浇注系统浇口尺寸计算[优质ppt]
- 格式:ppt
- 大小:1.08 MB
- 文档页数:25
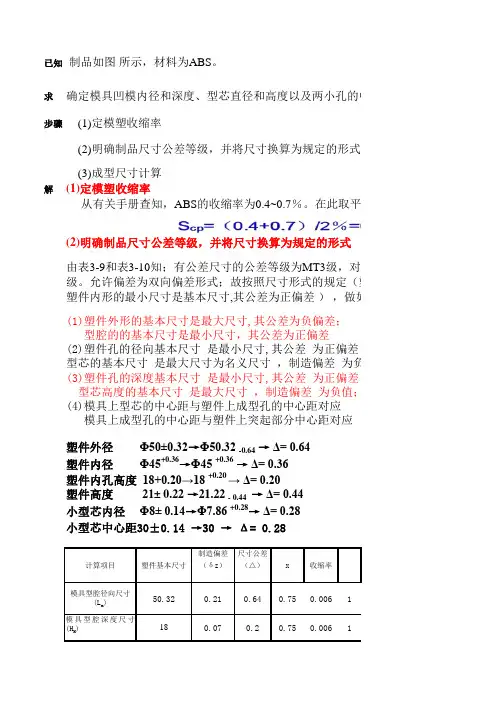
已知求步骤解制造偏差尺寸公差(δz)(△)x 收缩率模具型腔径向尺寸(L m )50.320.210.640.750.0061模具型腔深度尺寸(H M )180.070.20.750.0061计算项目塑件基本尺寸塑件内径 Φ45+0.36→Φ45 +0.36 → Δ= 0.36塑件内孔高度 18+0.20→18 +0.20 → Δ= 0.20塑件高度 21± 0.22 →21.22 - 0.44 → Δ= 0.44小型芯内径 Φ8± 0.14→Φ7.86 +0.28→ Δ= 0.28(1)塑件外形的基本尺寸是最大尺寸,其公差为负偏差;型腔的的基本尺寸是最小尺寸,其公差为正偏差(2)塑件孔的径向基本尺寸 是最小尺寸,其公差 为正偏差;型芯的基本尺寸 是最大尺寸为名义尺寸 ,制造偏差 为负值(3)塑件孔的深度基本尺寸 是最小尺寸,其公差 为正偏差;型芯高度的基本尺寸 是最大尺寸 ,制造偏差 为负值;(4)模具上型芯的中心距与塑件上成型孔的中心距对应模具上成型孔的中心距与塑件上突起部分中心距对应 。
小型芯中心距30±0.14 →30 → Δ= 0.28(2)明确制品尺寸公差等级,并将尺寸换算为规定的形式由表3-9和表3-10知;有公差尺寸的公差等级为MT3级,对ABS 塑件属 “一般精度”;级。
允许偏差为双向偏差形式;故按照尺寸形式的规定(塑件外形的最大尺寸是基本塑件内形的最小尺寸是基本尺寸,其公差为正偏差 ) ,做如下转换:确定模具凹模内径和深度、型芯直径和高度以及两小孔的中心塑件外径 Φ50±0.32→Φ50.32 -0.64 → Δ= 0.64制品如图 所示,材料为ABS 。
(1)定模塑收缩率 (2)明确制品尺寸公差等级,并将尺寸换算为规定的形式 (3)成型尺寸计算(1)定模塑收缩率 从有关手册查知,ABS 的收缩率为0.4~0.7%。
在此取平均收缩率作为模塑收缩率,模具型芯高度尺寸21.220.070.20.750.0061(hs)模具型芯径向尺寸计450.170.50.750.0061算(ls)小型芯内径(ls)7.860.090.280.750.0061两小孔的中心距尺寸300.090.280.750.0061(C S)50.1450.14+0.2117.9617.96+0.07计算公式计算结论计算结论偏差;差为正偏差;偏差 为负值为正偏差;为负值;对应距对应 。