单,尺寸没有公差要求,尺寸均为自由公差,外形对称。
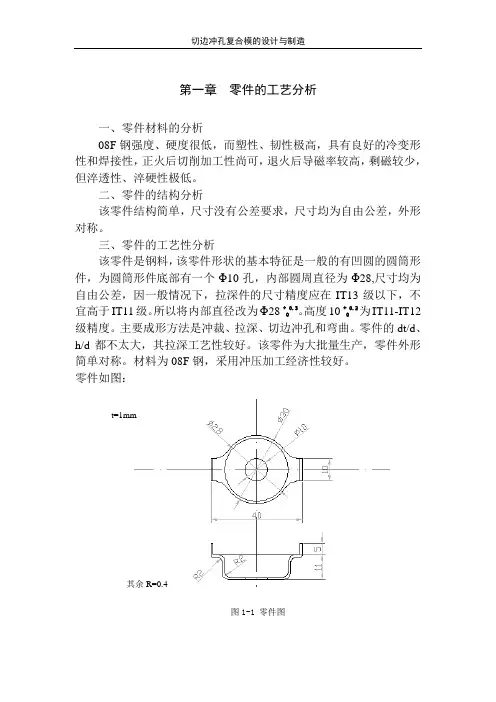
三、零件的工艺性分析该零件是钢料,该零件形状的基本特征是一般的有凹圆的圆筒形件,为圆筒形件底部有一个Φ10孔,内部圆周直径为Φ28,尺寸均为自由公差,因一般情况下,拉深件的尺寸精度应在IT13级以下,不宜高于IT11级。
所以将内部直径改为Φ28+00.3。
高度10+00.2为IT11-IT12级精度。
主要成形方法是冲裁、拉深、切边冲孔和弯曲。
零件的dt/d、h/d都不太大,其拉深工艺性较好。
该零件为大批量生产,零件外形简单对称。
材料为08F钢,采用冲压加工经济性较好。
零件如图:t=1mm其余R=0.4图1-1 零件图第二章确定冲压工艺方案冲压工艺方案的确定是制定冲压工艺过程的主要内容,需要综合考虑各方面的因素,有的还需要进行必要的工艺计算,因此,实际确定时通常先提出几种可能的方案。
再在此基础上进行分析、比较和择优。
从零件的结构和形状可知,所需基本工序为落料、拉深、冲孔、弯曲四种。
但工序模具生产效率低难以满足大批量生产的要求,为了提高生产效率主要采用复合冲裁或级进冲裁两种方式。
若采用级进模虽然生产效率很高,但模具的结构比较复杂,对制造精度要求较高,一般生产周期长,成本高维护也比较困难。
采用复合冲裁时,冲出的零件精度和平直度较好,生产效率也较高,模具结构较级进模简单生产成本也比级进模的低。
第一节零件毛坯的尺寸计算(1)弯曲毛坯尺寸的确定对于r<0.5t的弯曲件毛坯长度的计算公式Lz=5+4+5+0.6t=5+5+4+0.6×1=14.6(2)拉深次数的确定及尺寸计算因板料厚度t为1mm故按厚度中线尺寸计算,如图所示。
2.1.1计算坯料尺寸D=(d22+4d2H-1.72rd2-0.56r2)½=(29*29+4*29*10.5-1.72*2.5*29-0.56*2.5*2.5)½=43.94mmL1=Lz+2*2.5=19.6mmL=L1+D=63.54mm图2-12.1.2 确定拉深次数根据坯料的相对厚度t/D=1/43.94=2.28%拉伸系数m=d/D=29/43.94=0.66大于极限拉深系数[m],所以一次拉深成形。

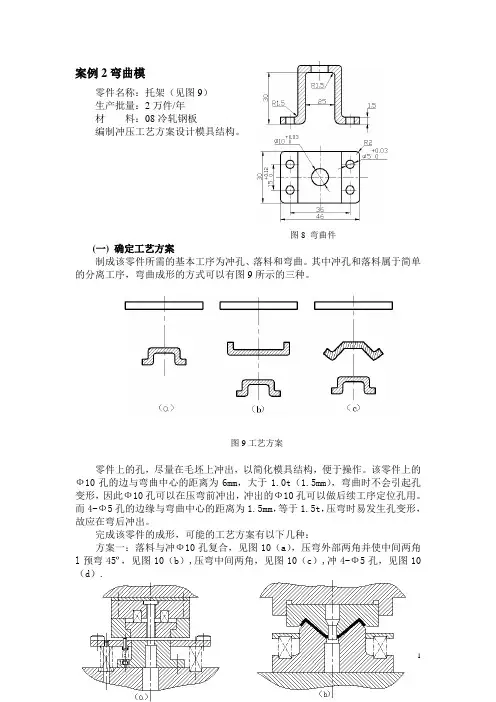
案例2弯曲模零件名称:托架(见图9)生产批量:2万件/年材料:08冷轧钢板编制冲压工艺方案设计模具结构。
图8 弯曲件(一) 确定工艺方案制成该零件所需的基本工序为冲孔、落料和弯曲。
其中冲孔和落料属于简单的分离工序,弯曲成形的方式可以有图9所示的三种。
图9工艺方案零件上的孔,尽量在毛坯上冲出,以简化模具结构,便于操作。
该零件上的Ф10孔的边与弯曲中心的距离为6mm,大于1.0t(1.5mm),弯曲时不会引起孔变形,因此Ф10孔可以在压弯前冲出,冲出的Ф10孔可以做后续工序定位孔用。
