海德堡印刷机故障分析100例
- 格式:doc
- 大小:294.00 KB
- 文档页数:5
海德堡印刷机故障分析100例
宁荣华
【期刊名称】《印刷技术》
【年(卷),期】2007(000)019
【摘要】@@ 49.快速版夹夹不住印版,如何校正?rn(1)调整过程rn步骤1,解体版夹;rn步骤2,将版夹齿形部位的锈迹及版夹上盖的调节螺丝球形孔清理、打磨干净,再校正版夹的平整度,打磨调节螺丝的球面部位.应该注意的是,版夹上盖容易产生弯曲变形,如果不校正其平整度,即使校正了版夹,也夹不住印版,或无法顺利安装印版;【总页数】2页(P54-55)
【作者】宁荣华
【作者单位】无
【正文语种】中文
【中图分类】TS8
【相关文献】
1.海德堡印刷机故障分析100例
2.海德堡印刷机故障分析100例
3.海德堡印刷机故障分析100例
4.海德堡印刷机故障分析100例
5.海德堡印刷机故障分析100例
因版权原因,仅展示原文概要,查看原文内容请购买。
海德堡故障处理印刷资料中心-资讯中心海德堡HD102V四色胶印机故障修理海德堡HD102V四色胶印机故障修理实例(一)故障1:制动装置失灵,起动后机器飞车原因:①电路故障;②制动装置失调(过松);③制动装置铜垫烂损。
修理:①检查制动电路,排除故障;②松开制动器调整端盖紧定螺丝,将端盖顺时针方向调整一个角度,再将紧定螺丝拧紧即可;③细心拆开制动器,更换铜垫,若无备件,可用0.3mm厚的黄铜皮或PS版放样剪钻代用,拆装务必谨慎,以免因错位或装配不良酿成新的故障。
因篇幅所限,详细拆装、调整方法从略。
故障2:主机不能运转或时好时坏,间有发热现象,但传动装置正常原因:①电路或整流子主电机故障;②制动装置失调(过紧);③制动装置保养不好,脏物太多,将芯片间隙填死;④原因②③没及时维修或其它原因造成制动器生热过多,内芯钢片失效变形,阻力骤增,主机停转。
修理:①检查电路电机,排除故障;②松开制动器端盖紧定螺丝,逆时针旋转一定角度后固紧;③拆开制动器,清洗各部件后按正确步骤装配好;④部分或全部更换钢芯片和铜片。
故障3:主机正常运转时,点动轮跟着转,或时转时停原因:①电路故障,或限位开关触头间隙不当;②点动装置励磁线包端面与点动轮轮盘端面装配间隙太小,后移位挤紧或异物塞紧,因摩擦而随动;③点动装置轴承失效;④若时停时转,且发热,则多为轮盘固定弹性钢片变形或失效。
修理:①检修电路和开关;②清除异物,正确安装励磁线包与点动轮,使两端面间隙为0.4~0.7mm,用塞尺测量,0.4mm很松,0.7mm即可;③检查清洗或更换轴承;④更换弹簧钢片3件,可测绘加工,但材质弹性要适当;⑤更换3枚紧固螺钉。
故障4:机器点动失灵,但运转功能正常原因:①点动电路故障;②若通断电源时离合器有动作反应,并伴有发热,多为轮盘与线包端面间隙过大,磁力矩相对变小,使端盖与轮盘吸不紧而有相对滑动,正交切割磁力线产生涡流,致使轮盘、线圈发热,若发现不及时,将会烧坏离合器或弹簧片等件;③制动力矩过大。
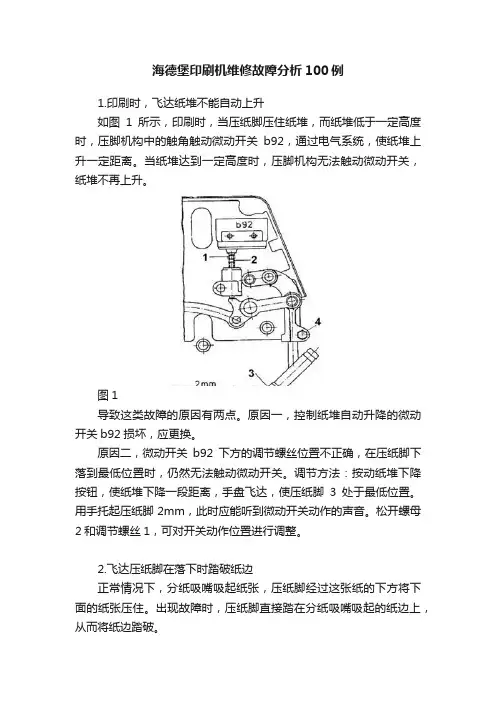
海德堡印刷机维修故障分析100例1.印刷时,飞达纸堆不能自动上升如图1所示,印刷时,当压纸脚压住纸堆,而纸堆低于一定高度时,压脚机构中的触角触动微动开关b92,通过电气系统,使纸堆上升一定距离。
当纸堆达到一定高度时,压脚机构无法触动微动开关,纸堆不再上升。
图1导致这类故障的原因有两点。
原因一,控制纸堆自动升降的微动开关b92损坏,应更换。
原因二,微动开关b92下方的调节螺丝位置不正确,在压纸脚下落到最低位置时,仍然无法触动微动开关。
调节方法:按动纸堆下降按钮,使纸堆下降一段距离,手盘飞达,使压纸脚3处于最低位置。
用手托起压纸脚2mm,此时应能听到微动开关动作的声音。
