浇注系统浇口尺寸计算
- 格式:ppt
- 大小:1.73 MB
- 文档页数:24
5.2.4浇口的设计浇口亦称进料口,是连接分流道与型腔的熔体通道。
浇口的设计与位置的选择恰当与否直接关系到塑件能否被完好地高质量地注射成型。
浇口可分成限制性浇口和非限制性浇口两大类。
限制性浇口的作用:限制性浇口是整个浇注系统中截面尺寸最小的部位,通过截面积的突然变化,使分流道送来的塑料熔体产生突变的流速增加,提高剪切速率,降低粘度,使其成为理想的流动状态,从而迅速均衡地充满型腔。
对于多型腔模具,调节浇口的尺寸,还可以使非平衡布置的型腔达到同时进料的目的,提高塑件质量。
限制性浇口还起着较早固化防止型腔中熔体倒流的作用。
非限制性浇口的适用范围:非限制性浇口是整个浇口系统中截面尺寸最大的部位,它主要是对中大型筒类、壳类塑件型腔起引料和进料后的施压作用。
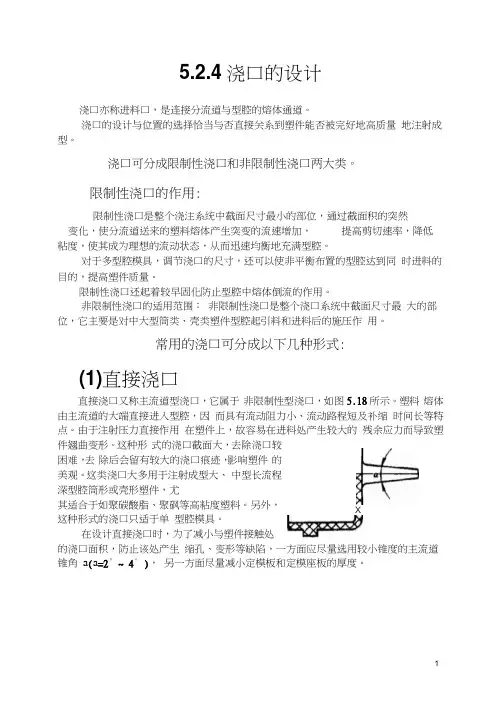
常用的浇口可分成以下几种形式:(1)直接浇口直接浇口又称主流道型浇口,它属于非限制性型浇口,如图5.18所示。
塑料熔体由主流道的大端直接进入型腔,因而具有流动阻力小、流动路程短及补缩时间长等特点。
由于注射压力直接作用在塑件上,故容易在进料处产生较大的残余应力而导致塑件翘曲变形。
这种形式的浇口截面大,去除浇口较困难,去除后会留有较大的浇口痕迹,影响塑件的美观。
这类浇口大多用于注射成型大、中型长流程深型腔筒形或壳形塑件,尤其适合于如聚碳酸脂、聚砜等高粘度塑料。
另外,X这种形式的浇口只适于单型腔模具。
在设计直接浇口时,为了减小与塑件接触处的浇口面积,防止该处产生缩孔、变形等缺陷,一方面应尽量选用较小锥度的主流道锥角a(a=2° ~ 4° ),另一方面尽量减小定模板和定模座板的厚度。
直接浇口的浇注系统有着良好的熔体流动状态,塑料熔体从型腔底面中心部位流向分型面,有利于消除深型腔处气体不易排出的缺点,使排气通畅。
这样的浇口形式,使塑件和浇注系统在分型面上的投影面积最小,模具结构紧凑,注射机受力均匀。
(2)中心浇口当筒类或壳类塑件的底部中心或接近于中心部位有通孔时,内浇口就开设在该孔口处,同时中心设置分流锥,这种类型的浇口称中心浇口,如图5.19 所示。

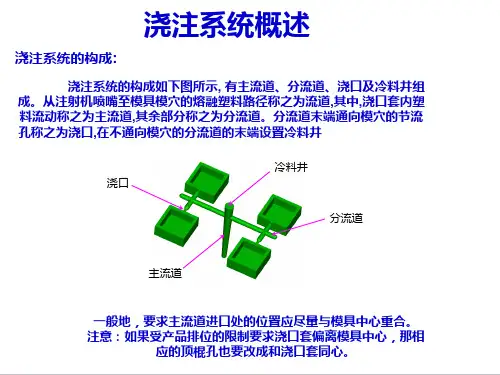
《注塑模具理论》浇注系统中国模具设计网w w w .z g m j s j .c o m 中国模具设计网前言 浇注系统是注塑模具里面特别重要的部分,它的主要作用是把注塑机里面可流动的塑料引入到模具的型腔里面.就相当于人吃饭时的食管,灌水用的渠道.中国模具设计网w w w .z g m j s j .c o m中国模具设计网中国模具设计网w w w .z g m j s j .c o m 中国模具设计网第一节 浇注系统的构成一、大水口浇注系统的构成:整个浇注系统又可以称为“废料”。
