轴的机械加工工序卡片96665
- 格式:doc
- 大小:326.00 KB
- 文档页数:8
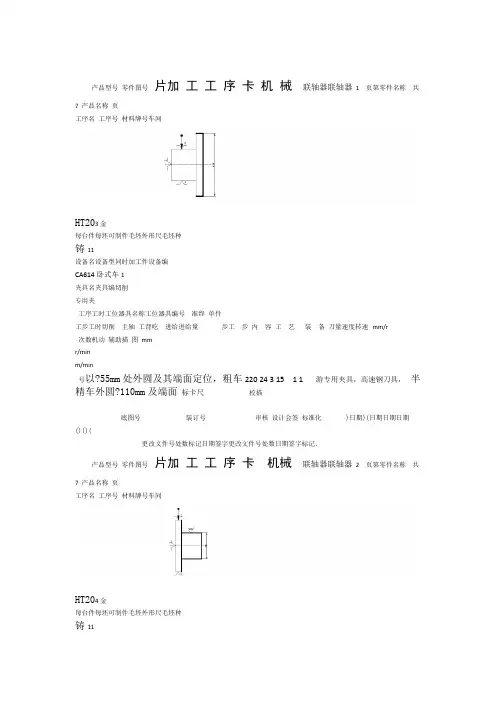
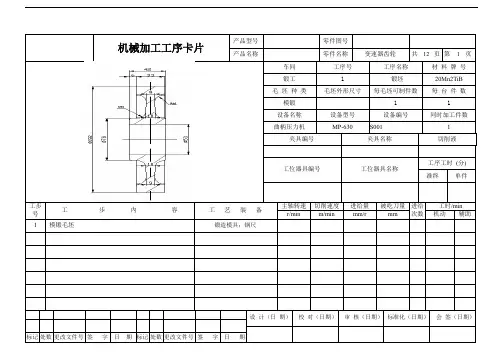
产品型号零件图号片加工工序卡机械联轴器联轴器1 页第零件名称共7 产品名称页工序名工序号材料牌号车间HT203金每台件每坯可制件毛坯外形尺毛坯种铸11设备名设备型同时加工件设备编CA614卧式车1夹具名夹具编切削专用夹工序工时工位器具名称工位器具编号准终单件工步工时切削主轴工背吃进给进给量步工步内容工艺装备刀量速度转速mm/r次数机动辅助描图mmr/minm/min号以?55mm处外圆及其端面定位,粗车220 24 3 15 1 1 游专用夹具,高速钢刀具,半精车外圆?110mm及端面标卡尺校描底图号装订号审核设计会签标准化)日期)(日期日期日期()()(更改文件号处数标记日期签字更改文件号处数日期签字标记.产品型号零件图号片加工工序卡机械联轴器联轴器2 页第零件名称共7 产品名称页工序名工序号材料牌号车间HT204金每台件每坯可制件毛坯外形尺毛坯种铸11设备名设备型同时加工件设备编CA614卧式车1夹具名切削夹具编专用夹工序工时工位器具名称工位器具编号准终单件切削工步工时主轴工背吃进给进给量备刀量速度转速艺工步步内容工装mm/r次数机动图描辅助mmm/minr/min号1 220 24 3 15 1 游外圆及其端面定位,粗以加工过的?110mm专用夹具,高速钢刀具,标卡尺,倒角?55mm车另一端面,粗车外圆校描底图号装订号审核设计标准化会签)日期(日期())(日期日期()更改文件号标记日期签字日期更改文件号处数签字标记处数产品型号零件图号片加工工序卡机械联轴器联轴器3 页第零件名称共7 产品名称页工序名工序号材料牌号车间HT205金每台件每坯可制件毛坯外形尺毛坯种铸11设备名设备型同时加工件设备编CA614卧式车1夹具名切削夹具编专用夹工序工时工位器具名称工位器具编号准终单件切削工步工时主轴工背吃进给进给量备刀量速度转速艺工步步内容工装mm/r次数机动图描辅助mmm/minr/min号1 220 24 3 15 1 游外圆及其端面定位以加工过的?55mm,粗镗专用夹具,高速钢刀具,标卡尺内孔?35mm校描底图号装订号审核设计会签标准化)日期)(日期日期日期()()(更改文件号处数标记日期签字更改文件号处数日期签字标记.产品型号零件图号片加工工序卡机械联轴器联轴器4 页第零件名称共7 产品名称页工序名工序号材料牌号车间HT206金每台件每坯可制件毛坯外形尺毛坯种铸11设备名设备型设备编同时加工件CA614卧式车1夹具编夹具名切削专用夹具工序工时工位器具编号工位器具名称单件准终切削工步工时主轴工背吃进给进给量备刀量速度转速内工步步容工艺装mm/r次数机动描图辅助mmm/minr/min号1 350 35.6 1 5 1 游标卡尺专用夹具,内镗刀,外圆及其端面定位,精镗?35mm55mm以?孔校描底图号装订号审核设计会签标准化)日期)(日期日期日期()()(更改文件号处数标记日期签字更改文件号处数日期签字标记.产品型号零件图号片加工工序卡机械联轴器联轴器5 页第零件名称共7 产品名称页工序工序材料牌车HT207金每台件每坯可制件毛坯外形尺毛坯种铸11设备名设备型同时加工件设备编X52铣1夹具名切削夹具编专用夹工序工时工位器具名称工位器具编号准终单件工切削背吃主轴工步工时进给进给量步转速备刀量速度容内工艺装工步mm/r次数机动图辅助描mmm/minr/min号1 220 24 3 15 1 游标卡尺专用夹具,半精铣键插刀,?55mm外圆及端面定位,粗铣、以槽校描底图号装订号审核设计会签标准化)日期)(日期日期日期()()(更改文件号处数标记日期签字更改文件号处数日期签字标记.产品型号零件图号片加工工序卡机械联轴器联轴器6 页第零件名称共7 产品名称页工序工序材料牌车HT208金每台件毛坯外形尺每坯可制件毛坯种铸11设备名设备编设备型同时加工件钻Z521夹具编夹具名切削专用夹工序工工位器具编工位器具名单准工主轴背吃工步工时切削进给量进给转速备工艺装速度刀量步工步内容mm/r次数机动辅助描图r/minmmm/min号1 285 19.9 1 1.5 1 游标卡尺专用夹具,11mm钻头,一共要加工4个?