松开螺母2和调节螺丝1,可对开关动作位置进行调整。
2.飞达压纸脚在落下时踏破纸边正常情况下,分纸吸嘴吸起纸张,压纸脚经过这张纸的下方将下面的纸张压住。
出现故障时,压纸脚直接踏在分纸吸嘴吸起的纸边上,从而将纸边踏破。
原因一,压纸脚伸入纸堆的距离太大。
在压纸脚落下时,将分纸吸嘴吸起的纸张边缘踏破。
解决方法:向外移动飞达头,使压纸脚压纸尺寸保持在8~12mm,即可解决。
原因二,两个分纸吸嘴吸起纸张时,纸张中间之间形成凹陷,压纸脚无法越过形成凹陷的纸边,将纸张踏破。
解决方法:若是薄纸,可将分纸吸嘴向内倾斜,拉平纸张,或者将纸堆垫平;若是厚纸,应将纸堆垫平。
原因三,压脚机构中的一些零件间隙太大,落下时间不准确。
解决方法:更换磨损严重的轴及轴套。
有的操作人员用皮筋将压纸脚绑起,同样可以解决这个问题,但影响美观,最好由维修人员彻底修理。
原因四,压纸脚的气管太硬,使压纸脚的动作生硬,这样既容易踏破纸边,也容易造成其他零件磨损。
应更换气管。
3.递纸吸嘴吸纸时,有哒哒声,且有时吸不牢根据现象可判断是吸嘴对纸张的吸力不足。
原因一,递纸吸嘴磨损漏气,致使吸嘴吸力不足。
应对其进行,维修或更换递纸吸嘴。
原因二,分气阀芯或分气阀壳磨损,气阀中的吸气和吹气气腔不能封闭,致使吸嘴吸力不足。
海德堡印刷机故障分析100例(76-82)时间:2007-12-22 来源:科印传媒《印刷技术》【内容提要】本文主要为广大读者介绍海德堡印刷机的各种常见故障,并为读者分析故障原因。
如:水斗辊摆架跳动,将导致计量辊跳动,计量辊对靠版水辊的压力出现周期性变化,导致印版版面润版液分布均匀,满版网点或实地印刷时,印品墨色不匀。
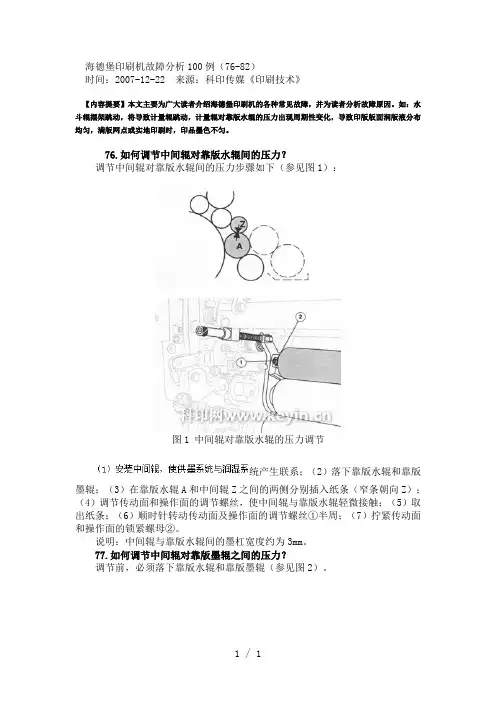
76.如何调节中间辊对靠版水辊间的压力?调节中间辊对靠版水辊间的压力步骤如下(参见图1):图1 中间辊对靠版水辊的压力调节统产生联系;(2)落下靠版水辊和靠版墨辊;(3)在靠版水辊A和中间辊Z之间的两侧分别插入纸条(窄条朝向Z);(4)调节传动面和操作面的调节螺丝,使中间辊与靠版水辊轻微接触;(5)取出纸条;(6)顺时针转动传动面及操作面的调节螺丝①半周;(7)拧紧传动面和操作面的锁紧螺母②。
说明:中间辊与靠版水辊间的墨杠宽度约为3mm。
77.如何调节中间辊对靠版墨辊之间的压力?调节前,必须落下靠版水辊和靠版墨辊(参见图2)。
图2 中间辊对靠版墨辊的压力调节丝筒②,使其与支座之间存在间隙;(3)拧动丝筒,使其与支座接触并且能感觉到弹簧的力量(注:老式机器与新式机器的调节方法恰好相反);(4)反方向转动丝筒半圈;(5)重新拧紧锁紧螺丝①。
中间辊与靠版墨辊间的墨杠宽度大约为3mm。
78.如何调节水斗辊与计量辊间的压力?调节水斗辊与计量辊间压力的方法是(如图3所示):图3 计量辊对水斗辊的压力调节;(2)抬起靠版水辊;(3)松开传动面及操作面水斗辊摆架上的固定螺丝①,如图3所示;(4)按动水斗辊按钮,使水斗辊及计量辊转动;(5)逆时针转动调节手柄②,直到整根水斗辊和计量辊表面看到清晰的水膜;(6)再顺时针转动两侧调节手柄②,直到水斗辊辊体中央区域呈现湿润状态;(7)继续转动调节手柄,至水斗辊两侧还能看到10cm 宽的水膜后,再继续顺时针转动调节手柄半圈;(8)锁紧固定螺丝①。
79.如何调节计量辊对靠版水辊的压力?调节计量辊对靠版水辊压力时,不能使靠版水辊朝向滚筒缺口位置。
海德堡印刷机故障分析100例
宁荣华
【期刊名称】《印刷技术》
【年(卷),期】2007(000)016
【摘要】@@ 39.为什么带有翻转印刷装置的机器,即便是单面印刷,带翻转机构的两个机组之间也会出现套印问题?rn(1)翻转滚筒牙排某一侧(或两侧)驱动球磨损,致使开,闭牙时间不稳定.
