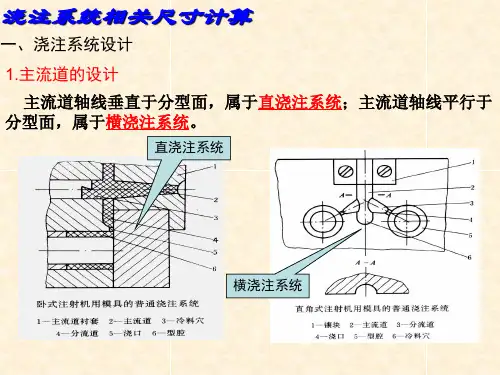
第三章 浇注系统的设计与计算
- 格式:ppt
- 大小:1.49 MB
- 文档页数:36
浇注系统的设计与计算摘要:本文主要讲述了计算机在浇注系统中辅助应用,为铸造工艺设计的科学化、精确化,提供了良好的工具。
关键词:设计原则设计顺序设计方法及计算公式在铸造工艺设计过程中,有许多繁贞的数字计算和大量的查表选择工作,仅凭工艺设计人员的个人经验和手工操作,不但要发费很多时间,而且设计结果往往因人而异,很难保证铸件质量。
60年代以来,特别是进入80年代后,随着电子计算机技术的迅猛发展,计算机辅助设计技术在工业中得到愈来愈广泛的应用,也为铸造工艺设计的科学化、精确化提供了良好的工具,成为铸造技术开发和生产发展的重要内容之一。
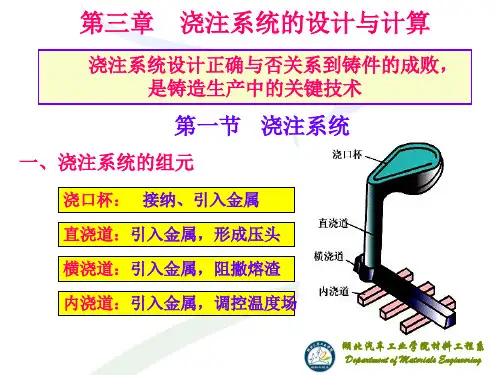
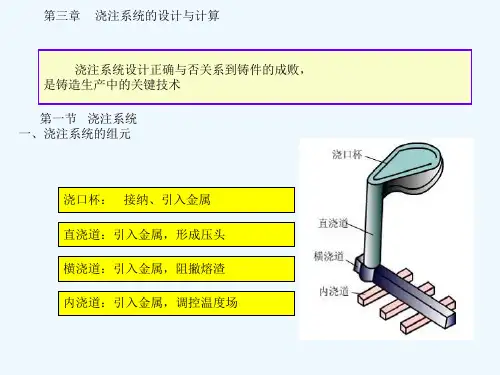
浇注系统是在砂型中开设的引导金属液进入型腔和冒口的通道,是铸型充填系统中的一个组成部分,通常由四部分(组元)组成:外浇道(浇口杯、浇口盆)、直浇道、横浇道和内浇道。
如图(1)所示。
设计浇注系统主要是选择浇注系统的结构类型,确定引入位置,计算浇注系统各组元的截面尺寸。
成功的浇注工艺,取决于金属本身的特性、铸型的性质和把金属液引入型腔的浇注系统的结构。
设置浇注系统是铸造技术人员和工人用以控制金属液充型的主要手段。
因此,这是一项重要的技术工作。
1-浇口杯2-直浇道3-横浇道4-内浇道图(1)浇注系统结构示意图一、浇注系统的设计原则所谓浇注系统的设计原则就是确定这些浇注系统的形状、尺寸和浇注条件。
如果浇注系统设计不合理就有可能造成以下铸造缺陷,如气孔、砂眼、渣眼、缩孔、裂纹、浇不足和冷隔等缺陷,因此浇注系统时必须遵守以下原则:(1)液体金属的温度在流动中应不降低太多。
(2)应不卷入空气或铸型与液体金属的界面上发生反应所生成的气体。
(3)应不损坏铸型。
(4)应防止掉砂和熔渣流入型腔。
(5)应防止液体金属过度加热铸型。
(6)应有助于方向性凝固。
(7)应不降低工艺出口率(型腔体积对包括浇注系统在内的整铸型型腔体积之比)。
(8)凝固以后应该容易去除。
二、浇注系统设计顺序不同的铸造方法、工厂、技术人员可能采用不同的浇注系统设计方法。
![[精彩]第三章 浇注系统的设计与计算](https://uimg.taocdn.com/2c43a13b10a6f524ccbf85c8.webp)
熔模铸造浇注系统计算熔模铸造是一种常用的制造复杂和精密铸件的工艺,其浇注系统的设计和计算对于确保铸件质量和生产效率具有重要意义。
本文将介绍熔模铸造浇注系统的计算方法和步骤,并详细阐述其中的关键要点。
1.浇注系统的设计原则1.1浇注系统应保证熔融金属顺利流入模腔,并避免气体和杂质的混入。
