阶梯轴机械加工工序卡片演示教学
- 格式:doc
- 大小:97.50 KB
- 文档页数:2
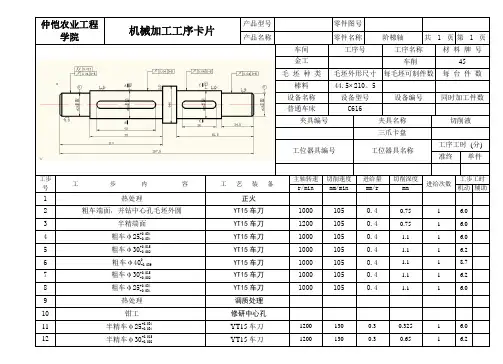
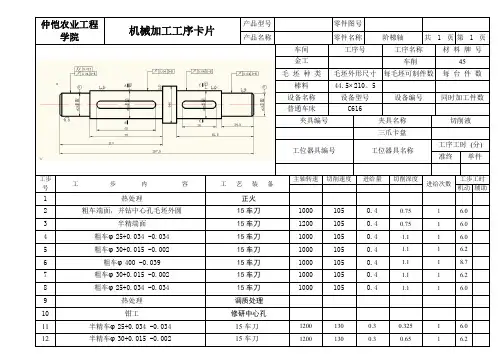
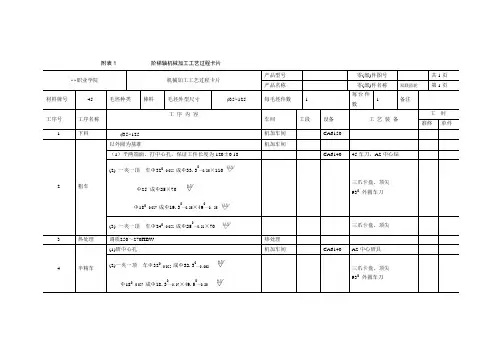
仲恺农业工程学院机械加工工序卡片产品型号零件图号产品名称零件名称阶梯轴共 1 页第 1 页车间工序号工序名称材料牌号金工车削45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料44.5 210。
5设备名称设备型号设备编号同时加工件数普通车床C616夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min mm/min mm/r mm 机动辅助1 热处理正火2 粗车端面,并钻中心孔毛坯外圆YT15车刀1000 105 0.4 0.75 1 6.03 半精端面YT15车刀1200 105 0.4 0.75 1 6.04 粗车φ25+0.034-0.034YT15车刀1000 105 0.4 1.1 1 6.05 粗车φ30+0.015-0.002YT15车刀1000 105 0.4 1.1 1 6.26 粗车φ400-0.039YT15车刀1000 105 0.4 1.1 1 8.77 粗车φ30+0.015-0.002YT15车刀1000 105 0.4 1.1 1 6.28 粗车φ25+0.034-0.034YT15车刀1000 105 0.4 1.1 1 6.09 热处理调质处理10 钳工修研中心孔11 半精车φ25+0.034-0.034YT15车刀1200 130 0.3 0.325 1 6.012 半精车φ30+0.015-0.002YT15车刀1200 130 0.3 0.65 1 6.2。

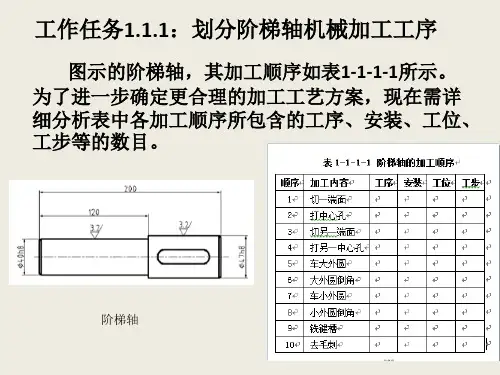
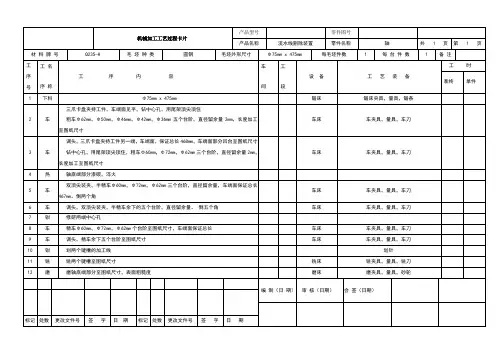
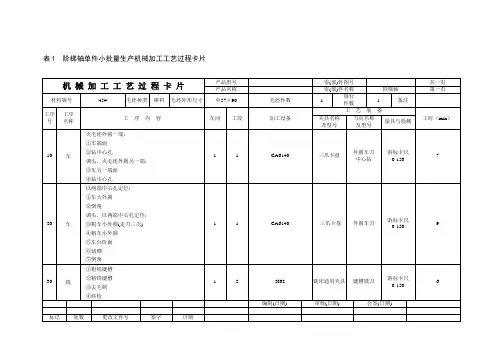
阶梯轴机械加工工序卡片
工件名称:阶梯轴
工件材料:45#钢
工件尺寸:φ30mm×L120mm
加工要求:表面光洁度Ra0.8,轴径公差±0.01mm,轴长公差±0.5mm
机床:数控车床
刀具:外径切削刀、内径镗刀、车削刀、切断刀
夹具:三弹性夹紧器、圆柱夹紧器
工序:
1. 材料分割
将45#钢材料按工件长度要求分割,并进行精度检查,确保工件长度公差为±0.5mm.
2. 粗加工