【总页数】2页(P61-62)
【作者】宁荣华
【作者单位】无
【正文语种】中文
【中图分类】TS8
【相关文献】
1.海德堡印刷机故障分析100例
2.海德堡印刷机故障分析100例
3.海德堡印刷机故障分析100例
4.海德堡印刷机故障分析100例
5.海德堡印刷机故障分析100例
因版权原因,仅展示原文概要,查看原文内容请购买。
印刷机故障排除心得海德堡印刷机系列故障与维修经验汇总海德堡GTO系列胶印机故障及排除故障一.收纸凌乱不齐原因:1.左右不齐属侧齐纸装置故障;2.前后不齐多属收纸减速装置故障。
具体故障如下:收纸减速电机不转;传动软轴断;减速吸鼓胶圈断。
故障排除方法:A.排除侧齐纸故障;B.逐件检查减速装置。
1.更换或修复减速电机。
行星轮系减速装置与电机为一体,常见毛病为减速行星轮系被油污异物卡死,可借用修手表工具细心将端盖打开,将行星轮逐个用镊子夹出来,清洗干净,检查有无严重磨损,然后涂上优质润滑油,装入已严格清洗(排除卡轮的屑物)过的中心轮(即电机圆柱外壳)内,旋上端盖密封,用手转动电机动轴,手感灵活声音正常即可使用.注意润滑油千万不可施过多,更不可将减速箱空间充满。
如果电机线圈烧坏,则修理是很困难的,因体积很小,且密封要求较高,建议换电机。
2.更换传动软轴,或选用国产相近规格软轴(φ4mm),若一时购不到软轴,而软轴断裂部分很短,可重做一个接头卡轴,加长部分与软轴短缺长度相等;3.更换胶圈,或选用国产0型密封胶圈代用,价廉易购。
故障二.喷粉防粘装置失效原因:1.气泵坏;2.喷粉管路堵塞;3.喷粉传动齿带断。
故障排除法:1.检查修理气泵。
为了延长使用寿命,要定期维修保养,更换易损片垫,清理滤气阀,一般每半年一次;2.查明并排除堵塞之处;3.更换胶带,以国产胶带代用。
故障三.传递滚筒包衬布烂脱原因:1.水浸辗压,疲劳磨损;2.外力致烂。
故障排除方法:1.若小面积烂损,可局部粘复;2.更换新件;3.用国产硅胶布代用,效果尚可,易购价廉,0.5mm厚。
故障四:升纸台架断裂,滚针轴承损坏原因:外力碰撞,疲劳磨损。
故障排除方法:1.焊接修复或测绘加工;2.车铜套代用,φ10Xφ14X10;3.换轴承sz888 xx-04-17 19:46 谈海德堡八色轮转机电气技术故障排除一工厂海德堡哈里斯八色轮转机出现电气故障,现将实施的简要方案总结如下,与同行分享。
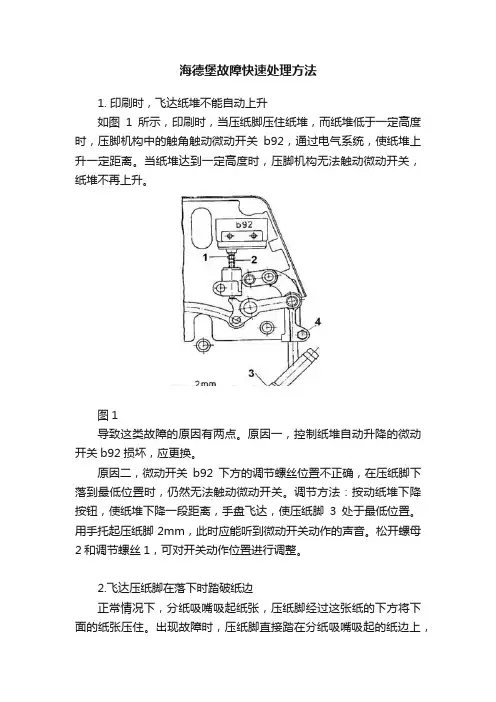
海德堡故障快速处理方法1.印刷时,飞达纸堆不能自动上升如图1所示,印刷时,当压纸脚压住纸堆,而纸堆低于一定高度时,压脚机构中的触角触动微动开关b92,通过电气系统,使纸堆上升一定距离。
当纸堆达到一定高度时,压脚机构无法触动微动开关,纸堆不再上升。
图1导致这类故障的原因有两点。
原因一,控制纸堆自动升降的微动开关b92损坏,应更换。
原因二,微动开关b92下方的调节螺丝位置不正确,在压纸脚下落到最低位置时,仍然无法触动微动开关。
调节方法:按动纸堆下降按钮,使纸堆下降一段距离,手盘飞达,使压纸脚3处于最低位置。
用手托起压纸脚2mm,此时应能听到微动开关动作的声音。
松开螺母2和调节螺丝1,可对开关动作位置进行调整。
2.飞达压纸脚在落下时踏破纸边正常情况下,分纸吸嘴吸起纸张,压纸脚经过这张纸的下方将下面的纸张压住。
出现故障时,压纸脚直接踏在分纸吸嘴吸起的纸边上,从而将纸边踏破。
原因一,压纸脚伸入纸堆的距离太大。
在压纸脚落下时,将分纸吸嘴吸起的纸张边缘踏破。
解决方法:向外移动飞达头,使压纸脚压纸尺寸保持在8~12mm,即可解决。
原因二,两个分纸吸嘴吸起纸张时,纸张中间之间形成凹陷,压纸脚无法越过形成凹陷的纸边,将纸张踏破。
解决方法:若是薄纸,可将分纸吸嘴向内倾斜,拉平纸张,或者将纸堆垫平;若是厚纸,应将纸堆垫平。
原因三,压脚机构中的一些零件间隙太大,落下时间不准确。
