气门摇臂轴支座的机械加工工艺过程卡片
- 格式:docx
- 大小:21.32 KB
- 文档页数:2
![[机械制造行业]新气门摇臂轴支座的机械加工工艺及夹具设计](https://img.taocdn.com/s1/m/530b956289eb172ded63b7c2.png)
(机械制造行业)新气门摇臂轴支座的机械加工工艺及夹具设计气门摇臂轴支座的机械加工工艺及夹具设计目录1设计任务书...1.1设计题目1.2零件作用1.3气门摇臂轴支座机械加工工艺规程的制订方法1.4夹具设计 (6)2气门摇臂轴支座的机械制造工艺规程设计.2.1 零件的工艺分析及生产类型的确定122.1.1零件的作用122.1.2零件的工艺分析132.1.3确定零件的生产类型142.2 选择毛坯,绘制毛坯图142.2.1选择毛坯种类142.2.2确定毛坯尺寸及机械加工总余量152.2.3设计毛坯图162.2.4绘制毛坯图 (17)2.3 选择加工方法,制定工艺路线172.3.1定位基准的选择172.3.2零件表面加工方法的选择192.3.3加工阶段的划分192.3.4工序的集中与分散202.3.5工序顺序的安排202.3.6确定工艺路线202.3.7加工设备及工艺装备的选择 (22)2.3.8工序间余量的确定 (23)2.3.9切削余量及基本时间定额的确定243气门摇臂轴支座专用夹具的设计 (40)3.1确定夹具的结构方案403.1.1确定定位方案,选择定位元件 (40)3.1.2确定导向装置 (42)3.1.3确定夹紧机构 (42)3.1.4确定辅助定位装置 (43)3.2设计夹具体433.3 夹具装配图上标注尺寸、配合及技术要求43总结46参考文献481设计任务书1.1设计题目设计如图1.1所示的气门摇臂轴支座零件的机械加工工艺规程及加工通孔和通孔的专用夹具图1.1气门摇臂轴支座零件图1.设计内容:(1)零件、毛坯图:各1张。
(2)机械加工工艺规程卡片:1套。
(3)夹具装配总图:1张。
(4)夹具零件图:1张。
(5)课程设计说明书:1份。
2.原始资料:零件图纸一张;生产纲领为10000台/年,1件/台;每日1班。
通过设计,使我们在机械制造工艺规程设计,工艺方案论证,机械加工余量计算,工艺尺寸的确定,编写技术文件及查阅技术文献等各个方面受到一次综合性的训练。
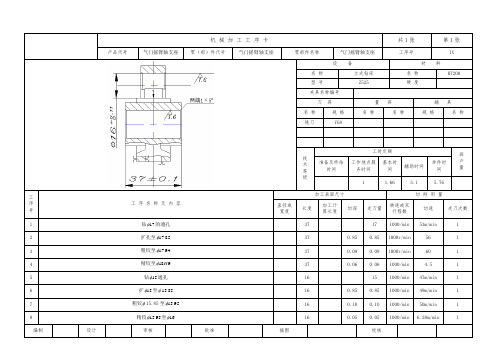
机 械 加 工 工 序 卡
共1张
第1张
产品代号
气门摇臂轴支座
零(部)件代号
气门摇臂轴支座
零部件名称
气门摇臂轴支座 工序号
IX
设 备
材 料
名 称 立式钻床 名 称 HT200 型 号 Z525
硬 度
夹具名称编号
刀 具 量 具 辅 具 名 称 规 格 名 称 名 称 规 格 名 称 铣刀 YG8
技 术 等 级
工时定额
班 产 量 准备及终结时间
工作地点服务时间
基本时间 辅助时间 单件时间
1
1.66
3.1
5.76
工 序 号 工 序 名 称 及 内 容
加工表面尺寸
切 削 用 量
直径或宽度 长度 加工计算长度 切深 走刀量 转速或双行程数 切速 走刀次数
1 钻17φ的通孔 37 17 1000/min 53m/min 1
2 扩孔至85.17φ 37 0.85 0.85 1000r/min 56 1
3 粗铰至94.17φ 37 0.09 0.09 1000r/min 60 1
4 精铰至189H φ 37 0.06 0.06 1000/min 4.