孔端面定位,以?30mm孔校描底图号装订号审核设计会签标准化)日期)(日期日期日期()()(更改文件号处数标记日期签字更改文件号处数日期签字标记.产品型号零件图号片加工工序卡机械联轴器联轴器7 页零件名称第共7 产品名称页工序名工序号材料牌号车间HT209金钻孔攻每台件毛坯外形尺毛坯种每坯可制件铸11设备名设备编设备型同时加工件钻Z521夹具名切削夹具编专用夹工序工时工位器具名称工位器具编号准终单件背吃工步工时主轴工切削进给量进给刀量备速度转速内工步步容工艺装mm/r次数机动描辅助图mmr/minm/min号285 19.9 1 1.5 1 1 专用夹具,钻头,丝锥,游M8钻孔攻丝标卡尺校描底图号装订号审核设计会签标准化)日期)(日期日期日期()()(更改文件号处数标记日期签字更改文件号处数日期签字标记.。
机械行业加工工序卡片1. 引言机械行业加工工序卡片是一种记录和管理机械加工过程的工具。
它包含了加工工序的详细信息,如工序名称、工序步骤、所需工具、操作要点等。
通过使用工序卡片,企业可以提高生产效率,减少错误和浪费,并确保产品质量符合要求。
本文将介绍机械行业加工工序卡片的基本内容和使用方法。
2. 工序卡片内容机械行业加工工序卡片通常包含以下内容:2.1 工序名称工序名称是工序卡片的标题,用于简洁地描述加工过程的内容。
它应准确地反映工序的目的和要求。
2.2 工序步骤工序步骤是按照加工顺序列出的操作指导,其中包括独立的加工步骤、所需材料和工具,以及每个步骤的关键要点。
每个步骤都应清晰、简洁地描述操作过程,以便操作人员能够明确了解工作流程。
2.3 所需工具所需工具是指完成工序所必须的设备、机器和工具。
在工序卡片中列出所需工具的名称和数量,以便操作人员在准备工作前能够确保所有所需工具都齐备。
2.4 操作要点操作要点是指在执行工序时需要特别注意的关键要点。
它可以包括注意事项、安全要求、关键参数的设置等。
操作要点应清晰明确,以确保操作人员能够正确地执行工序。
3. 工序卡片的应用机械行业加工工序卡片的应用可分为以下几个方面:3.1 生产计划编制在编制生产计划时,可以参考工序卡片中的工序步骤和所需工具,从而根据工序的先后顺序安排生产任务,合理利用设备和人力资源。
3.2 操作指导工序卡片作为一种操作指导工具,可以帮助操作人员正确执行工序。
通过对照工序卡片,操作人员可以了解每个步骤的具体要求,遵循操作要点,从而提高工作效率和减少错误。
3.3 质量控制工序卡片中的操作要点部分通常包含关键参数的设置和注意事项,这对于确保产品质量至关重要。
操作人员可以根据工序卡片中的指导逐步完成工作,并监控关键参数,以确保产品符合质量标准。
3.4 过程改进通过实际操作和反馈,结合工序卡片中的信息,可以不断改进工序流程和操作方法。
工序卡片可以记录操作人员的建议和改进意见,并进行持续优化,提高生产效率和产品质量。
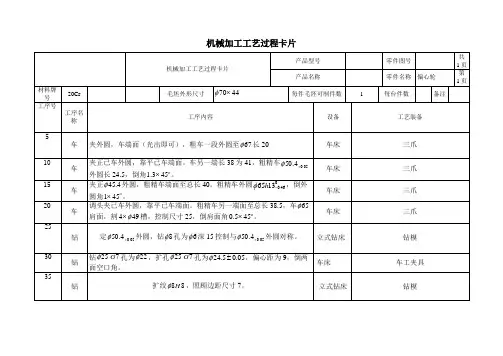
轴类零件工艺工序卡片资料机械加工工艺卡片零件名称:二代变右半轴学生:指导教师:材料牌号:圆钢毛坯种类:Φ48x573mm产品型号:产品名称:二代变右半轴车间工段:未说明零件图号:04-02-01-17每毛坯可制件数:1设备编号:未说明备注:共7页工序号:1工序内容:车端面,钻中心孔;调头,车另一端面,钻中心孔工艺装备:普通车床、三爪卡盘、车床钻头、顶尖、90°偏刀工时/s:207.63工序号:2工序内容:粗车直径为φ43φ、φ37、φ30、外圆柱面;调头,粗车另一端面直径为φ40、φ35、φ30机加工外圆柱面;倒角工艺装备:C620-1通用夹具工时/s:114.34工序号:3工序内容:半精车直径为φ30、φ37外圆柱面,倒角;调头,半精车另一端面直径为φ30、φ35、φ40外圆柱面。