解决方法:更换磨损严重的轴及轴套。
有的操作人员用皮筋将压纸脚绑起,同样可以解决这个问题,但影响美观,最好由维修人员彻底修理。
原因四,压纸脚的气管太硬,使压纸脚的动作生硬,这样既容易踏破纸边,也容易造成其他零件磨损。
应更换气管。
3.递纸吸嘴吸纸时,有哒哒声,且有时吸不牢根据现象可判断是吸嘴对纸张的吸力不足。
原因一,递纸吸嘴磨损漏气,致使吸嘴吸力不足。
应对其进行,维修或更换递纸吸嘴。
原因二,分气阀芯或分气阀壳磨损,气阀中的吸气和吹气气腔不能封闭,致使吸嘴吸力不足。
海德堡胶印机常见故障以及排除故障1:纸张到达前规,整台机器停机分析:此故障主要是纸未走好及光孔未调整好造成的。
故障原因1:纸张到达前规时间过早或过晚。
排除方法:点动机器使纸张走到前规处,查看前规回程定位并下落至最低点时,纸张距前规距离是否为4~5mm。
如未到5mm,则走纸过慢;反之则走纸过快。
可松开操作面两个¢13mm螺母,借助法兰盘调至标准位置。
故障原因2:如纸未走到位,可能是前规处光控检测头动作有误。
排除方法:点动机器到前规上摆至定位处后,在前规处放上一张正方形纸,并轻轻推至靠住前规处,此时前规处光控检测头的两个光电显示灯应亮。
如有一个不亮则说明有一边超前,造成未走到的假象,可顺时针旋转调节螺钉至显示灯亮,再转进1~2圈即可。
故障原因3:如若发现两个光电显示灯时亮时不亮或较暗,则可能是光眼上有纸毛等杂质遮住,致使光电检测出错。
排除方法:用柔软的布蘸酒精轻擦干净即可。
故障原因4:摆动牙开牙过小造成。
可点动机器查看,当发现摆动牙下摆至快叼纸时把纸张弹回,则判断是摆动牙造成。
排除方法:点动机器至递纸牙到输纸台板上将叼纸的位置,此时可用90°直角规测牙垫与输纸板90°位置,用¢13mm套筒扳手套住牙轴歼牙螺母(操作面),用1mm的螺片塞进牙齿上,再用3mm内六角扳手调整调节螺母,以拉出时的手感有少许阻力为准。
故障原因5:走纸歪斜或纸张毛边,造成停机。
排除方法:此时可调节飞达及走纸杆,使两边快慢一致即可。
故障2:纸张侧规处拉不到位故障原因1:由于二手机使用时间较长,特别是靠身拉规条磨损严重,造成拉规板顶住下台板而拉规球碰不到拉条。
排除方法:此时可松开拉规条上两个¢5mm的紧固螺母,将拉规条取下,用0.1mm的钢片(具体视磨损程度而定)做成与拉规条一致形状,并把它紧固在原拉条下面,加适量润滑油紧上即可,经使用效果良好。
故障原因2:拉规板起落靠山磨损严重,造成拉纸起落不干脆,也易引起走纸不到位。
海德堡SM74-4印刷机故障排除故障一:主电柜空气开关15Q66一合闸就跳开经检查,发现BLT主板短路。
换一个新主板至少要6万元人民币,而当时海德堡公司又恰巧没货。
为了节省时间和资金,我们对每个元件进行分板测量,最终发现是三相整流桥(SKD110/16)击穿短路。
到市场购买了一个三相整流桥,更换后,故障排除。
故障二:传墨辊不传墨一般情况下,传墨辊不传墨多为气路所致。
因此首先应查看气压是否达到0.7MPa。
若未达到,再检查气缸、气管、气阀。
只要一处漏气,驱动活塞杆就得不到足够的压力,从而造成传墨辊不传墨。
我们在检查气路时,发现气缸漏气损坏。
更换后(件号61、184、133),故障排除。
故障三:制冷系统有时工作有时不工作经检查发现,设备由于长时间运行,冷凝器被堵塞。
若不及时清理,就会导致热量无法散出,高压保护无法制冷。
我们用空压机清理冷凝器后,故障排除。
故障四:酒精柜DoSer不吸取水斗液DoSer工作不用任何外部力量,只需将干净水源装到活塞上,当工作程序设定结束后,100磅活塞就会做周期性运转。
经检查发现,水不够洁净,含有细沙,导致DoSer损坏。
我们在水源加了一个过滤器,更换DoSer(件号63、196、1851/01),至今故障没有再出现。