5 1 5 钻15φ通孔 1
6 15 1000/min 47m/min 1 6 扩15φ至φ15.85
16 0.85 0.85 1000/min 49m/min 1 7 粗铰φ15.85至95.15φ 16 0.10 0.10 1000/min 50m/min 1 8 精铰95.15φ至16φ
16
0.05
0.05 1000/min
6.28m/min 1 编制
设计
审核
批准
描图
校核。
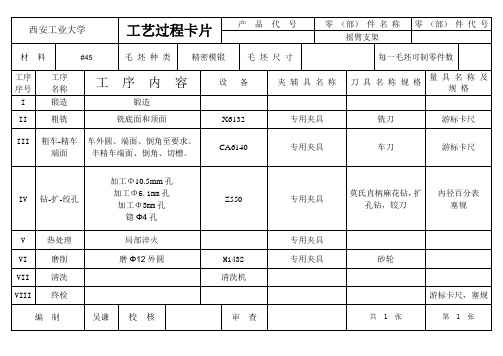
西安工业大学工艺过程卡片产品代号零(部)件名称零(部)件代号
摇臂支架
材料#45毛坯种类精密模锻毛坯尺寸每一毛坯可制零件数
工序序号工序
名称
工序内容设备夹辅具名称刀具名称规格量具名称及
规格
I 锻造锻造
II 粗铣铣底面和顶面X6132 专用夹具铣刀游标卡尺
III 粗车-精车
端面车外圆、端面、倒角至要求。
半精车端面、倒角、切槽。
CA6140 专用夹具车刀游标卡尺
IV 钻-扩-绞孔加工Φ10.5mm孔
加工Φ6.1mm孔
加工Φ3mm孔
锪Φ4孔
Z550 专用夹具
莫氏直柄麻花钻,扩
孔钻,铰刀
内径百分表
塞规
V 热处理局部淬火专用夹具
VI 磨削磨Φ12外圆M1432 专用夹具砂轮
VII 清洗清洗机
VIII 终检游标卡尺,塞规编制吴谦校核审查共 1 张第 1 张。


气门摇臂轴支座的机械加工工艺及夹具设计工艺流程:1.材料准备:选择适合的材料,通常使用优质的合金钢材料。
将材料进行切割,确保尺寸大小符合需要。
2.粗加工:将切割好的原材料进行粗加工。
首先进行铣削工艺,使得材料的外形达到近似的形状。
然后进行车削工艺,将材料的尺寸进一步精确。
3.热处理:将粗加工好的材料进行热处理,以提高材料的硬度和耐磨性。
常见的热处理方法包括淬火、回火等。
4.精加工:经过热处理的材料再进行精加工。
主要包括车削、铣削、磨削等工艺,将材料的表面进行加工,使其更加平滑。
5.组装:将精加工好的零件进行组装,与其他部件连接起来,形成完整的气门摇臂轴支座。
注意在组装中要保持零件间的准确配合度。
夹具设计:夹具设计是为了在加工过程中稳定支撑和固定工件,使其能够准确地进行加工。
以下是气门摇臂轴支座夹具设计的一般步骤和注意事项。
1.确定夹具类型:根据气门摇臂轴支座的形状和加工要求,选择合适的夹具类型。
常用的夹具类型包括顶尖夹具、台站夹具、平板夹具等。
2.确定夹具夹持点:根据工件形状和加工要求,确定夹具夹持点的位置。
夹持点应能够保证工件的稳定,同时不影响加工工艺进行。
3.设计夹具结构:根据工件的形状和加工要求,设计夹具的结构。
夹具应具备稳定性、刚性和易操作性。
使用CAD软件进行绘制设计,并进行必要的强度计算。
4.确定夹具夹持力:根据工件的材料和加工要求,确定夹具夹持力的大小。
夹持力应能够保证工件在加工过程中不会发生位移和变形。
5.制造夹具:根据设计好的夹具图纸进行夹具的制造。
常用的制造工艺包括铣削、车削、线切割等。
6.调试夹具:制造完成后,对夹具进行调试,确保夹具的夹持力和稳定性符合要求。
总结:。
气门摇臂轴支座的机械加工工艺规程设计1.零件的工艺分析及生产类型的确定1.1零件的作用本设计所设计的零件是1105柴油机中摇臂结合部的气门摇臂轴支座,它是柴油机上气门控制系统的一个重要零件。
直径为18mm 的孔用来装配摇臂轴,轴的两端各安装一进、排气气门摇臂。
直径为16mm 的孔内装一个减压轴,用于降低汽缸内压力,便于启动柴油机。
两孔间距56mm ,可以保证减压轴在摇臂上打开气门,实现减压。
两孔要求的表面粗糙度和位置精度较高,工作时会和轴相配合工作,起到支撑的作用,直径11的孔用M10的螺杆与汽缸盖相连,直径3的孔用来排油,各部分尺寸零件图中详细标注。
图2.1 气门摇臂轴支座零件图1. 2 零件的工艺分析通过对气门摇臂轴支座零件图的重新绘制,知原图样的视图正确、完整,尺寸、公差以及技术要求齐全。
通过对零件图的详细审阅,该零件的基本工艺状况已经大致掌握。
