弯曲工艺与弯曲模设计资料
- 格式:ppt
- 大小:1.31 MB
- 文档页数:81
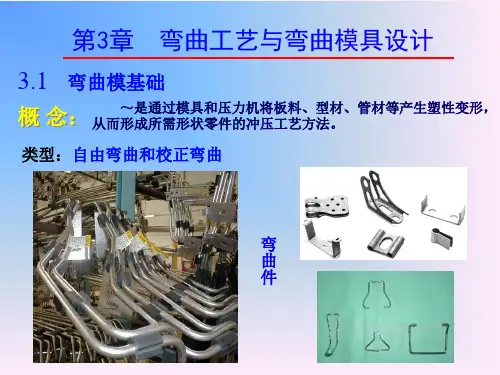
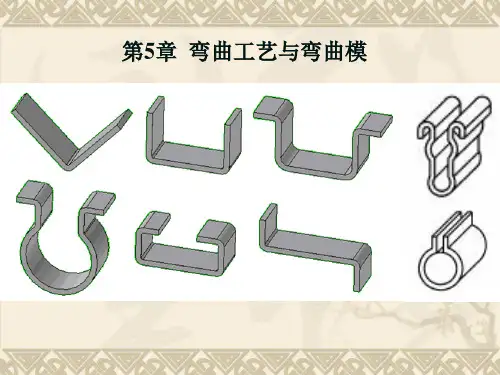
第三章弯曲工艺与模具设计弯曲是使材料(板料、棒料、管材等)产生塑性变形,形成具有一定角度或一定曲率零件的冲压工艺。
它属于成形工序,是冲压的基本工序之一,各种常见弯曲件如图4-1所示。
根据所使用的工具及设备的不同,可以把弯曲工序分为使用模具在普通压力机上进行的压弯及在专门的弯曲设备上进行的折弯、滚弯、拉弯等。
虽然各种弯曲方法使用的工具及设备不同,但其变形过程和变形特点有共同规律。
(【1】p108)第一节弯曲变形过程及特点一、弯曲变形过(本节内容摘自【2】p148)V形弯曲是最基本的弯曲变形,任何复杂弯曲都可以看成是由多个v形弯曲组成。
所以以v形弯曲为代表分析弯曲变形的过程。
弯曲过程中,当坯料上受到凸模压力(弯曲力矩)时,坯料的曲率半径会发生变化。
图4-3所示为一副常见的v形件弯曲。
其弯曲过程简述如下:弯曲开始前,先将平板毛坯放入模具定位板中定位,然后凸模下行,实施弯曲,直到板料与凸模、凹模完全贴紧(此时冲床下行至下死点),然后开模(此时冲床上行至上死点),再从模具中取出v形件。
其受力情况如图4-4所示,弯曲过程分析如图4-5所示。
在板材A处,凸模施加外力2F,在凹模支撑点B1,B2处则产生反力与这外力构成了弯曲力矩M=FxL,该我弯曲力矩使板材产生弯曲变形。
弯曲变形可分成弹性变形阶段、塑性变形阶段和矫正弯曲阶段。
(1)弹性变形阶段:在凸模的压力下,板料受弯曲力矩M的作用,坯料变形区应力最大的内、外表面的材料没有产生变形,变形区内的材料仅产生弹性变形,且是自由弯曲,此时如果消除弯曲力矩时,坯料将恢复原状。
如图4-5(a)所示。
(2)塑性变形阶段:坯料变形区内、外表面的应力分量满足塑性条件,进入塑性变形状态。
此时如果消除弯曲力矩时,坯料将不能恢复原状。
随着凸模进一步下行,塑性变形有表面向中心进一步扩展。
板料与凹模v形表面逐渐靠紧,同时曲率半径和曲率力臂逐渐变小,即r0>r1>r2>r k,L0>L1>L2>L k。