故障五:印品出现鬼影印品出现鬼影时,可以打开传动面的防护罩,使印刷机慢速运转,在基准轴处于最低位置时,松开锁母,在印刷机慢速转到另一位置时,重新拧紧螺母,使串墨辊做微小窜动,这样可减轻和消除鬼影。
故障六:纵向打版失灵纵向打版开始时,CPC数字显示电机转动,2分钟后CPC数字又回零。
经检查,电路及电位器均正常。
把打版电机(件号81、186、55)拆下来,发现打版电机进油。
把油放掉,清洗干净后装上,故障排除。
在胶印过程中由于纸张的施胶孔隙结构、平滑度、吸收性、黏弹性等,纸张在造纸过程中填料、胶料、色料颗粒粗糙,纸张的外观质量尘埃、斑点、纤维团、砂粒等方面质量差,经常会产生堆版的故障。
海德堡胶印机常见故障分析以及排除(下)故障5:印刷时印版易糊版、起油腻故障原因1:墨斗内油墨添加剂或调墨油加入过多,致使油墨太稀,叼口部位出现油腻。
排除方法:先加大整个版面的水量,还是清除不净。
又停机,用润湿粉擦洗,开印前几百张还好,后又重复出现。
考虑到海德堡高速机只有一根靠版橡胶水辊,其携水能力及洁版能力没有包水绒套的水辊效果好,这时应以原墨印刷为好,特殊产品需加放辅料的一定要适度。
当发现由于油墨太稀造成油脏时,应在墨斗内加入原墨或更换油墨。
故障原因2:靠版水辊与串水辊压力偏重或偏轻。
排除方法:如是压力偏重,靠版水辊上的水就会被串水辊挤压出去,造成糊版;而压力过轻,串墨辊上的墨在一开印时就清除不掉,从水斗槽下面观察,可看到串水辊上有油墨的痕迹,同样造成糊版。
这时,可拆下计量辊,用0.1mm钢片重新平好压力,也可查看靠版水辊与串水辊间的墨杠宽度,一般调整至3~4mm为宜。
故障原因3:计量辊与靠版水辊间压力太重或太轻。
排除方法:如是压力太重,则在机器运转,落下靠版水辊时,可明显地看到水辊座气阀跳动。
看到此现象应马上停机,重新调整压力,不可蛮印,以免造成气阀损坏及水辊轴承、滚针轴承的损坏。
一般地,可在计量辊与靠版水辊间塞入一张白纸,手动落下水辊座气阀,抬起后取出纸条观看墨杠宽度,其宽度调整至5~6mm为宜。
故障原因4:靠版水辊与印版间压力过重或过轻。
排除方法:靠版水辊与印版间的压力过重也会造成水辊座气阀跳动。
具体调整方法如下:把印版滚筒点到合适的位置,手动落下水辊座气阀,抬起后再点动到合适位置观察墨杠的宽度,一般墨杠宽度调整4~6mm为宜。
每次更换新的靠版水辊时压力就要重新调整,新水辊压力可适当调轻些,水辊使用较长时间后可略加重些,但以水辊座气阀不跳动为最大限度。
故障原因5:靠版墨辊未调节好造成。
排除方法:这种情况多为后面两根收墨辊压力偏轻所造成,但压力过大,也易使印版亲水层过早被破坏,印版发亮造成油脏。
海德堡印刷机故障分析100例
宁荣华
【期刊名称】《印刷技术》
【年(卷),期】2007(000)001
【摘要】1,印刷时,飞达纸堆不能自动上升如图1所示,印刷时,当压纸脚压住
纸堆,而纸堆低于一定高度时,压脚机构中的触角触动微动开关b92,通过电气
系统,使纸堆上升一定距离。
当纸堆达到一定高度时,压脚机构无法触动微动开关,纸堆不再上升。
【总页数】2页(P44-45)
【作者】宁荣华
【作者单位】无
【正文语种】中文
【中图分类】TS8
【相关文献】
1.海德堡印刷机故障分析100例
2.海德堡印刷机故障分析100例
3.海德堡印刷机
故障分析100例4.海德堡印刷机故障分析100例5.海德堡印刷机故障分析100例因版权原因,仅展示原文概要,查看原文内容请购买。
判断准确,方法简洁维修工作要求时间短,因此必须准确判别故障部位,采取最简洁的维修方法进行维修,在尽可能短的时间内解决问题。
在更换配件时,应选择质量好的配件,安装工作精确到位,避免留下后患。
下面举几个日常维修实例。
故障1:飞达下纸时总是传动面快厂家采取的方法:维修飞达气阀——刮研气阀阀壳内孔、电镀气阀阀芯,更换接纸轮。
错误之处:修复后气阀漏气更为严重,所更换的接纸轮质量不如以前。