主要工艺状况如下叙述:零件的材料为HT200,灰铸铁的生产工艺简单,铸造性能优良,但是塑性较差、脆性较高、不适合磨削,而且加工面主要集中在平面加工和孔的加工。
根据对零件图的分析,该零件需要加工的表面以及加工表面之间的位置要求如下: 1. 22φ外圆的上端面以及与此孔相通的11φ通孔,粗糙度均为12.5;2. 36mm 下端面,根据零件的总体加工特性,36mm 为整个机械加工过程中主要的基准面,粗糙度为6.5,因此在制定加工方案的时候应当首先将此面加工出来;3. 28φ外圆的前后端面,粗糙度为3.2;前后端面倒ο451⨯的角,粗糙度为12.5;以及18φ的通孔,在这里由于18φ通孔所要求的精度较高,因此该孔的的加工是一个难点,其所要求的表面粗糙度为1.6,且该孔的轴线与36mm 下端面的平行度为0.05,且该孔的轴线圆跳动公差为0.1需要选择适当的加工方法来达到此孔加工的技术要求。
4. 26φ的前后端面,粗糙度为12.5;前后端面倒ο451⨯的角,粗糙度为12.5;以及16φ的通孔,16φ的通孔同样也是本零件加工一个比较重要的部分,观察零件图就可以知道,16φ的孔要求的表面粗糙度和位置精度和18φ的通孔一样都是比较高的,16φ的通孔表面粗糙度为1.6,孔的轴线与36mm 的地面的平行度为0.05; 通过上面零件的分析可知,36mm 下端面和22φ上端面的表面粗糙度要求都不是很高,因此都不需要精加工来达到要求,而且这两个面也是整个加工工程中主要的定位基准面,因此可以粗加工或者半精加工出这两个面而达到精度要求,再以此作为基准采用专用夹具来对其他表面进行加工,并且能够更好的保证其他表面的位置精度要求。
气门摇臂轴支座的加工工艺过程卡片如下所示:01 铸造02 清砂03时效处理04选择上端面和φ28的侧面为基准,粗铣mm22φ下端面05选择下底面和φ28的侧面为基准,粗铣mm22φ上表面06选择下底面、φ28的侧面和宽度为22mm左侧面为基准,钻m m11φ的孔07 选择下底面、φ11的孔和宽度为22mm 的小平面为基准1.粗铣mm28φ外圆前端面2.粗铣mm28φ外圆后端面3.粗铣mm26φ外圆前端面4.粗铣mm26φ外圆后端面08 选择下底面、宽度22mm的左侧面为基准,其端面为辅助定位基准1.钻削18φ的孔2.钻削16φ的孔09选择上顶面和φ28的侧面为基准,半精铣22mmφ下端面10选择下底面、φ18的孔及其另一端面为基准1.半精铣铣28mmφ的前端面2.半精铣铣28mmφ的后端面11 选择下底面、φ11的孔及其端面为基准1.扩φ18的孔2.粗铰φ18的孔3.精铰φ18的孔。
12 选择下底面、Φ18的孔及Φ16的端面为基准1.扩φ16的孔2.粗铰φ16的孔3.精铰φ16的孔13 选择每个倒角面的另一侧面和下底面为基准1.对孔φ18和φ16的前侧面进行倒角2.对孔φ18和φ16的后侧面进行倒角14选择上顶面、φ18的孔及φ28的侧面为基准,钻3 的孔15 钳工去毛刺16 终检。
机械加工工艺过程卡片产品型号 1105 零件图号产品名称 柴油机 零件名称 气门摇臂轴轴支座共一页 第1页材料牌号 HT200毛坯种类锻件毛坯外形尺寸83×37×62每毛坯可制 1每件台数1备注工 序号 工序名称 工 序 内 容 车 间 工 段 设 备工艺装备工时准终 单件 1 铸造 铸造2 清砂,检验3 时效热处理HBS187-2004 粗铣 以36mm 下底面C 以及Φ28外端面G 或F 定位,粗铣Φ22上端面A机加 卧式铣床X61 专用夹具 5 粗铣 以粗铣后Φ22上端面A 以及Φ28外端面G 或F 定位,粗铣36mm 下底面C ,半精铣36mm 下底面C 机加 卧式铣床X61 专用夹具 6 钻 以加工后的36mm 下端面C ,36mm 底座左端面B 以及Φ28端面G或F 定位,钻Φ11通孔 机加 立式钻床z525 专用夹具 7半精铣 以加工后的Φ11内控表面H ,以加工后的36mm 下端面C 以及Φ28后端面G 定位,粗铣Φ28前端面F ,粗铣Φ26前端面I ,半精铣Φ28前端面F机加卧式铣床X61专用夹具8半精铣 以加工后的Φ11内孔表面H ,以加工后的36mm 下端面C 以及Φ28前端面定位F ,粗铣Φ26后端面J ,粗铣Φ28后端面G ,半精铣Φ28后端面G机加 卧式铣床X61 专用夹具9 钻 以加工后的Φ11内孔表面H ,以加工后的36mm 下端面C, Φ28端面G 或F 定位,钻→扩→粗铰→精铰Φ18通孔,并倒角机加 TX617卧式镗床 专用夹具 10钻以加工后的Φ11内孔表面H ,以加工后的下端面C ,Φ28端面G 或F 定位,钻→扩→粗铰→精铰Φ16通孔 机加TX617卧式镗床 专用夹具描 图 11 钻 以Φ22上端面A 偏10º以及Φ28端面G 或F 定位钻Φ3偏10º内孔 机加 立式钻床Z525 专用夹具12 钳工去毛刺,清洗 描 校 13终检沈阳职业技术学院设计(日期)审核(日期)标准化(日期)会签(日期)专业班级机械设计与制造姓名 名王笑雪学 号0901010417辽宁工程技术大学 曲轴机械加工工艺过程卡片产品型号 零件图号产品名称零件名称曲轴共 1 页 第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件5 粗车粗车曲轴左端面和外圆柱面C6132 游标卡尺、端面车刀、外圆车刀、三爪卡盘10 粗车粗车曲轴右端面和外圆柱面C6132 游标卡尺、三爪卡盘、端面车刀、外圆车刀15 半精车,精车以右端面为基准半精车、精车左端面和外圆柱C6132 游标卡尺、三爪卡盘、端面车刀、外圆车刀20 半精车,精车以左端面为基准半精车、精车左端面和外圆柱C6132 游标卡尺、三爪卡盘、端面车刀、外圆车刀25 粗车粗车曲轴中间部分大圆弧CA6140 游标卡尺、三爪卡盘、外圆车刀30 精车精车大圆弧R42 CA6140 游标卡尺、三爪卡盘、外圆车刀35 粗车粗车曲轴中间部分小圆弧C6132 游标卡尺、专用夹具、外圆车刀40 精车精车小圆弧φ30 C6132 游标卡尺、专用夹具、外圆车刀45 车倒角分别车曲轴两个端面的倒角C6132 三爪卡盘、普通车刀50 铣平面铣曲轴中间部分的两个平面X60 专用夹具55 加工键加工一个φ5的键Z4006A 专用夹具60 去毛刺65 终检设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期下面是赠送的范文,不需要的朋友可以下载后编辑删除2013党风建设心得体会范文按照上级的统一部署,我们认真组织开展了党风廉政建设教育活动。
气门摇臂轴支座的机械加工工序卡片————————————————————————————————作者:————————————————————————————————日期:气门摇臂轴支座加工工序卡片1郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号10产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1 页第1页车间材料牌号工序名工序内容铸造车间HT200铸造铸造毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给ﻫ次数工步工时(min)机动辅助1 铸造毛坯至毛坯图要求的尺寸游标卡尺23设计(日期) 审核ﻫ(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期气门摇臂轴支座加工工序卡片2郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号30 产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1页第1页车间材料牌号工序名工序内容热处理车间HT200 热处理热处理毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1铸造毛坯至毛坯图要求的尺寸游标卡尺23设计审核标准化会签ﻫ气门摇臂轴支座加工工序卡片3郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号40 产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1页第1页车间材料牌号工序名工序内容铣削车间HT200 