机械加工工艺卡片实例
- 格式:pdf
- 大小:511.21 KB
- 文档页数:11
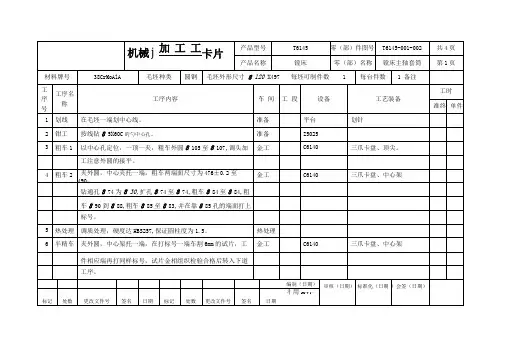
编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号笠名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工9 粗磨1 38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢中 120 X497 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液锥套心轴工位器具编号工位器具名称工序工时准终单件顶尖工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗磨外圆①至①,R a1.25。
76 2425.20 24 0.2 1编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工10 铳38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢(P120 X497 1 1设备名称设备型号设备编号同时加工件数铳床X5030 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗铳齿条800 40.19 0.4 5.5 12 精铳齿条1600 80.38 0.4 1.2 1标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒工步号1 粗磨①至①,带磨槽内肩面,磨60。
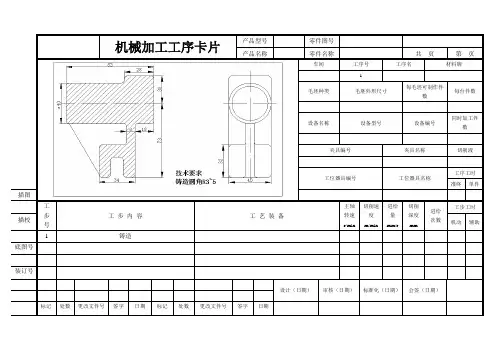
机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌1毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铸造底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌2毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌3毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌4毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 以Φ40外圆柱面为粗基准粗车端面A底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌5毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌6毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌7毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌8毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌9毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铣槽18底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌10毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 去毛刺底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌11毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 清洗底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌12毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 终检底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)。
机械加工工艺过程卡片
九江学院
机械加工工艺过程卡片
部件图号共页机械与资料工程学院部件名称第页
资料牌号毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数
工序号工序内容车间工段设施工艺装备
工时
准终单件
机械加工工序卡片
九江学院
机械加工工序卡片
机械与资料工程学院
(工序简图)
工步
工步内容工艺装备号
部件图号共页部件名称第页车间工序号工序名称资料牌号
毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数设施名称设施型号设施编号同时加工件数夹具编号夹具名称切削液
工位用具编号工位用具名称工序工时
准终单件
主轴转速切削速度进给量(/ mm背吃刀量走刀
/( r/ min )/( m/ min )/ r)/mm
工时定额
次数
基本协助。
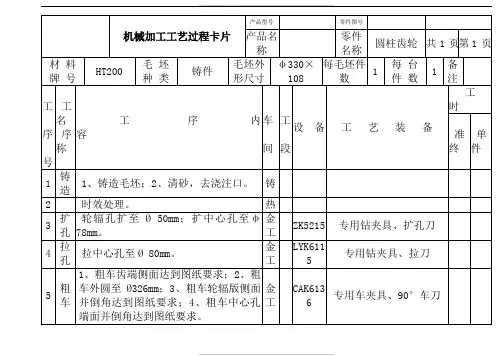

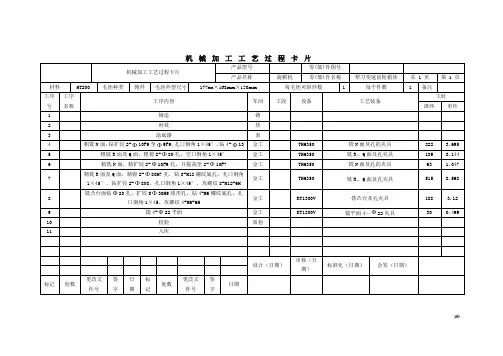
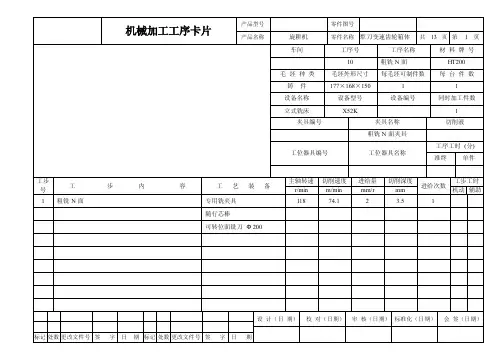