而4-Ф5孔的边缘与弯曲中心的距离为1.5mm,等于1.5t,压弯时易发生孔变形,故应在弯后冲出。
完成该零件的成形,可能的工艺方案有以下几种:方案一:落料与冲Ф10孔复合,见图10(a),压弯外部两角并使中间两角l预弯45º,见图10(b),压弯中间两角,见图10(c),冲4-Ф5孔,见图10(d).图10方案一方案二:落料与冲Ф10孔复合,见图10(a),压弯外部两角,见图11(a),压弯中间两角,见图11(b),冲4-Ф5孔,见图10(d)。
方案三:落料与冲Ф10孔复合,见图10(a),压弯四个角(12),冲4-Ф5孔,见图10(d)。
方案四:冲Ф10孔,切断及弯曲外部两角(图13),压弯中间两角,见图11(b),冲4-Ф5孔,见图10(d)。
图11方案二图12压弯四个角图13冲孔(Ф10)、切断及弯曲外部两角连续冲压案五:冲Ф10孔,切断及压弯四个角连续冲压(图14),冲4-Ф5孔,见图10(d)。
方案六:全部工序组合采用带料连续冲压,如图15所示的排样图。
在上述列举的方案中,方案一的优点是:①模具结构简单,模具寿命长,制造周期短,投产快;②工件的回弹容易控制,尺寸和形状精确,表面质量高;③各工序(除第一道工序外)都能利用Ф10孔和一个侧面定位,定位基准一致且与设计基准重合,操作也比较简单方便。
缺点是:工序分散,需用压床,模具及操作人员多,劳动量大。
模具课程设计说明书——弯曲模课程设计学校:学院:专业:姓名:学号:指导教师:一、零件图二、工艺设计1.弯曲工序安排原则工序安排的原则应有利于坯件在模具中的定位;工人操作安全、方便;生产率高和废品率最低等。
弯曲工艺顺序应遵循的原则为:①先弯曲外角,后弯曲内角。
②前道工序弯曲变形必须有利于后续工序的可靠定位;并为后续工序的定位做好准备。
③后续工序的弯曲变形不能影响前面工序已成形形状和尺寸精度。
④小型复杂件宜采用工序集中的工艺,大型件宜采用工序分散的工艺。
⑤精度要求高的部位的弯曲宜采用单独工序弯曲,以便模具的调整与修正。
制订工艺方案时应进行多方案比较。
2.形状简单的弯曲件如V形、U形、Z形件等,可采用一次弯曲成形。
3.弯曲件展开尺寸计算。
(1)中性层位置的确定弯曲中性层位置并不是在材料厚度的中间位置,其位置与弯曲变形量大小有关,应按下式确定:P=r+kt式中 P----弯曲中性层的曲率半径;r----弯曲件内层的弯曲半径;t----材料厚度;k----中性层位移系数,板料可有表3-9查得,圆棒料由表3-10查得。
(2)弯曲件展开尺寸计算计算步骤:1)将标注尺寸转换成计算尺寸即将工件直线部分与圆弧部分分开标注,2)计算圆弧部分中性层曲率半径及弧长中性层曲率半径为P=r+kt,则圆弧部分弧长为: s=Pa式中 a----圆弧对应的中心角,以弧度表示。
3)计算总展开长度L=L1+L2+SL=∑L直+∑S弧4.回弹弯曲成形是一种塑性变形工艺。