1.2浇注系统应能够提供足够的金属流量和压力,以填充模腔和充实铸件。
1.3浇注系统应使金属液的速度和压力逐渐减小,以避免金属的喷溅和侵蚀模具。
1.4浇注系统设计应考虑模具的结构特点和铸件形状,以获得良好的浇注效果。
2.浇注系统的主要计算参数在进行浇注系统的计算前,需要收集和确定以下参数:2.1铸件的形状和尺寸:包括铸件的几何形状、尺寸、壁厚等。
2.2材料的液态性能:包括铸造合金的熔点、密度、表面张力等。
2.3系统的性能:包括浇注管道和浇注头的直径、长度和形状等。
2.4浇注过程的条件:包括金属液的温度、浇注速度和压力等。
3.浇注系统的计算步骤根据以上参数和原则,进行浇注系统的计算,一般可分为以下几个步骤:3.1确定浇注管道和浇注头的几何参数:根据铸件的形状和尺寸,确定浇注管道和浇注头的直径、长度和形状。
通常,浇注管道和浇注头的直径会逐渐减小,以保证金属液的速度和压力逐渐降低。
3.2计算浇注头的流速和压力:根据材料的液态性能和浇注过程的条件,计算金属液在浇注头中的流速和压力。
这一步需要考虑金属液的粘度、密度以及浇注头的形状、长度等参数。
3.3计算浇注管道和浇注头的阻力:根据浇注管道和浇注头的形状和尺寸,计算流动的阻力。
这一步需要考虑流动的雷诺数、曼宁系数和摩擦因数等参数。
3.4确定浇注时间和浇注压力:根据铸件的尺寸和形状,计算金属液的流速和浇注时间,进而确定浇注压力。
通常,浇注时间应保证金属液充分填充模腔,并保持一定的冲刷效果。
4.浇注系统的优化完成上述计算后,可以进行浇注系统的优化,包括以下几个方面:4.1浇注管道的优化:可以通过改变浇注管道的形状和尺寸,减小阻力和压力损失,提高浇注效率。


第三章锌合金压铸浇注系统设计* 浇注系统包括鹅颈、射咀、分流锥、浇道、浇口和排气系统;*常用有扇形浇道和锥形浇道兩種;*设计原则:浇注系统内的金属液能有效的、平稳的流动,并避免气体混入。
3.1澆注系统对填充条件的影响金属液在压铸过程中的充型状态是由压力、速度、时间、温度、排气等因素综合作用形成的,因而水口系统与压力传递、合金流速、填充时间、凝固时间、模具温度、排气条件有着密切的关系。
a.压力传递一方面要保证水口处金属液以高压、高速充填型腔,另一方面又要保证在流道和水口截面内的金属液先不凝固,以保证传递最终压力。
这样就需要最佳的流道和水口设计,最小的压力损失。
b.水口面积过大或过小都会影响填充过程,过大的水口充填速度低,金属过早凝固,甚至充填不足,过小的水口又会使喷射加剧,增加热量损失,产生涡流并卷入过多气体,减短模具寿命。
c.气体的排出主要取决于金属液的流动速度与流动方向,以及排溢系统的开设能否使气体顺畅排出,排气面积是否足够。
排气是否良好,将直接影响铸件的外形和强度。
d.模具温度的控制对铸件的质量产生很大的影响,同时影响生产的速度和效率,水口的合理设计可以对模具的温度分布起调节作用。