机械加工工艺过程卡片机械加工工艺过程卡片产品型号零(部)件图号产品名称旋耕机零(部)件名称犁刀变速齿轮箱体共 1 页第 1 页材料HT200 毛坯种类铸件毛坯外型尺寸177mm×168mm×150mm每毛坯可制件数 1 每个件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 铸造铸2 时效热3 涂底漆表4 粗铣N面,钻扩铰2-Φ10F9至Φ9F9,孔口倒角1×45°,钻4-Φ13 金工TH6350 铣N面及孔的夹具222 3.6955 粗铣R面及Q面,粗镗2-Φ80孔,空口倒角1×45°金工TH6350 铣R、Q面及孔夹具189 3.1446 精铣N面,精扩铰2-Φ10F9孔,并提高至2-Φ10F7 金工TH6350 铣N面及孔的夹具63 1.0477 精铣R面及Q面,精镗2-Φ80H7孔,钻8-M12螺纹底孔,孔口倒角1×45°,钻扩铰2-Φ8N8,孔口倒角1×45°,攻螺纹8-M12-6H金工TH6350 铣R、Q面及孔夹具515 8.5688 铣凸台面钻Φ20孔,扩铰SΦ30H9球形孔,钻4-M6螺纹底孔,孔口倒角1×45,攻螺纹4-M6-6H金工KT1300V 铣凸台及孔夹具188 3.129 锪4-Φ22平面金工KT1300V 锪平面4—Φ22夹具30 0.49910 检验质检11 入库设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期40机械加工工序卡片机械加工工序卡片产品型号零(部)件图号 1产品名称旋耕机零(部)件名称犁刀变速齿轮箱体共 6 页第 1 页车间工序号工序名称材料金工 4粗铣N面以及钻扩铰其上的孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件177×168×150 1 1设备名称设备型号设备编号同时加工件数卧式加工中心TH6350 10 1夹具编号夹具名称切削液1 铣N面及孔的夹具乳化液工位器具编号工位器具名称工序工时准终单件1 运转小车222 3.695工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣N面160mm的可转位三面刃铣刀150 75.36 0.2 3.5 1 0.64 0.222 钻2-Φ10F9至Φ8.8H9 Φ8.8mm扩孔钻1000 22 0.3 3.5 1 0.1 0.373 扩2-Φ10F9至Φ9F9 Φ9F9孔铰刀400 11 0.3 0.9 1 0.22 0.334 铰2-Φ10F9至Φ9F9,孔口倒角1×45°Φ9F9孔铰刀600 16.9 0.3 0.1 1 0.14 0.635 钻4-Φ13 Φ13锥柄麻花钻600 24.40 0.4 6.5 1 0.44 0.605设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期41机械加工工序卡片机械加工工序卡片产品型号零(部)件图号 2产品名称旋耕机零(部)件名称犁刀变速齿轮箱体共 6 页第 2 页车间工序号工序名称材料金工 5粗铣R、Q面以及粗镗2-φ80的孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件177×168×150 1 1设备名称设备型号设备编号同时加工件数卧式加工中TH6350 10 1夹具编号夹具名称切削液2 铣R、Q面及孔夹具乳化液工位器具编号工位器具名称工序工时准终单件1 运转小车189 3.144工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣R面及Q面Φ160mmC类可转位面铣刀118 59.283 0.23 1 1.2 0.242 粗镗2-Φ80孔,空口倒角1×45°镗通孔镗刀2.25mm 96 24 0.2 2.75 1 1.42 0.28设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件签字日期42机械加工工序卡片机械加工工序卡片产品型号零(部)件图号 3产品名称联轴器零(部)件名称犁刀变速齿轮箱体共 6 页第 3 页车间工序号工序名称材料金工 6精铣N面及其表面的孔HT200毛坯种类毛坯尺寸大小每毛坯可制件数每台件数铸件177×168×150 1 1设备名称设备型号设备编号同时加工件数卧式加工中心TH6350 10 1夹具编号夹具名称切削液1 铣N面及孔的夹具乳化液工位器具编号工位器具名称工序工时准终单件1 运转小车63 1.047工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 精铣N面Φ200可转位面铣刀300 120 0.5 1.5 1 0.107 0.222 精扩2-Φ10F9孔,并提高至2-Φ10F7 Φ10扩孔钻400 11 0.3 0.9 1 0.25 0.053 精铰2-Φ10F9孔,并提高至2-Φ10F7 Φ10F7孔铰刀200 6.28 0.1 0.1 1 0.3 0.12设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期43机械加工工序卡片机械加工工序卡片产品型号零(部)件图号 4产品名称联轴器零(部)件名称犁刀变速齿轮箱体共 6 页第 4 页车间工序号工序名称材料金工7精铣R、Q面和精镗2-φ80的孔以及孔外表面的孔HT200毛坯种类毛坯尺寸大小每毛坯可制件数每台件数铸件177×168×150 1 1设备名称设备型号设备编号同时加工件数卧式加工中心TH6350 10 1夹具编号夹具名称切削液2 铣R、Q面及孔夹具乳化液工位器具编号工位器具名称工序工时准终单件1 运转小车515 8.568工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 精铣R面及Q面专用铣夹具300 111.1 0.5 4 1 0.6 0.122 精镗2-Φ80H7孔Φ160mmC类可转位面铣刀287 72 0.12 0.25 1 1.74 0.3483 钻8-M12螺纹底孔,孔口倒角1×45°专用钻夹具630 