工艺装备:C620-1通用夹具工时/s:71.15工序号:4工序内容:粗磨直径为φ30、φ35、φ40外圆柱面;调头,磨削另一端面直径为φ30、φ37外圆柱面工艺装备:M115A通用夹具工时/s:114.34工序号:5工序内容:精磨直径为φ30、φ35、φ40外圆柱面;调头,精磨另一端面直径为φ30、φ37外圆柱面工艺装备:M115A通用夹具工时/s:68.56工序号:6工序内容:在φ35、φ37、φ40外圆柱面上铣键槽工艺装备:X53T专用夹具工时/s:41工序号:7工序内容:去毛刺,检验工艺装备:未说明工时/s:未说明工序卡片的格式已经规范,但是有些信息不完整,需要补充。
对于每个工序的内容,可以更加详细地描述一下,比如粗加工的直径范围、半精车的倒角大小等等。
同时,可以加上一些工艺参数,比如切削速度、切削深度等等,以便更好地控制加工质量。
机械加工工序卡片产品型号:机械加工工序卡片产品名称:未知零件图号:未知零件名称:未知车间:未知车床:普通车床毛坯种类:圆钢设备名称:普通车床夹具编号:未知工位器具编号:未知工序号:2毛坯外型尺寸:Φ35x160mm 设备型号:C620-1夹具名称:三抓卡盘工位器具名称:未知切削深度:2.5mm准终进给次数:1次每毛坯可制件数:1件设备编号:第2页材料牌号:未知每台件数:1件同时加工件数:1件切削液:未知工序工时:未知工步号:1工步内容:粗车φ43外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:90s工步号:2工步内容:粗车φ37外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:21.7s工步号:3工步内容:粗车φ30外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:22.7s工步号:4工步内容:调头,粗车φ40外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:36.3s工步号:5工步内容:粗车φ35外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:30s工步号:6工步内容:粗车φ30外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:7.14s工步号:7工步内容:倒角工艺装备:三爪卡盘、顶尖、45°偏刀机动辅动:未知工序号:3毛坯外型尺寸:Φ48x573mm 设备型号:C620-1工序名称:半精加工每毛坯可制件数:1件设备编号:第3页材料牌号:未知每台件数:1件同时加工件数:1件切削液:未知工序工时:未知工步号:1工步内容:未知工艺装备:未知机动辅动:未知工步号:2工步内容:未知工艺装备:未知机动辅动:未知工步号:3工步内容:未知工艺装备:未知机动辅动:未知工步号:4工步内容:未知工艺装备:未知机动辅动:未知工步内容:1.半精车φ37外圆面2.半精车φ30外圆面3.调头,半精车φ40外圆面4.半精车φ35外圆面5.半精车φ30外圆面工艺装备:三爪卡盘、顶尖、90°偏刀工步工时/s:1.172.18.253.36.34.24.55.18.25工序号:04-02-01-17工序名:半精车外圆设备名称:车床毛坯种类:圆钢设备型号:X53T材料牌号:无每台件数:1同时加工件数:1切削液:有工步工时:机动夹具名称:三爪卡盘工位器具名称:顶尖、90°偏刀走刀长度:无主轴转速:2-4m/min进给量:0.0111-0.0152mm/s准终进给次数:1毛坯外型尺寸:Φ48x573mm 工步号:1.粗磨φ30外圆面2.粗磨φ35外圆面3.调头,粗磨φ40外圆面4.粗磨φ30外圆面5.粗磨φ37外圆面工艺装备:平形砂轮工步工时:辅动夹具名称:无工位器具名称:无进给量:15mm/s材料牌号:无每台件数:1同时加工件数:1切削液:有工序工时:单件工序号:04-02-01-17 工序名:粗磨加工设备名称:立式铣床毛坯种类:圆钢设备型号:X53T走刀长度:无主轴转速:2-4m/min准终进给次数:1毛坯外型尺寸:Φ48x573mm 工步号:1.精磨φ30外圆面2.精磨φ35外圆面3.调头,精磨φ40外圆面4.精磨φ30外圆面5.精磨φ37外圆面工艺装备:平形砂轮工步工时:辅动夹具名称:无工位器具名称:无进给量:15mm/s材料牌号:无每台件数:1同时加工件数:1切削液:有工序工时:单件工序号:04-02-01-17工序名:精磨加工设备名称:立式铣床毛坯种类:圆钢设备型号:X53T走刀长度:无主轴转速:2-4m/min准终进给次数:1毛坯外型尺寸:Φ48x573mm 小幅度改写:1.对于半精车外圆的五个工步,使用了三爪卡盘、顶尖和90°偏刀作为工艺装备,工步工时分别为17、18.25、36.3、24.5和18.25秒。