正确方法:下纸歪斜的主要原因是机器安装时飞达与主机不平行,校正飞达相对于主机的平行度。
故障2:印刷时,出现“剥皮”故障操作人员的做法:调节压印滚筒牙齿上的调节螺丝,试图增加牙齿的叼纸力。
错误之处:海德堡印刷机牙齿的叼纸力由弹簧力量及牙齿加工精度决定,上面的方法不能调节牙齿的叼纸力,而只能改变滚筒牙排的交接时间,造成套印故障。
正确方法:检查牙片与牙垫的磨损情况,必要时更换;检查牙排上是否存在“死牙”并解决“死牙”问题;检查牙排之间的交接关系,必要时进行调节。
故障3:“甩角”故障操作人员的做法:调节小传纸滚筒牙垫座下方的螺丝、调节油墨黏度、调节印刷压力。
错误之处:调节小传纸滚筒牙垫座下方的螺丝,改变了小传纸滚筒牙垫高低的调节基准,使将来的校正工作更加烦琐;油墨黏度及印刷压力要按照印刷品的需要确定,不能因为套印问题而刻意改变。
这些方法不能解决印品“甩角”问题。
必要说明:使用多年且没有经过系统维修的设备,普遍存在“甩角”故障。
引发这种故障的因素较多,只有在设备检修时,才能做较为彻底地解决。
做好记录对设备故障情况、解决措施、换件情况和修后效果等条件做好记录,以备随时查阅,并为将来的定期检修及全面检修工作提供参考。
避免急功近利的做法在生产任务繁忙时,厂家为尽快使机器开起来,而采取不当的维修方法,给将来的设备维修工作带来麻烦或造成事故隐患。
实践证明,这种做法可能造成较大的损失,下面是这方面的一些实例。
故障1:串墨辊齿轮损坏操作人员听到机器声音异常,停机,并拆开传动面上方的防护罩,发现一个串墨辊齿轮有损伤。
海德堡印刷机系列故障与维修经验汇总海德堡GTO系列胶印机故障及排除故障一.收纸凌乱不齐原因:1.左右不齐属侧齐纸装置故障;2.前后不齐多属收纸减速装置故障。
具体故障如下:收纸减速电机不转;传动软轴断;减速吸鼓胶圈断。
故障排除方法:A.排除侧齐纸故障;B.逐件检查减速装置。
1.更换或修复减速电机。
行星轮系减速装置与电机为一体,常见毛病为减速行星轮系被油污异物卡死,可借用修手表工具细心将端盖打开,将行星轮逐个用镊子夹出来,清洗干净,检查有无严重磨损,然后涂上优质润滑油,装入已严格清洗(排除卡轮的屑物)过的中心轮(即电机圆柱外壳)内,旋上端盖密封,用手转动电机动轴,手感灵活声音正常即可使用.注意润滑油千万不可施过多,更不可将减速箱空间充满。
如果电机线圈烧坏,则修理是很困难的,因体积很小,且密封要求较高,建议换电机。
2.更换传动软轴,或选用国产相近规格软轴(φ4mm),若一时购不到软轴,而软轴断裂部分很短,可重做一个接头卡轴,加长部分与软轴短缺长度相等;3.更换胶圈,或选用国产0型密封胶圈代用,价廉易购。
故障二.喷粉防粘装置失效原因:1.气泵坏;2.喷粉管路堵塞;3.喷粉传动齿带断。
故障排除法:1.检查修理气泵。
为了延长使用寿命,要定期维修保养,更换易损片垫,清理滤气阀,一般每半年一次;2.查明并排除堵塞之处;3.更换胶带,以国产胶带代用。
故障三.传递滚筒包衬布烂脱原因:1.水浸辗压,疲劳磨损;2.外力致烂。
故障排除方法:1.若小面积烂损,可局部粘复;2.更换新件;3.用国产硅胶布代用,效果尚可,易购价廉,0.5mm厚。
故障四:升纸台架断裂,滚针轴承损坏原因:外力碰撞,疲劳磨损。
故障排除方法:1.焊接修复或测绘加工;2.车铜套代用,φ10Xφ14X10;3.换轴承一工厂海德堡哈里斯八色轮转机出现电气故障,现将实施的简要方案总结如下,与同行分享。
首先在未拆下原有PLC之前,仔细检查PLC的每一个输入、输出信号,记录下平时的操作方法及程序,弄清其定义,以及机器的正常运转状况和性能,为能完全恢复各项功能和便于操作人员的使用打好基础。
海德堡胶印机常见故障以及排除(二)故障5:印刷时印版易糊版、起油腻故障原因1:墨斗内油墨添加剂或调墨油加入过多,致使油墨太稀,叼口部位出现油腻。