20 0.3 5.1 1 0.8 0.164 钻2-Φ8N8 Φ8麻花钻1010 22.2 0.3 3.5 1 1.33 0.2665 扩2-Φ8N8 Φ8扩孔钻450 11.1 0.3 0.45 1 0.9 0.186 铰2-Φ8N8,孔口倒角1×45°Φ8铰孔刀620 15.6 0.3 0.05 1 0.8 0.167 攻螺纹8-M12-6H Φ12丝锥125 4.7 1.75 1 0.72 0.144设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期44机械加工工序卡片机械加工工序卡片产品型号零(部)件图号 5产品名称旋耕机零(部)件名称犁刀变速齿轮箱体共 6 页第 5 页车间工序号工序名称材料金工9 凸台面及孔钻,攻螺纹HT200毛坯种类毛坯尺寸大小每毛坯可制件数每台件数铸件177×168×150 1 1设备名称设备型号设备编号同时加工件数立式加工中心KT1300V 20 1夹具编号夹具名称切削液3 铣凸台及孔夹具乳化液工位器具编号工位器具名称工序工时准终单件1 运转小车188 3.12工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 铣凸台面Φ63莫氏锥柄铣刀440 25.12 0.32 1 0.22 0.0442 扩SΦ30H9球形孔至SΦ29.4H10Φ29.4球形扩孔钻135 12.56 1.1 4.7 1 0.15 0.333 铰SΦ30H9球形孔Φ30H9球形铰孔刀125 11.78 1.5 0.3 1 0.48 0.964 钻4-M6螺纹底孔,孔口倒角1×45 Φ6锥柄麻花钻1800 33.9 0.13 1 0.228 0.0465 攻螺纹Φ6丝锥500 1.9 1 1 0.528 0.156设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期45机械加工工序卡片机械加工工序卡片产品型号零(部)件图号 6产品名称旋耕机零(部)件名称犁刀变速齿轮箱体共 6 页第 6 页车间工序号工序名称材料金工10 锪4-φ22平面HT200毛坯种类毛坯尺寸大小每毛坯可制件数每台件数铸件177×168×150 1 1设备名称设备型号设备编号同时加工件数立式加工中心KT1300V20 1夹具编号夹具名称切削液4 锪平面4—Φ22夹具乳化液工位器具编号工位器具名称工序工时准终单件1 运转小车30 0.499工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 锪4-Φ22平面Φ22可换导柱平底锪孔钻260 18 0.12 4.5 1 0.416 0.083设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期4647。
产品名称输出轴零件名称 输出轴 共 1页第 1 页产品型号 零件图号湖北工业大学机械加工工艺过程卡片机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第 9页车间工序号工序名称材料牌号12钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称〒止 工步号 主轴转速 切削速度 进给量 切削深度进给次数工步工时minr/min m/min mm/r mm装夹 机动 辅助钻孔2—①8 Z550 1945 36. 7 0. 12 0.11 0.02 铰孔2—①8Z55085013. 31. 00.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第10页车间工序号工序名称材料牌号13铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号同时加工件数X61351夫具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称-rrH. 口、 工步号 工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度进给次数工步工时inr/minm/minmm/rmm机动 辅助1 装夹2 粗铣键糟16-50 X6135945 89 纵 105 61 0.49 0.07 横 100 3精铣键糟16-501225153. 8纵 125 210.4260.06横130设计(日期)校对(日期) 审核(日期) 标准化(日期)会签(日期)。
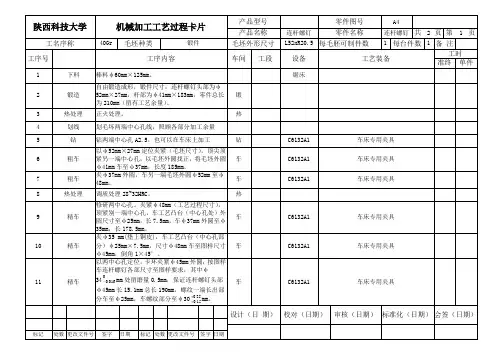
附录姓名: 机械加工工艺卡片产品型号零件图号指导老师:产品名称零件名称拖垃机连杆共21页第1页车间工序号工序名称材料牌号金工铣两端面45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X52k 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 铣连杆大小头两平面,每面留磨量0。
5mm 硬质合金端铣刀500 2.67 0.23 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第2页车间工序号工序名称材料牌号金工粗磨45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数磨床M7350 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 以一大平面定位,磨另一大平面,保证中心线对称,无标记面称为基面砂轮;磁力吸盘100 0.33 0。
33 0。