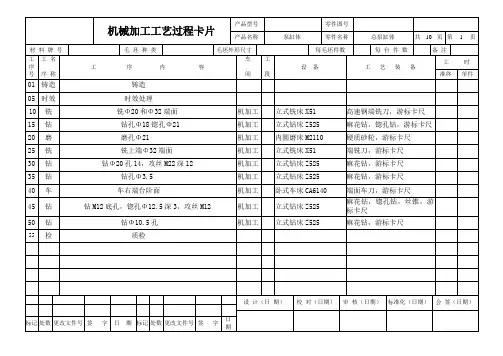
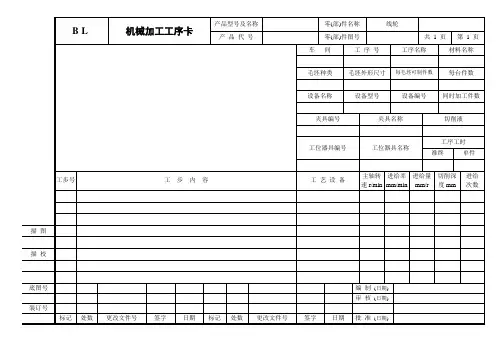
机械加工工序卡片产品型号零(部)件图号共页产品名称零(部)件名称第页车间工序号工序名称材料牌号45钢毛坯种类毛坯外形尺寸每毛坯件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm 进给次数工步工时机动辅助排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期XXXX公司机械加工工序卡片产品型号零(部)件图号共页产品名称减速箱零(部)件名称输出轴第页车间工序号工序名称材料牌号4 钳工45钢毛坯种类毛坯外形尺寸每毛坯件数每台件数设备名称设备型号设备编号同时加工件数钳工台夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 钳修研两端中心孔麻花钻、游标卡尺排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期XXXX公司机械加工工序卡片产品型号零(部)件图号共页产品名称减速箱零(部)件名称输出轴第页车间工序号工序名称材料牌号5 半精车45钢毛坯种类毛坯外形尺寸每毛坯件数每台件数设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 半精车半精车A 45度刀、游标卡尺止规500 90 0.45 0.752 半精车半精车B、C 45度刀、游标卡尺止规500 90 0.45 0.75排图 3 半精车半精车D、E、F 45度刀、游标卡尺止规500 90 0.45 0.754 半精车轴肩端面G、H、J 45度刀、游标卡尺止规500 80 0.5 0.5排校 5 半精车锥面60度刀、游标卡尺止规500 80 0.5 0.5底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期XXXX公司机械加工工序卡片产品型号零(部)件图号共页产品名称减速箱零(部)件名称输出轴第页车间工序号工序名称材料牌号6 车越程槽45钢毛坯种类毛坯外形尺寸每毛坯件数每台件数设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件切断刀工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 车越程槽在外圆表面A最右端车出20.5mm的越程槽切断刀、游标卡尺排图排校底图号装订号编制日期审核日期会签日期XXXX公司机械加工工序卡片产品型号零(部)件图号共页产品名称减速箱零(部)件名称输出轴第页车间工序号工序名称材料牌号7 精车45钢毛坯种类毛坯外形尺寸每毛坯件数每台件数设备名称设备型号设备编号同时加工件数卧式车床CA6140夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 精车精车外圆表面C 60度刀、游标卡尺止规900 120 0.1 0.252 精车精车外圆表面F 60度刀、游标卡尺止规1200 120 0.1 0.25排图 3 精车轴肩端面G、45°倒角两个45度刀、游标卡尺止规排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期XXXX公司机械加工工序卡片产品名称减速箱零(部)件名称输出轴第页车间工序号工序名称材料牌号8 攻螺纹45钢毛坯种类毛坯外形尺寸每毛坯件数每台件数设备名称设备型号设备编号同时加工件数台式钻床Z512夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 