e.模具寿命除了取决于良好的钢材外,又与模具的工作状态有关,良好的水口系统设计也是为了使模具各部分热平衡处于最佳状态,而不是恶劣的状态下,这样才能得到压铸生产的最大经济效益。
3.2浇注系统位置的选择1.使金属液充型路径减少曲折,避免过多迂回,避免卷气,散失热量,压力损耗。
2.尽量使金属液流至各部位距离相等,如开中心水口。
3.使温度分布符合工艺要求(模温、铸件温度)、尽量选择最短流程。
4.尽量采用单个水口,避免各水口的射流产生对撞,当需多处水口时,考虑射流相互促进,避免卷气,能量损耗。
5.尽量避免正面冲击型芯或型壁,减少动能损耗、卷气、流向混乱、粘模。
6.减少铸件收缩变形的倾向,使易收缩部位得到补缩、增压。
7.有利于排气。
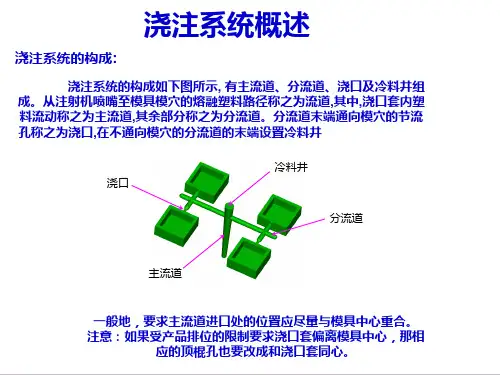
第三章浇注系统设计3.1概述1概念2组成铸型中引导液态金属进入型腔的通道之总称。
1)浇口杯2)直浇道3)横浇道4)内浇道3对浇注系统的基本要求1)能控制铸件的温度场分布2)保证在规定时间内充满铸型型腔3)保证铸件轮廓、棱角清晰4)控制金属液流动的速度和方向5)具有良好的撇渣功能6)简化生产,降低成本4浇注系统的类型及特点1)按浇注系统各组元截面比例关系分类(1)封闭式浇注系统(2)开放式浇注系统(3)半开放半封闭式浇注系统S直>S 横>S内S直<S横<S内S直>S横,S内>S横2)按内浇道在铸件上的位置分类分类(1)顶注式浇注系统液态金属从铸型型腔(铸件)顶部注入(2)底注式浇注系统内浇道设置在铸件底部的浇注系统(3)中间注入式浇注系统从铸件中间某一高度上开设内浇道的浇注系统(4)阶梯式浇注系统在铸件不同高度上开设两层或两层以上内浇道的浇注系统(5)缝隙式浇注系统沿着整个铸件高度上开设垂直缝隙状内浇道的浇注系统3.2液态金属在浇注系统中流动的水力学特性1在砂型中流动的水力学特点合金液和铸型之间有着激烈的热作用、机械作用和化学作用,属于多相流动,一般呈紊流状态,是不稳定流过程。
2浇口杯中的流动1)浇口杯作用承接来自浇包的金属液,防止金属液飞溅和溢出,便于浇注;减轻液流对型腔的冲击;分离渣滓和气泡,阻止其进入型腔;2)浇口杯分类漏斗形浇口杯(用于中、小型铸件)和盆(池)形浇口杯(用于中、大型铸件3)影响浇口杯内水平漩涡的主要因素是浇口杯内液面的深度,其次是浇注高度、浇注方向和浇口杯的结构等3直浇道中的流动1)直浇道的作用将来自浇口杯的金属液引入横浇道、内浇道或直接导入型腔,并提供充型过程所必需的压力2)直浇道形状通常是上大下小的圆锥形,有时为等截面圆柱形、上小下大的倒圆锥形、蛇形和片状形等形状3)液态金属在直浇道中存在充满式流动或非充满式流动两种流态4直浇道窝1)直浇道窝作用缓冲,缩短直浇道—横浇道拐弯处的高度紊流区;改善内浇道流量分布,减少横浇道—内浇道拐弯处的局部阻力系数和水头损失;浮出金属液中的气体。