排除方法:先加大整个版面的水量,还是清除不净。
又停机,用润湿粉擦洗,开印前几百张还好,后又重复出现。
考虑到高速机只有一根靠版橡胶水辊,其携水能力及洁版能力没有包水绒套的水辊效果好,这时应以原墨印刷为好,特殊产品需加放辅料的一定要适度。
当发现由于油墨太稀造成油脏时,应在墨斗内加入原墨或更换油墨。
故障原因2:靠版水辊与串水辊压力偏重或偏轻。
排除方法:如是压力偏重,靠版水辊上的水就会被串水辊挤压出去,造成糊版;而压力过轻,串墨辊上的墨在一开印时就清除不掉,从水斗槽下面观察,可看到串水辊上有油墨的痕迹,同样造成糊版。
这时,可拆下计量辊,用0.1mm钢片重新平好压力,也可查看靠版水辊与串水辊间的墨杠宽度,一般调整至3~4mm为宜。
故障原因3:计量辊与靠版水辊间压力太重或太轻。
排除方法:如是压力太重,则在机器运转,落下靠版水辊时,可明显地看到水辊座气阀跳动。
看到此现象应马上停机,重新调整压力,不可蛮印,以免造成气阀损坏及水辊轴承、滚针轴承的损坏。
一般地,可在计量辊与靠版水辊间塞入一张白纸,手动落下水辊座气阀,抬起后取出纸条观看墨杠宽度,其宽度调整至5~6mm为宜。
故障原因4:靠版水辊与印版间压力过重或过轻。
排除方法:靠版水辊与印版间的压力过重也会造成水辊座气阀跳动。
具体调整方ㄈ缦拢喊延婀鐾驳愕胶鲜实奈恢茫侄湎滤踝鸷笤俚愣胶鲜饰恢霉鄄炷艿目矶龋话隳芸矶鹊髡?~6mm为宜。
每次更换新的靠版水辊时压力就要重新调整,新水辊压力可适当调轻些,水辊使用较长时间后可略加重些,但以水辊座气阀不跳动为最大限度。
故障原因5:靠版墨辊未调节好造成。
排除方法:这种情况多为后面两根收墨辊压力偏轻所造成,但压力过大,也易使印版亲水层过早被破坏,印版发亮造成油脏。
可停机点到合适位置,手动落下靠版墨辊后抬起,观察4根靠版墨辊的墨杠宽度,一般调整至3~5mm为宜。
海德堡印刷机故障分析100例(76-82)
时间:2007-12-22 来源:科印传媒《印刷技术》
【内容提要】本文主要为广大读者介绍海德堡印刷机的各种常见故障,并为读者分析故障原因。
如:水斗辊摆架跳动,将导致计量辊跳动,计量辊对靠版水辊的压力出现周期性变化,导致印版版面润版液分布均匀,满版网点或实地印刷时,印品墨色不匀。
76.如何调节中间辊对靠版水辊间的压力?
调节中间辊对靠版水辊间的压力步骤如下(参见图1):
图1 中间辊对靠版水辊的压力调节
统产生联系;(2)落下靠版水辊和靠版墨辊;(3)在靠版水辊A和中间辊Z之间的两侧分别插入纸条(窄条朝向Z);(4)调节传动面和操作面的调节螺丝,使中间辊与靠版水辊轻微接触;(5)取出纸条;(6)顺时针转动传动面及操作面的调节螺丝①半周;(7)拧紧传动面和操作面的锁紧螺母②。
说明:中间辊与靠版水辊间的墨杠宽度约为3mm。
77.如何调节中间辊对靠版墨辊之间的压力?
调节前,必须落下靠版水辊和靠版墨辊(参见图2)。
图2 中间辊对靠版墨辊的压力调节
丝筒②,使其与支座之间存在间隙;(3)
拧动丝筒,使其与支座接触并且能感觉到弹簧的力量(注:老式机器与新式机器的调节方法恰好相反);(4)反方向转动丝筒半圈;(5)重新拧紧锁紧螺丝①。
中间辊与靠版墨辊间的墨杠宽度大约为3mm。
78.如何调节水斗辊与计量辊间的压力?
调节水斗辊与计量辊间压力的方法是(如图3所示):
图3 计量辊对水斗辊的压力调节
;(2)抬起靠版水辊;(3)松开传动
面及操作面水斗辊摆架上的固定螺丝①,如图3所示;(4)按动水斗辊按钮,使水斗辊及计量辊转动;(5)逆时针转动调节手柄②,直到整根水斗辊和计量辊表面看到清晰的水膜;(6)再顺时针转动两侧调节手柄②,直到水斗辊辊体中央区域呈现湿润状态;(7)继续转动调节手柄,至水斗辊两侧还能看到10cm 宽的水膜后,再继续顺时针转动调节手柄半圈;(8)锁紧固定螺丝①。
79.如何调节计量辊对靠版水辊的压力?