回弹的表现形式:1)弯曲回弹会使工件的圆角半径增大,即r2>rp,则回弹量可表示为△r=r2-rp2) 弯曲回弹会使弯曲件的弯曲中心角增大,即a>ap.则回弹量可表示为△a=a-ap影响弯曲回弹的因素:1.材料的力学性能。
2. 材料的相对弯曲半径r/t。
3. 弯曲制件的形状。
4. 模具间隙。
5. 校正程度。
弯曲板件时,凸模圆角半径和中心角可按下式计算:Rp=r/(1+3Asr/Et)ap=ra/rp式中 r----工件的圆角半径;Rp----凸模的圆角半径;a----工件的圆角半径r对弧长的中心角;ap----凸模的圆角半径rp所对弧长的中心角;t----毛坯的厚度;E----弯曲材料的弹性模量;A----弯曲材料的屈服点减小回弹的措施:1)在弯曲件的产品设计时①弯曲件结构设计时考虑减少回弹,在弯曲部位增加压筋连接带等结构。

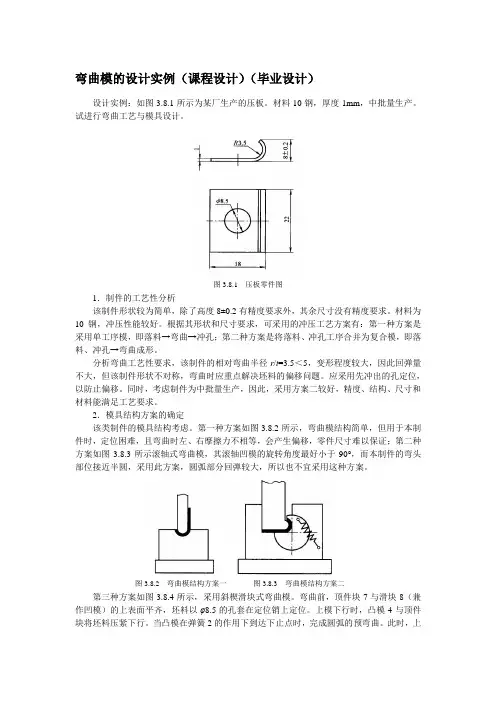
弯曲模的设计实例(课程设计)(毕业设计)设计实例:如图3.8.1所示为某厂生产的压板。
材料10钢,厚度1mm,中批量生产。
试进行弯曲工艺与模具设计。
图3.8.1 压板零件图1.制件的工艺性分析该制件形状较为简单,除了高度8±0.2有精度要求外,其余尺寸没有精度要求。
材料为10钢,冲压性能较好。
根据其形状和尺寸要求,可采用的冲压工艺方案有:第一种方案是采用单工序模,即落料→弯曲→冲孔;第二种方案是将落料、冲孔工序合并为复合模,即落料、冲孔→弯曲成形。
分析弯曲工艺性要求,该制件的相对弯曲半径r/t=3.5<5,变形程度较大,因此回弹量不大,但该制件形状不对称,弯曲时应重点解决坯料的偏移问题。
应采用先冲出的孔定位,以防止偏移。
同时,考虑制件为中批量生产,因此,采用方案二较好,精度、结构、尺寸和材料能满足工艺要求。
2.模具结构方案的确定该类制件的模具结构考虑。
第一种方案如图3.8.2所示,弯曲模结构简单,但用于本制件时,定位困难,且弯曲时左、右摩擦力不相等,会产生偏移,零件尺寸难以保证;第二种方案如图3.8.3所示滚轴式弯曲模,其滚轴凹模的旋转角度最好小于90°,而本制件的弯头部位接近半圆,采用此方案,圆弧部分回弹较大,所以也不宜采用这种方案。
图3.8.2 弯曲模结构方案一图3.8.3 弯曲模结构方案二第三种方案如图3.8.4所示,采用斜楔滑块式弯曲模。
弯曲前,顶件块7与滑块8(兼作凹模)的上表面平齐,坯料以φ8.5的孔套在定位销上定位。
上模下行时,凸模4与顶件块将坯料压紧下行。
当凸模在弹簧2的作用下到达下止点时,完成圆弧的预弯曲。
此时,上模继续下行,滑块在斜楔5的作用下向左运动,使零件弯曲成形,并产生校正力。
上模回程时,凸模受弹簧2的作用先不动,滑块在弹簧9的作用下复位,继而凸模上升,顶件块将零件顶出。
该模具将凸模作成活动式,滑块完成预弯和弯曲的先后动作,并避免了凸模回程时与滑块产生的干涉。
弯曲模具设计实例《弯曲模具设计实例》一、模具基本结构及设计要领1.模具结构:弯曲模具是由上、下模、位模、形成座、导向座和台车组成的辊圆模具。