铣削粗铣毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数铣床X52K立式铣床 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 以36mm下底面以及Ø28外圆端面定位,粗铣Ø22上端面X52K立式铣床,硬质合金端铣刀,游标卡尺255 65 2 3 1 0.0623 设计审核标准化会签气门摇臂轴支座加工工序卡片4郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号50 产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1页第1页车间材料牌号工序名工序内容铣削车间HT200 铣削粗铣,半精铣毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设备名称设备型号设备编号同时加工件数铣床X52K立式铣床 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给ﻫ次数工步工时(min)机动辅助1以粗铣后的Ø22上端面以及Ø28外圆端面定位,粗铣36mm下底面;X52K立式铣床,硬质合金端铣刀,游标卡尺258 64 2 3 1 0.092 以粗铣后的Ø22上端面以及Ø28外圆端面定位,半精铣36mm下底面495 123 2 1 1 0.093设计(日期) 审核(日期)标准化ﻫ(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期气门摇臂轴支座加工工序卡片5郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号60 产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1页第1页车间材料牌号工序名工序内容钻削车间HT200 钻削钻削加工毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数钻床Z525立式钻床 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给ﻫ次数工步工时(min)机动辅助1以加工后的36mm下端面,36mm底座左端面以及Ø28端面定位,钻Ø11的通孔Z525立式钻床, 111360470.1 10.362直柄麻花钻,游标卡尺,塞规3 设计ﻫ(日期)审核(日期)标准化(日期)会签ﻫ(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期气门摇臂轴支座加工工序卡片6郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号70产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1 页第1页车间材料牌号工序名工序内容铣削车间HT200 铣削粗铣,半精铣毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数铣床X52K立式铣床 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动工步工时(min)辅助1以加工后的Ø11内孔表面,半精铣后的36mm下端面以及Ø28前端面定位,粗铣Ø28后端面,X52K立式铣床,硬质合金端铣刀,游标卡尺255 64 2 2 1 0.082以加工后的Ø11内孔表面,半精铣后的36mm下端面以及Ø28前端面定位,粗铣Ø26后端面255 64 2 3 10.073 以加工后的Ø11内孔表面,半精铣后的36mm下端面以及Ø28前端面定位,半精铣Ø28后端面490 123 2 1 1 