攻螺纹先钻光孔,攻右端两内螺纹孔M6深10,相对小中心线对称距离为18mm 麻花钻、螺杆丝锥1000 20 0.5 0.2排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期XXXX公司机械加工工序卡片产品名称减速箱零(部)件名称输出轴第页车间工序号工序名称材料牌号9 磨削45钢毛坯种类毛坯外形尺寸每毛坯件数每台件数设备名称设备型号设备编号同时加工件数万能外圆磨M1432A夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 磨削磨外圆A 砂轮、游标卡尺、卡规900 98 0.2 0.152 磨削磨外圆D 砂轮、游标卡尺、卡规900 98 0.2 0.15排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期XXXX公司机械加工工序卡片产品名称减速箱零(部)件名称输出轴第页车间工序号工序名称材料牌号10 钳45钢毛坯种类毛坯外形尺寸每毛坯件数每台件数设备名称设备型号设备编号同时加工件数钳工台夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 钳划键槽加工线游标卡尺、钢尺排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期XXXX公司机械加工工序卡片产品型号零(部)件图号共页产品名称减速箱零(部)件名称输出轴第页车间工序号工序名称材料牌号11 铣45钢毛坯种类毛坯外形尺寸每毛坯件数每台件数设备名称设备型号设备编号同时加工件数铣床XA6132夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量背吃刀量mm进给次数工步工时机动辅助1 粗铣12P9 平口虎钳装夹工件,铣出键槽键槽铣刀、卡规深度游标卡尺190 59.69 118m m/min0.32 粗铣8P6 同样的方法铣键槽键槽铣刀190 59.69 118m m/min0.3排图 3 精铣12P9 同样的方法,但将键槽底面铣至满足表面粗糙度Ra1.6键槽铣刀190 59.69 315m m/min0.2排校底图号装订号编制日期审核日期会签日期XXXX公司机械加工工序卡片产品型号零(部)件图号共页产品名称减速箱零(部)件名称输出轴第页车间工序号工序名称材料牌号12 钳45钢毛坯种类毛坯外形尺寸每毛坯件数每台件数设备名称设备型号设备编号同时加工件数钳工台夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 钳去毛刺平锉、游标卡尺、卡规排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期XXXX公司机械加工工序卡片产品型号零(部)件图号共页产品名称减速箱零(部)件名称输出轴第页车间工序号工序名称材料牌号15 终检45钢毛坯种类毛坯外形尺寸每毛坯件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 终检终检零件尺寸游标卡尺、塞规排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期。
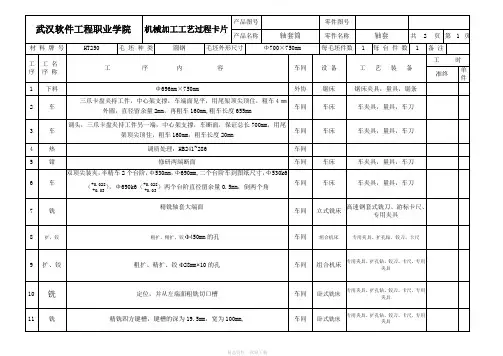
机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 1 页车间工序号工序名材料牌号金工 3 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm处外圆及其端面定位,粗车半精车外圆Ø110mm及端面专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 2 页车间工序号工序名材料牌号金工 4 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø110mm外圆及其端面定位,粗车另一端面,粗车外圆Ø55mm,倒角专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 