3 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第3页车间工序号工序名称材料牌号金工钻45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3080 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 以基面定位,钻、扩、铰小头孔麻花钻;扩孔钻;铰刀1000 1。
04 0。
12 10 12 250 0.39 0.8 1.5 13200 0.32 0.8 1。
0 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第4页车间工序号工序名称材料牌号金工铣大头两侧45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数卧式铣床X62W 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1铣两侧面,保证对称(此平面为工艺用基准面) 750 0。
机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号Ⅰ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ155的端面YG8,90°9044.930.65 1.30.723Ⅱ粗车Φ155的外圆YG8,90°9044.930.81 1.10.233Ⅲ粗车Φ100的外圆YG8,90°9044.930.810.750.233Ⅳ粗车Φ75的外圆YG8,90°9044.930.65 1.50.257设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 4 页车间工序号工序名称材料牌号Ⅲ切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ切槽成形刀具9044.930.65 5.250.124设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 5 页车间工序号工序名称材料牌号Ⅳ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ65的端面YG8,90°15039.210.5220.23Ⅱ粗车Φ65的外圆YG8,90°15039.210.650.750.205Ⅲ粗车Φ80的端面YG8,90°15039.210.5220.173Ⅳ粗车Φ80的外圆YG8,90°15039.210.65 1.50.153设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第 6 页车间工序号工序名称材料牌号Ⅴ镗孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗镗Φ47的内孔YG8,45°600103.240.35 1.50.095Ⅱ粗镗Φ47的内孔表面YG8,45°600103.240.5220.192Ⅲ粗镗Φ32的内孔YG8,45°600103.240.35 1.50.214设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称填料箱盖零件名称填料箱盖共8 页第7 页车间工序号工序名称材料牌号Ⅵ钻Φ13.5的孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ钻Φ13.5的孔麻花钻272110.360.50.225设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第8 页车间工序号工序名称材料牌号Ⅶ加工M10的螺纹孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ加工M10的螺纹孔麻花钻,丝锥27290.48 1.60.287设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。
湖北工业大学机械加工工艺过程卡片产品型号零件图号产品名称输出轴零件名称输出轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸每毛坯件数 1 每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 锻造锻造毛坯锻2 热处理退火(消除内应力)专用机床三爪卡盘3 车粗车左端面钻中心孔机普通车床三爪卡盘4 车粗车φ55、φ60、φ65、φ75圆柱面留精车余量机普通车床三爪卡盘5 车粗车φ176外圆柱面,右端面,倒角机普通车床三爪卡盘6 热处理调质7 车半精车左端φ55、φ60、φ65、φ75圆柱面机普通车床三爪卡盘8 钻钻右端面φ30的底孔立式钻床三爪卡盘、专用夹具 19 车车φ50、φ80、φ104内圆、车右端面、精车左端各外圆机普通车床三爪卡盘10 铰铰φ80内圆孔摇臂钻床三爪卡盘11 钻钻、扩、铰大头端面法兰盘10-φ20孔机摇臂钻床三爪卡盘、分度盘、专用夹具 112 钻钻、铰大头端两φ8斜孔机立式钻床三爪卡盘、专用夹具 213 铣粗、精铣键槽机立式铣床分度头14 去毛刺去除全部毛刺机钳工台15 终检按零件图样要求全面检查机设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 1 页车间工序号工序名称材料牌号3 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹0.12 0.0182 粗车左端面CA6140500 108 0.66 2 13 钻中心孔设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 2 页车间工序号工序名称材料牌号4 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 