0.07标记处数更改文件号签字日期标记处数更改文件号签字日期设计ﻫ(日期)审核ﻫ(日期)标准化ﻫ(日期)会签ﻫ(日期)气门摇臂轴支座加工工序卡片7郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号80产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1 页第1页车间材料牌号工序名工序内容铣削车间HT200 铣削粗铣,半精铣毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数铣床X52K立式铣床 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动工步工时(min)辅助1以加工后的Ø11内孔表面定位,半精铣后的36mm下端面以及Ø28后端面定位,X52K立式铣床,硬质合金端铣刀,255 64 2 2 1 0.07粗铣Ø26前端面,粗铣Ø28前端面,半精铣Ø26前端面游标卡尺2以加工后的Ø11内孔表面,半精铣后的36mm下端面以及Ø28前端面定位,粗铣Ø28前端面255 64 2 2 1 0.083以加工后的Ø11内孔表面,半精铣后的36mm下端面以及Ø28前端面定位,半精铣Ø28前端面255 64 2 1 1 0.08标记处数更改文件号签字日期标记处数更改文件号签字日期设计ﻫ(日期)审核(日期)标准化ﻫ(日期)会签(日期)气门摇臂轴支座加工工序卡片8郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号90 产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共2页第1页车间材料牌号工序名工序内容钻削车间HT200钻削钻扩绞毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数镗床Tx611卧式镗床1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动工步工时(min)辅助1 以加工后的Ø11内孔表面,半精铣后的36mm下端面C,Ø28端面G或F定位,钻Ø17的通孔Tx611卧式镗床麻花钻、扩孔钻、机用铰刀Tx611卧式镗床,麻花钻、扩孔钻、机用铰刀,Ø20的钻咀1124 60 0.1 17 10.352扩Ø17的通孔至Ø17.851000 56 1 0.425 1 0.45 3 粗铰Ø17.85的通孔至17.941000 560.2 0.045 1 0.45 4 精铰Ø17.94通孔至Ø18H81000 70 0.2 0.03 1 0.455两端1X45°的倒角120060 0.1 1处数更改文件号签字日期标记处数更改文件号签字日期设计ﻫ(日期)审核ﻫ(日期)标准化(日期)会签ﻫ(日期)气门摇臂轴支座加工工序卡片9郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号100 产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共2页第1页车间材料牌号工序名工序内容钻削车间HT200 钻削钻扩绞毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数镗床Tx611卧式镗床1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动工步工时(min)辅助1 以加工后的Ø11内孔表面,以加工后的36mm下端面,Ø28端面定位, 钻Ø15的通孔的通孔,Tx611卧式镗床,麻花钻、扩孔钻、机用铰刀Tx611卧式镗床,麻花钻、扩孔钻、机用铰刀,Ø18的钻咀1000 470.1 15 10.262扩Ø15的通孔至Ø15.851000 490.10.425 1 0.243 粗铰Ø15.85的通孔至Ø15.951000 500.2 0.05 1 0.244 精铰Ø15.95通孔至Ø16H6 1000 50 0.2 0.025 1 0.125 两端1X45°的倒角1200 60 