1、主流道:2、分流道:1)主分流道 2)次分流道3、胶口:4、冷料井:中国模具设计网w w w .z g m j s j .c o m 中国模具设计网二、大水口浇注系统各部分的详解:1、主流道:它的作用是把注塑机里面可流动的塑料引入到模具里面,是可流动的塑料经过模具的第一段通道,它一般在唧嘴里面成形。
注意:唧嘴是标准件,则主流道的大小尺寸由唧嘴来决定,为了减少“废料”,可以缩短唧嘴的长度,则保证上图当中的“M”不小于10即可.设计时,就算唧嘴选取错误了,也不要紧,可以直接更换.中国模具设计网w w w .z g m j s j .c o m 中国模具设计网注塑机喷嘴要与模具的唧嘴来配合,注意事项如下:中国模具设计网w w w .z g m j s j .c o m 中国模具设计网2、分流道:当模具存在“一模多穴”时,就必须有分流道,它把主流道里面的塑料分别引入到各个不同的模穴当中。
1) “一模多穴”的含义:一模四穴,指的是一套模具开一次模就有四个一模一样的产品。
1+2式:指的是一套模具开一次模有两种不同的总共三个产品,一 种产品数量为一个,另一种产品数量是二个。
中国模具设计网w w w .z g m j s j .c o m 中国模具设计网2) 分流道的截面:大水口模具的分流道多用圆形截面,前后模仁各占一半,也可以是半圆形,依据具体要求前后模仁分别放置。
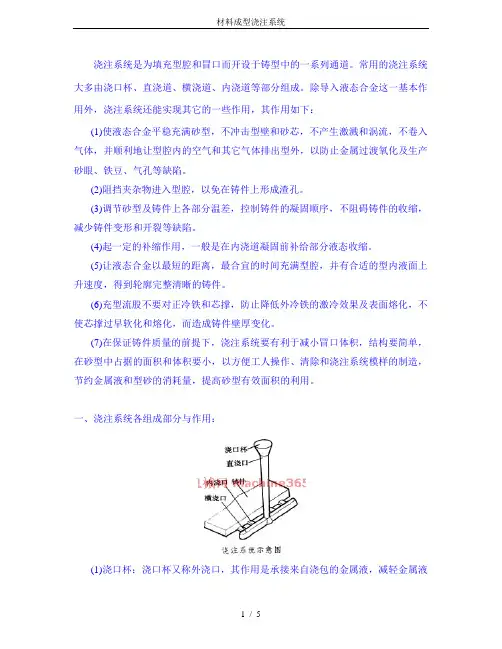
浇注系统是为填充型腔和冒口而开设于铸型中的一系列通道。
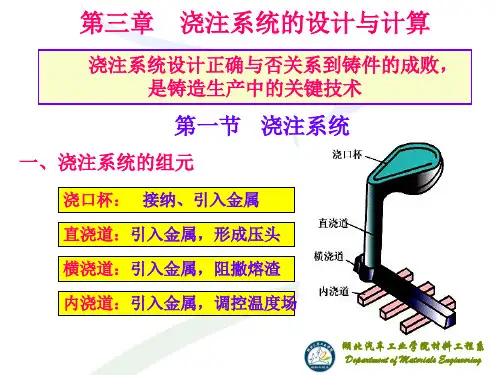
常用的浇注系统大多由浇口杯、直浇道、横浇道、内浇道等部分组成。
除导入液态合金这一基本作用外,浇注系统还能实现其它的一些作用,其作用如下:(1)使液态合金平稳充满砂型,不冲击型壁和砂芯,不产生激溅和涡流,不卷入气体,并顺利地让型腔内的空气和其它气体排出型外,以防止金属过渡氧化及生产砂眼、铁豆、气孔等缺陷。
(2)阻挡夹杂物进入型腔,以免在铸件上形成渣孔。
(3)调节砂型及铸件上各部分温差,控制铸件的凝固顺序,不阻碍铸件的收缩,减少铸件变形和开裂等缺陷。
(4)起一定的补缩作用,一般是在内浇道凝固前补给部分液态收缩。
(5)让液态合金以最短的距离,最合宜的时间充满型腔,并有合适的型内液面上升速度,得到轮廓完整清晰的铸件。
(6)充型流股不要对正冷铁和芯撑,防止降低外冷铁的激冷效果及表面熔化,不使芯撑过早软化和熔化,而造成铸件壁厚变化。
(7)在保证铸件质量的前提下,浇注系统要有利于减小冒口体积,结构要简单,在砂型中占据的面积和体积要小,以方便工人操作、清除和浇注系统模样的制造,节约金属液和型砂的消耗量,提高砂型有效面积的利用。