将工件夹紧于三弹性夹紧器上,装置于数控车床上,使用车削刀进行粗加工。
粗加工时,应先进行外圆车削,后进行内孔加工,确保工件直径公差为±0.01mm、内孔公差为H7级别。
将工件进行反转,并进行车削刀调整。
使用车削刀加工阶梯轴的肩部。
加工中应保证工件的轴肩公差达到±0.02mm。
5. 精度检验
完成阶梯轴的加工后,进行精度检验。
应检测工件直径、轴长公差是否符合要求。
如若发现不符合要求,在进行调整后,重新进行检验。
6. 抛光处理
将工件进行抛光处理,达到表面光洁度要求Ra0.8。
加工完成后,进行最终检验及包装。
加工中所需注意事项:
1. 数控车床的使用环境应干燥、清洁、避免尘土影响设备正常使用。
2. 加工刀具的保养应定期进行,保证其切削效果及寿命。
3. 夹具的使用应注意夹紧力度是否适当,避免对工件表面造成损伤。
4. 操作人员应熟练运用加工设备及相应技能,保证工件质量。
仲恺农业工程
学院机械加工工序卡片产品型号零件图号
产品名称零件名称阶梯轴共 1 页第 1 页
车间工序号工序名称材料牌号
金工车削45
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
棒料44.5 210。
5
设备名称设备型号设备编号同时加工件数
普通车床C616
夹具编号夹具名称切削液
三爪卡盘
工位器具编号工位器具名称
工序工时(分)
准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min mm/min mm/r mm 机动辅助
1 热处理正火
2 粗车端面,并钻中心孔毛坯外圆YT15车刀1000 105 0.4 0.75 1 6.0
3 半精端面YT15车刀1200 105 0.
4 0.7
5 1 6.0
4 粗车φ25+0.034
-0.034
YT15车刀1000 105 0.4 1.1 1 6.0
5 粗车φ30+0.015
-0.002
YT15车刀1000 105 0.4 1.1 1 6.2
6 粗车φ400
-0.039
YT15车刀1000 105 0.4 1.1 1 8.7
7 粗车φ30+0.015
-0.002
YT15车刀1000 105 0.4 1.1 1 6.2
8 粗车φ25+0.034
-0.034
YT15车刀1000 105 0.4 1.1 1 6.0
9 热处理调质处理
10 钳工修研中心孔
11 半精车φ25+0.034
-0.034
YT15车刀1200 130 0.3 0.325 1 6.0
12 半精车φ30+0.015
-0.002
YT15车刀1200 130 0.3 0.65 1 6.2
精品文档
精品文档。