一般在塑件形状及模具结构允许的情况下,主流道到各型腔的分 流道设计成长度相等、形状及截面尺寸相同的形式(型腔布局为对 称式布局)。
若不满足上述条件,需要通过调节浇口尺寸使各浇口 的流量及成型工艺条件达到一致,这就是浇注系统的平衡。
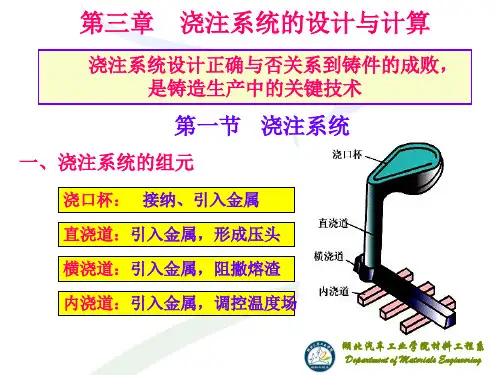
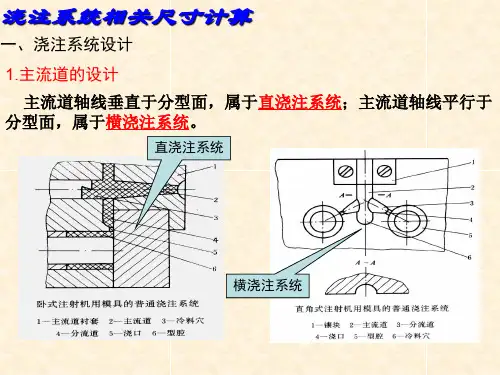
浇注系统相关尺寸计算
分流道的布置 在多型腔模具中分流道的布置中有平衡式和非平衡式两类: 平衡式布置:
③扇形浇口 成型大平面板状及薄壁塑件时,宜采用扇形浇口。在扇形浇口的
整个长度上,沿进料方向截面宽度逐渐变大,为保持断面积处处相 等,浇口的截面厚度逐渐减小。
浇注系统相关尺寸计算
④点浇口 又称针点浇口或橄榄形浇口,是一种在塑件中央开设浇口时使
用的圆形限制性浇口,用于成型壳类、盒类的热塑性塑件。
优点: 浇口残留痕迹小,易取
浇注系统相关尺寸计算
浇口的平衡 当采用非平衡式布置的浇注系统或者同模生产不同塑件时,需
对浇口的尺寸加以调整,以达到浇注系统的平衡。
浇口平衡的计算思路: 通过计算各个浇口的BGV值(Balanced Gate Value)来判断和 设计。 浇口平衡时满足下述要求:
①相同塑件多型腔,各浇口BGV值必须相等 ②不同塑件多型腔,各剪口BGV值必须与其塑件的填充量成正比
由上式可得:
AG1 3t12 0.73mm2,t1 0.49mm,b1 3t1 1.47mm AG3 3t32 1.87mm2, t3 0.79mm,b3 3t3 2.37mm
浇注系统相关尺寸计算
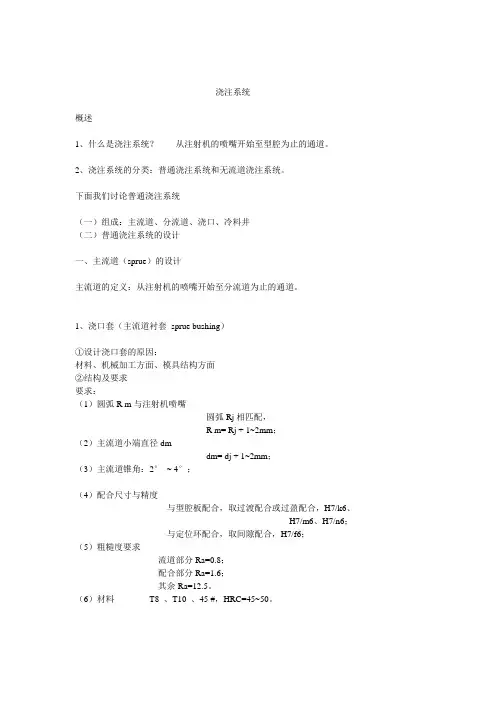
3.浇口的设计 浇口亦称进料口,是连接分流道与型腔的最短通道。
浇注系统相关尺寸计算
浇口的尺寸一般根据经验确定,截面积为分流道断面积的 3%~9%,截面形状常为矩形或圆形,浇口的长度为1~1.5mm。