弯曲模具的上模和下模是由侧辊、芯辊、护辊和台座组成,位模由位模座和台车组成。
导向座由导向轴和支撑座组成。
2. 设计要领:(1)根据工件的材料和尺寸,选择合适的材料和形状,并确定模具各部分的装配尺寸,确定各部分的定位方式。
(2)确定模具结构,设计模具上、下模、位模、形成座、导向座等部分的结构。
(3)根据总体尺寸,制作模具制作图,确定模具各部件的尺寸及加工方式。
(4)确定模具的运行系统,确定模具的运行参数。
(5)确定工序的装配方式,以及模具的拆装方式。
二、模具设计实例1.模具简要参数模具简要参数如下:模具类型:弯曲模具模具材料:铸钢工件材料:铸钢工件尺寸:300mm*300mm*50mm2.模具设计(1)上、下模设计:模具上、下模由侧辊、芯辊、护辊和台座组成。
侧辊采用4个双面槽,台座采用金属冲夹紧的方式。
侧辊上安装有2个芯辊,芯辊上设有两个弹性护芯,形成座可根据工件的形状进行绘制,形成座上安放1根导向轴,导向座上可安装2个弹性支撑座,保证工件精确地弯曲形状。
(2)位模设计:位模由位模座、台车及导向轴等组成,台车内根据模具的尺寸,合理安放工件,并在位模座上设有专用的定位接口,保证工件的定位准确。
(3)模具运行系统设计:模具的运行系统由上、下模侧辊驱动、位模导向座驱动以及台车滑动驱动组成。
其中,上、下模侧辊驱动采用球形万向节及滚珠丝杠驱动的方式;位模台车采用滑块、滑轮及细导轨驱动的方式;台车滑动驱动采用伺服电机及滑动轴承的方式。
设计案例冲裁、弯曲、拉深及成形是冷冲压的基本工序,下面以常见的冲裁件、弯曲件及拉深件为例介绍冲裁、弯曲及拉深的冲压工艺分析、工艺方案拟订、工艺计算、模具设计和模具主要零件的加工工艺。
案例1冲裁模设计如图1所示零件:托扳生产批量:大批量材料:08F t=2mm设计该零件的冲压工艺与模具。
图1 托板零件图(一)冲裁件工艺分析1. 材料:08F钢板是优质碳素结构钢,具有良好的可冲压性能。
2. 工件结构形状:冲裁件内、外形应尽量避免有尖锐清角,为提高模具寿命,建议将所有90°清角改为R1的圆角。
3. 尺寸精度:零件图上所有尺寸均未标注公差,属自由尺寸,可按IT14级确定工件尺寸的公差。
经查公差表,各尺寸公差为:58-0.74、38-0.62、30-0.52、16-0.44、14±0.22、17±0.22、Ф3.5+0.3 结论:可以冲裁(二)确定工艺方案及模具结构形式经分析,工件尺寸精度要求不高,形状不大,但工件产量较大,根据材料较厚(2mm)的特点,为保证孔位精度,冲模有较高的生产率,通过比较,决定实行工序集中的工艺方案,采取利用导正钉进行定位、刚性卸料装置、自然漏料方式的连续冲裁模结构形式。
(三)模具设计计算1.排样计算条料宽度及确定步距首先查有关表确定搭边值。
根据零件形状,两工件间按矩形取搭边值b=2,侧边按圆形取搭边值a=2。
连续模进料步距为32mm。