0.1 1处数更改文件号签字日期标记处数更改文件号签字日期设计ﻫ(日期)审核(日期)标准化ﻫ(日期)会签(日期)气门摇臂轴支座加工工序卡片10郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号110产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1 页第1页车间材料牌号工序名工序内容钻削车间HT200 钻削钻削毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数钻床Z525立式钻床 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给ﻫ次数工步工时(min)机动工步工时(min)辅助1 以Ø22上端面偏010以及Ø28端面定位,钻Ø3偏010的内孔Z525立式钻床,直柄麻花钻3,塞规,专用夹具136012.80.1 3 1 0.362 3标记处数更改文件号签字日期标记处数更改文件号签字日期设计ﻫ(日期)审核ﻫ(日期)标准化(日期)会签(日期)。
气门摇臂轴支座机械加工工艺过程卡片产品名称气门摇臂
轴支座
零件
名称
气门摇臂轴支
座
共1页
材料牌号HT200 铸铁
毛坯
种类
铸件毛坯尺寸
最大长度83mm,最大宽度
37mm,最大高度62mm
毛坯件数
5000
件
每台
件数
1件备注
中批
量
工序号工序
名称
工序内容车间
工
步
设备工艺装备
工时
准终单件
10 铸造铸造毛坯铸造车间 1 游标卡尺20 检验清砂,检验,去除不合格品铸造车间 1 游标卡尺
30 热处理
时效处理HBS187-220,,去除内应力热处理车
间
1 时效炉游标卡尺
40 铣削以36mm下底面C以及?28外圆端面G
或F定位,粗铣?22上端面A 铣床车间 1
X52K
立式铣
床
X52K立式铣床,硬质合金端铣刀,
游标卡尺
50 铣削以粗铣后的?22上端面A以及?28外
圆端面G或F定位,粗铣36mm下底
面C;半精铣36mm下底面C
铣床车间 2
X52K
立式铣
床
X52K立式铣床,硬质合金端铣刀,
游标卡尺
60 钻削以加工后的36mm下端面C,36mm底
座左端面B以及?28端面G或F定位,
钻?11的通孔
钻床车间 1
Z525立
式钻床
Z525立式钻床, 11直柄麻花钻,
游标卡尺,塞规
70 铣削以加工后的?11内孔表面,半精铣后
的36mm下端面C以及?28前端面G
定位,粗铣?28后端面F,粗铣?26
后端面I,半精铣?28后端面F
铣床车间 3
X52K
立式铣
床
X52K立式铣床,硬质合金端铣刀,
游标卡尺
气门摇臂轴支座机械加工工艺过程卡片
80
铣削 以加工后的?11内孔表面H 定位,半精铣后的36mm 下端面C 以及?28后
端面F 定位,粗铣?26前端面J ,粗铣?28前端面G ,半精铣?28前端面G 铣床车间
3
X52K 立式铣床
X52K 立式铣床,硬质合金端铣刀, 游标卡尺
90
钻扩绞 以加工后的?11内孔表面,半精铣后的36mm 下端面C ,?28端面G 或F
定位,钻→扩→粗铰→精铰027
.00
18+φ的通孔,并倒角;
钻床车间 4
T611卧式镗床 T611卧式镗床,麻花钻、扩孔钻、机用铰刀
102S
100 钻扩绞
以加工后的?11内孔表面G ,以加工后的36mm 下端面C ,?28端面G 或F
定位, 钻→扩→粗铰→精铰01
.00
16+φ的通孔,并倒角;
钻床车间 4
T611卧式镗床 T611卧式镗床,麻花钻、扩孔钻、机用铰刀
110 钻削
以?22上端面A 偏0
10以及?28端面G 或F 定位,钻?3偏0
10的内孔;
钻床车间 1 Z525立式钻床
Z525立式钻床,直柄麻花钻3φ,塞
规 120 去毛刺 钳工去毛刺,清洗 钳工车间
1 游标卡尺,锉刀 130
终检
检验产品是否符合加工要求
内径千分尺、游标卡尺、塞规
设计(日期):2013-6-20
审核(日期)
会签(日期)
标记
处数 更改文件
签字 日期 标记 处数 更改文件号
签字 日期。