3 页车间工序号工序名材料牌号金工 5 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø55mm外圆及其端面定位,粗镗Ø35mm内孔专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 4 页车间工序号工序名材料牌号金工 6 镗HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及其端面定位,精镗Ø35mm内孔专用夹具,镗刀,游标卡尺350 35.6 1 5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 5 页车间工序号工序名材料牌号金工7 铣HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数铣床X52K 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及端面定位,粗铣、半精铣键槽专用夹具,插刀,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 6 页车间工序号工序名材料牌号金工8 钻HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø30mm孔端面定位,一共要加工4个Ø11mm孔专用夹具,钻头,游标卡尺285 19。
机械加工工序卡片产品型号零件图号
产品名称零件名称第二轴共6页第 1 页
车间工序号工序名称材料牌号
金工 2 车HT150
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸件 1 1
设备名称设备型号设备编号同时加工件数
锯床V6-G4025带锯床 1
夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步内容工艺装备主轴转速切削速度
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 保持总长412±1.5mm 钢尺350 3 0.5 50 1 1 56
机械加工工序卡片产品型号车床零件图号
产品名称零件名称第二轴共6页第 2 页
车间工序号工序名称材料牌号
金工 2 车40CR
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸件 1 1
设备名称设备型号设备编号同时加工件数
专机铣钻专机 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称工序工时(分) 准终单件
工步内容工艺装备主轴转速切削速度
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1
同时铣两端面、钻两端中心孔(外圆柱定位),
保证总长407
专用量具400 8 1.3 2 1 1 0.8
机械加工工序卡片产品型号零件图号
产品名称零件名称第二轴共6页第 3 页
车间工序号工序名称材料牌号
金工 2 车40CR
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸件 1 1
设备名称设备型号设备编号同时加工件数
车床CK6140 1
夹具编号夹具名称切削液
通用三爪卡盘
工位器具编号工位器具名称工序工时(分) 准终单件
工步内容工艺装备主轴转速切削速度
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 钳工划线划针, 游标高度尺
2 车∅45.5外圆, 达尺寸要求, 车∅37.6外圆, 车退刀
槽, 车∅37.5外圆, 留0.5mm余量, 车∅34.5外圆, 留
0.5mm余量, 车∅34.5外圆, 留0.5mm余量, 车∅30.5
外圆, 留0.5mm余量, 车∅30.49,∅26.5,∅26,∅16 留
0.5mm余量.