条料宽度按相应的公式计算:B=(D+2a)-⊿查表⊿=0.6B=(58+2×2)-0.6=62-0.6画出排样图,图2图2 排样图2.计算总冲压力由于冲模采用刚性卸装置和自然漏料方式,故总的冲压力为:P0=P+P tP=P1+P2而式中 P 1--------落料时的冲裁力P 2--------冲孔时的冲裁力 按推料力公式计算冲裁力:P 1=KL t τ 查τ=300MPa=2.2[2(58-16)+2(30-16)+16π]*2*300/10000 =12.6 (t )P 2=2.2*4π*3.5*2*300/10000 =3.4(t)按推料力公式计算推料力P t :P t =nK t P 取n=3,查表2-10,K t =0.055 P t =3*0.055*(12.6+304)=2.475(t) 计算总冲压力P Z : P Z =P 1+P 2+P t=12.6+3.4+2.475 =18.475(t)3.确定压力中心:根据图3分析,因为工件图形对称,故落料时P 1的压力中心在O 1上;冲孔时P 2的压力中心在O 2上。
弯曲模具设计实例弯曲模具设计实例一、模具结构及组成1、整体模具结构根据弯曲件型腔的实际尺寸,简略设计出模具的工作台(底板)、加工模具型腔、各模具型面、润滑部件、定位部件、支撑部件和压力部件等的模具结构,并给出其尺寸。
2、模具组件模具采用水平式整体结构,其组件包括:(1)模具底板,用于支撑型腔和各模具型面;(2)加工型腔,用于容纳钢件;(3)各模具型面,用于形成弯曲件的末端面形;(4)润滑部件,用于钢件、模具的润滑;(5)定位部件,用于钢件的定位;(6)支撑部件,用于钢件的支撑;(7)压力部件,用于加工弯曲件的压力。
二、模具制作原则1、模具结构应选择合适的材料,选用极用软铸铁和耐磨铸钢制作模具;2、模具尺寸应有理想的设计,确保模具结构强度和精度;3、模具表面应做好光洁度的要求;4、模具上的型腔及槽位应有合理的深度要求,防止钢件的压痕;5、模具应安装良好,型腔中心应位于模具中心;6、支撑部件应具有柔性,防止钢件的破坏;7、润滑部件应选择合适的润滑油,并分类使用;8、压力部件应有正确的设计,防止钢件在加工过程中变形。
三、模具加工工艺1、底板的加工底板的加工采用数控仿形机进行光洁度的加工,保证型腔中心位置的精度,并保证底板的表面不含有毛刺和异物。
2、各模具型面的加工对于各模具型面,采用铣削机进行外形光洁度的加工,保证型腔的精度要求。
3、支撑部件的加工支撑部件的加工采用数控车床,可以根据设计尺寸进行变形加工,保证支撑部件的柔性。
4、定位部件的加工定位部件采用数控仿形机进行加工,保证定位部件的精度,确保钢件的定位精度。
5、润滑部件的加工润滑部件采用数控仿形机进行加工,保证润滑部件的精度,并可以配置滑脂加工润滑油。
6、压力部件的加工压力部件采用数控仿形机进行加工,保证型腔的精度,同时安装合适的压力调节控制装置,满足加工过程的压力要求。
四、模具试制试验1、模具尺寸的测量试验检测加工件的尺寸,检查型腔和各模具型面的尺寸,确保其符合设计尺寸要求。