粗车Φ75外圆柱面及阶梯面CA6140320 80.384 0.71 1.25 1 0.317 0.0483 粗车Φ65外圆柱面CA6140320 70.34 0.71 1.25 1 0.12 0.0184 粗车Φ60外圆柱面CA6140400 82.92 0.71 1.25 1 0.08 0.0125 粗车Φ55外圆柱面CA6140 320 70.34 0.71 1.25 1 0.36 0.054设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 3 页车间工序号工序名称材料牌号5 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 粗车大头端Φ176外圆柱面CA6140125 73.4 0.81 1.25 1 0.39 0.063 倒角CA6140125 73.4 0.81 1 14 粗车右端面CA6140200 11.5 0.66 2 1 0.72 0.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 4 页车间工序号工序名称材料牌号7 车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 半精车左端φ75圆柱面CA6140 450 109.5 0.45 0.75 1 0.36 0.053 半精车左端φ65圆柱面CA6140 500 105.98 0.45 0.75 1 0.12 0.0184 半精车左端φ60圆柱面CA6140 560 109.9 0.45 0.75 1 0.095 0.0145 半精车左端φ55圆柱面CA6140 710 128.19 0.3 0.75 1 0.38 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)钻机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 5 页车间工序号工序名称材料牌号8 车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z550夹具编号夹具名称切削液三爪卡盘、专用夹具 1工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 钻φ30的孔Z550 18517.40.351510.710.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 6 页车间工序号工序名称材料牌号9 45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140三爪卡盘夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 车Φ50内孔CA61403 车Φ80内孔留0.5mm的余量CA6140 200 49.93 0.35 3 0.26 0.0384 车Φ104内孔CA61405车右端面、精车左端各外圆设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第7 页车间工序号工序名称材料牌号10 车ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z550 1夹具编号夹具名称切削液三爪卡盘、专用夹具 1工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 铰Φ80的内孔Z30255601380.30.25 1 0.320.048设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第8 页车间工序号工序名称材料牌号11 45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具1工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 钻大头端面法兰盘10-φ20孔Z37409 23.1 0.2 6 1 0.49 0.073 铰大头端面法兰盘10-φ20孔Z37 580 36.4 0.3 4 16 0.43 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)钻机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第9 页车间工序号工序名称材料牌号12 钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 钻孔2—Φ8Z550194536.70.123 1 0.110.023 铰孔2—Φ8Z550850 13.3 1.0 1 1 0.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)铣机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第10 页车间工序号工序名称材料牌号13 铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数X6135 1夹具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 粗铣键糟16-50X6135945 89 纵1056 10.49 0.07 横1003 精铣键糟16-501225 153.8 纵1252 1 0.426 0.06 横130设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。