调节计量辊对靠版水辊压力时,不能使靠版水辊朝向滚筒缺口位置。
调节步骤如下:
(1)用棉布将计量辊D表面擦干,见图4;(2)逆时针转动调节蜗杆③,使计量辊D脱开靠版水辊A;(3)在计量辊D与靠版水辊A之间插入纸条(窄条与计量辊D接触);(4)落下水辊;(5)用调节蜗杆③调节计量辊D与靠版水辊间的压力,直到用很轻的力可将纸条抽出;(6)脱开靠版水辊;(7)继续顺时针转动调节蜗杆③一周半。
图4 计量辊对靠版水辊的压力调节
有明显摆动?
(1)水斗辊操作面摆架产生摆动的原因
安装不当。
如图5所示,水斗辊操作面摆架的晃动间隙由螺钉1和螺钉2
进行调节;若间隙太大,水斗辊操作面摆架就会产生晃动。
图5 操作面水斗辊摆架间隙调节
安装时没有精确复位,致使水斗辊摆架
长期存在摆动,内孔磨损。
调节不当。
由于调节不当,靠版水辊产生明显跳动,进而使计量辊跳动,水斗辊摆架也随计量辊跳动。
(2)水斗辊传动面摆架产生摆动的原因
安装不当。
安装水斗辊传动轴齿轮时,没有控制好水斗辊摆架的晃动间隙。
部件磨损。
水斗辊传动轴齿轮上的推力轴承磨损或锈蚀,造成水斗辊摆架晃动。
水斗辊跳动。
由于水斗辊传动轴齿轮轴颈磨损,轴头磨损或损伤,使水斗辊转动时出现明显跳动,致使计量辊产生跳动,进而水斗辊摆架产生跳动。
调节不当。
由于调节不当,靠版水辊产生明显跳动,进而使计量辊产生跳动,水斗辊摆架跟随计量辊产生跳动。
(3)水斗辊摆架跳动对印刷质量及印刷设备的影响
水斗辊摆架跳动,将导致计量辊跳动,计量辊对靠版水辊的压力出现周期性变化,导致印版版面润版液分布均匀,满版网点或实地印刷时,印品墨色不匀。
正常情况下,水斗辊摆架在开始印刷及印刷停止时各动作一次,磨损较轻;一旦水斗辊摆架出现晃动,水斗辊摆架内孔将加速磨损,此外,还会导致计量辊传动面轴头、计量辊传动面轴座加速磨损。
81.水斗辊为何出现明显跳动?对印刷质量有何影响?
引起水斗辊出现明显跳动的原因有以下几种。
(1)水斗辊传动轴齿轮及滚针轴承磨损。
水斗辊传动轴齿轮轴颈磨损、滚针轴承磨损或锈蚀后,在转动时产生明显跳动,致使水斗辊产生跳动。
由于操作人员安装不当,与水斗辊传动面配合的轴孔部位出现损伤,致使水斗辊产生跳动。
(2)水斗辊传动轴齿轮不符合规范。
水斗辊传动轴齿轮端部轴孔与轴颈部位不同心,使水斗辊产生跳动。
如一些国产水斗辊传动轴齿轮,与滚针轴承配合部位没有经淬火处理或淬火硬度不足,使用不久就出现磨损,从而使水斗辊产生跳动。
(3)水斗辊传动面轴头有问题。
水斗辊传动面轴头与水斗辊辊体是由螺丝固定、装配在一起的,对外圆面与辊体之间的同心度要求较高,一旦操作不当,致使水斗辊传动面轴头出现损伤,水斗辊就会产生明显跳动。
一些非正规厂家加
工的轴头,两端的配合表面同心度不够,致使水斗辊产生跳动。
(4)水斗辊内部轴承63005磨损。
由于磨损、锈蚀,轴承的间隙加大,使水斗辊出现跳动。
(5)安装原因。
安装水斗辊时,传动面轴头表面或水斗辊传动轴齿轮轴端内孔有固体残留物,安装时不能完全贴合,使水斗辊产生跳动。
(6)水斗辊跳动对印刷质量的影响。
水斗辊产生跳动后,形成的水膜不均匀,造成印品墨色不均匀或脏版。
82.计量辊与靠版水辊间的压力调节好后,为什么压力又出现变化?
(1)调节蜗杆不能自锁。
由于蜗杆磨损、锈蚀,间隙加大,施加在调节蜗杆弹簧片上的压力减小或消失,失去自锁作用,在靠版水辊或计量辊的振动影响下,蜗杆转动,致使压力出现变化。
(2)计量辊传动面轴头及轴座磨损。
当靠版水辊摆架、水斗辊摆架产生跳动时,计量辊传动面轴头和轴座之间产生相对运动,同时产生磨损。
这些零件磨损后,配合间隙加大,计量辊传动面与靠版水辊之间的压力产生变化。
(3)计量辊、靠版水辊内部轴承磨损。
由于磨损、锈蚀作用,轴承间隙加大,操作面上计量辊与靠版水辊之间的压力产生变化。