一、浇注系统各组成部分与作用:(1)浇口杯:浇口杯又称外浇口,其作用是承接来自浇包的金属液,减轻金属液对铸型的冲击,阻止熔渣、杂物、气泡等进入直浇道,增加金属液的充型压力等。
常用浇口杯有呈漏斗形和池形(浇口盆),漏斗形浇口杯可单独制造或直接在铸型内形成,成为直浇道顶部的扩大部分;它结构简单,体积小,可节约金属,但阻渣能力较差,它常用于中、小型铸件,在机器造型中广泛采用。
对大、中型铸件,特别是铸铁件,常采用浇口盆,它具有较好的阻渣效果,浇口盆是与直浇道顶端连接,用以承接导入熔融金属的容器。
在浇口盆出口处常放置有浇口塞,当浇口盆充满金属后,塞子升起即开始浇注。
(2)直浇道:浇注系统中的垂直通道,它通常带有一定的锥度。
对黑色金属,直浇道应做成上大下小的锥体,锥度一般为1:20,其底部常比横浇道的底部稍低并呈(它可储存最初进入的金属液,球形。
铸造手册中非铁合金铸件浇注系统尺寸的确定铸造是制造业中常见的一种工艺,通过将熔化的金属或非金属材料注入模具中,然后冷却凝固成型,来制造各种零部件和构件。
而在铸造过程中,浇注系统是至关重要的一环,它直接影响着铸件的质量和成型效果。
本文将从深度和广度的角度,探讨铸造手册中非铁合金铸件浇注系统尺寸的确定。
一、什么是铸造手册中的非铁合金铸件浇注系统尺寸?铸造手册中的浇注系统尺寸,指的是对于非铁合金铸件来说,根据铸件的设计和要求,在进行铸造时所需要的浇注系统的各项尺寸参数。
这些尺寸参数包括浇口直径、浇道截面积、浇道长度以及浇注冒口的设计尺寸等等。
二、确定铸造手册中非铁合金铸件浇注系统尺寸的重要性1. 影响铸件的质量浇注系统的尺寸设计不合理会导致浇注不充分,使得铸件出现缺陷,比如气孔、热裂纹等。
合理确定浇注系统的尺寸对于保证铸件的质量至关重要。
2. 影响铸造效率合理的浇注系统尺寸可以降低金属的浇注阻力,提高浇注速度,从而提高铸造的效率。
3. 影响工艺成本如果浇注系统设计不合理,会导致金属浪费或者二次加工,增加了生产成本和周期。
三、如何确定铸造手册中非铁合金铸件浇注系统尺寸?1. 按照铸件的形状和尺寸进行确定铸件的形状和尺寸是确定浇注系统尺寸的基础。
不同形状和大小的铸件,其浇注系统的尺寸也会有所不同。
2. 根据金属流动原理设计根据金属液体在浇注系统中的流动原理,合理设计浇口、浇道和冒口的尺寸和位置,以保证金属充分、均匀地填充模腔。
3. 结合铸造工艺要求根据具体的铸造工艺要求,包括金属的浇注温度、浇注方式、模具的放热要求等,综合考虑确定浇注系统尺寸。
四、个人观点和理解在确定铸造手册中非铁合金铸件浇注系统尺寸时,我认为应该遵循以下原则:一是充分考虑金属流动原理及浇注系统设计的合理性,以保证铸件质量;二是结合具体的铸造工艺要求,使得浇注系统尺寸能够满足铸造过程中的各种要求。
只有在这样的基础上,确定的浇注系统尺寸才能最大程度地保证铸件的质量,提高铸造效率,并节约工艺成本。