游标卡尺 0-125(0.02)500 13.35 0.35 2 1 0.13 0.76
3 调头车.车退刀槽,车∅37.5外圆, 车∅34.5外圆, 车∅
27外圆留0.5mm余量
游标卡尺 0-125(0.02) 500 13.35 0.35 2 1 0.13
0.32
机械加工工序卡片产品型号零件图号
产品名称零件名称共6页第 4 页
车间工序号工序名称材料牌号
金工 2 车40CR
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸件 1 1
设备名称设备型号设备编号同时加工件数
车床CK6140 1
夹具编号夹具名称切削液
通用三爪卡盘
工位器具编号工位器具名称工序工时(分) 准终单件
工步内容工艺装备主轴转速切削速度
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 钳工划线划针, 游标高度尺
2 车∅37.6外圆, 车∅37.5外圆, 留0.1mm磨量, 车∅
34.5外圆, 留0.1mm磨量, 车∅34.5外圆, 留0.1mm
磨量, 车∅30.5外圆, 留0.1mm磨量, 车∅30.49,留
0.1mm磨量∅26.5,∅26,∅16达图示要求
游标卡尺 0-125(0.02)650 15.5 3 0.2 1 0.3 0.15
3 调头车.车退刀槽,车∅37.5外圆, 车∅34.5外圆, 车∅
27外圆留0.1mm磨量
游标卡尺 0-125(0.02) 650 15.5 3 0.2 1 0.3 0.09
机械加工工序卡片产品型号零件图号
产品名称零件名称第二轴共6页第 5 页
车间工序号工序名称材料牌号
金工 5 铣40Cr
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸件 1 1
设备名称设备型号设备编号同时加工件数
铣床X52K 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称工序工时(分) 准终单件
工步内容工艺装备主轴转速切削速度
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 粗铣留0.5mm余量游标卡尺 0-125(0.02)360 6 0.3 3 1 0.55 0.7
2 精铣达图示要求游标卡尺 0-125(0.02)720 12 0.2 0.5 1 0.55 0.3
机械加工工序卡片产品型号车床零件图号
产品名称零件名称第二轴共6页第 6 页
车间工序号工序名称材料牌号
金工 2 车40CR
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸件 1 1
设备名称设备型号设备编号同时加工件数
磨床M1420 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称工序工时(分) 准终单件
工步内容工艺装备主轴转速切削速度
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 磨∅37.6外圆, 磨∅37.5外圆,磨∅34.5外圆磨∅34.5外
圆, 磨∅30.5外圆,磨∅30.49达图示尺寸公差达及表面
粗糙度要求.
专用量具, 螺旋测微器900 20 0.150 0.1 1 1.2 0.9
2 磨∅37.5外圆, 磨∅34.5外圆, 磨∅27外圆留0.1mm磨
量达图示尺寸公差达及表面粗糙度要求.
专用量具, 螺旋测微器900 20 0.150 0.1 1 1.2 0.5。