防错装置清单201809
- 格式:xls
- 大小:20.50 KB
- 文档页数:2
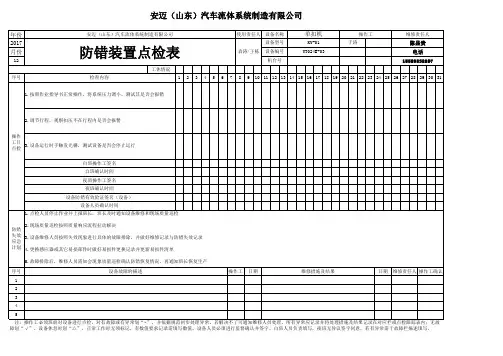




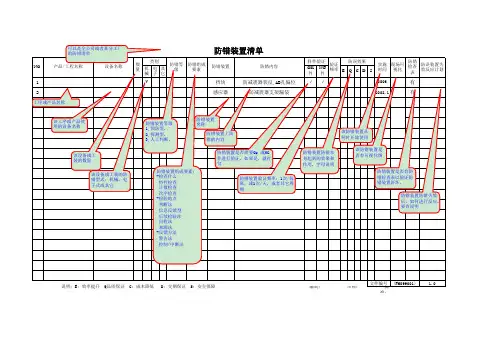
No . 12 34注塑/S3Y831-1-4机器人设计注塑/S3Y831-1-4机器人设计注塑/S3Y831-1-4机器人设计生产时,模块和端子可以正常放到航模,光电感应器常亮,反之光电感应器灯不亮且机械手停止动作生产单位N/A 光电感应器防止端子和模块无法放入裁切模OK位置每班生产生产单位设备感应、紧急停止线第1:设计阶段N/A第1:设计阶段N/A 设备数据显示气压检测设备防止程序无法启动、机械手抓不到航模每班生产生产单位自动化集成保养表生产单位N/A生产预备点检,设备可正常工作气压>5kgf/c㎡没有放入到位的话,光电感应器红色灯会亮起,且机械手停止动作,如果放入到位,光电感应器不会亮生产时,端子能正常被裁切OK,光电感应器红色灯常亮,如果裁切异常,光电感应器红灯不亮且机械手停止动作N/AN/A 024项目编号024-04492581-1第1:设计阶段N/A模具编号防呆防错清单工序记录表单产品料号点检频率点检部门防呆防错基本工具类别应用装置/过程(模具/设备/过程...)防呆防错的目的或用途防呆防错方法与措施(可图文说明)备注产品类型客户024-044点检方法点检阶段使用样件点检时有效期注塑/S3Y831-1-4机器人设计设备感应、紧急停止线光电感应器防止端子无法被裁断第1:设计阶段每班生产设备感应、紧急停止线光电感应器防止裁切好的端子无法精确放入到航模每班生产气压检测设备光电感应器光电感应器光电感应器A1汽车件电子件No .024项目编号024-04492581-1模具编号防呆防错清单工序记录表单产品料号点检频率点检部门防呆防错基本工具类别应用装置/过程(模具/设备/过程...)防呆防错的目的或用途防呆防错方法与措施(可图文说明)备注产品类型客户024-044点检方法点检阶段使用样件点检时有效期汽车件电子件567注Re vA0A1HYWI-R045-2016.7.26内部变更修正记录表单熊少波罗雅周孙伟2015.08.06新制作新制作夏斌注塑/S3Y831-1-4机器人设计第1:设计阶段不良品测试试作OK设备感应、紧急停止线检测等高棒报警器光电感应器防止产品端子高低PIN无法测试通过每班生产核准审核制定注塑/S3Y831-1-4机器人设计修改原因修改内容.生产单位制/修订日期生产单位92581-1电测样品点检记录表生产时,电流导通测试OK,测试机显示PASS且绿灯亮起,测试NG的话,测试机显示FAIL且红灯亮起同时报警器红灯报警生产时,产品高底PIN测试OK,产品会正常流向工作台,测试NG的话,产品会分流到不良品盒同时报警器会红色灯亮起设备感应、紧急停止线检测探针报警器测试仪防止产品电流导通测试无法通过生产单位92581-1电测样品点检记录表每班生产注塑/S3Y831-1-4机器人设计设备感应、紧急停止线检测镶块报警器光电感应器防止产品端子位置度测试无法通过第1:设计阶段每班生产不良品测试试作OK92581-1电测样品点检记录表第1:设计阶段不良品测试试作OK生产时,产品端子位置度测试OK,灯不亮状态,测试NG,光电感应器红色灯会亮起(静止状态感应器灯也是亮的)且报警器红灯报警光电感应器光电感应器不良品箱A1A1A1。
安全自动装置定值单
厂站名称岱海被保护设备名称海万1、2线安自 28 号原年号作废第 1 页
安全自动装置定值单
厂站名称岱海被保护设备名称海万1、2线安自号原年号作废第 2 页
安全自动装置定值单
厂站名称岱海被保护设备名称海万1、2线安自号原年号作废第 3 页
安全自动装置定值单
厂站名称万全被保护设备名称万顺1、2、3线安自 29 号原年号作废第 1 页
安全自动装置定值单
厂站名称万全被保护设备名称万顺1、2、3线安自号原年号作废第 2 页
安全自动装置定值单
厂站名称岱海被保护设备名称海万1、2线安自49号原年号作废第 1 页
安全自动装置定值单
厂站名称岱海被保护设备名称海万1、2线安自49号原年号作废第 2 页
安全自动装置定值单
厂站名称岱海被保护设备名称海万1、2线安自49号原年号作废第 3 页
安全自动装置定值单
厂站名称岱海被保护设备名称电网安自26号原年号作废第 1 页
安全自动装置定值单
厂站名称岱海被保护设备名称电网安自26号原年号作废第 2 页
安全自动装置定值单
厂站名称岱海被保护设备名称电网安自26号原年号作废第 3 页
安全自动装置定值单
厂站名称岱海被保护设备名称电网安自26号原年号作废第 4 页
安全自动装置定值单
厂站名称岱海被保护设备名称电网安自15号原07年26号作废第 1 页
安全自动装置定值单
厂站名称岱海被保护设备名称电网安自15号原07年26号作废第 2 页
安全自动装置定值单
厂站名称岱海被保护设备名称电网安自26号原年号作废第 3 页
安全自动装置定值单
厂站名称岱海被保护设备名称电网安自15号原07年26号作废第 4 页。
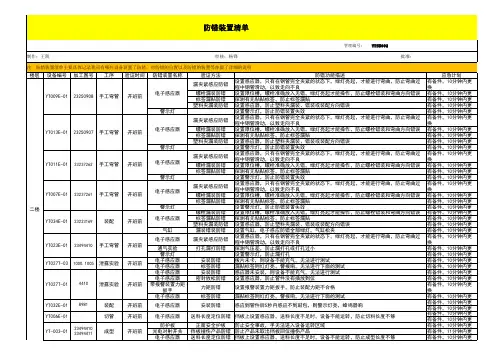
组装车间防错清单一、防错装置序号产品零件名称零件编号报警装置检测容作用验证方法周期示例1F18 左前车门外3017301 F18左前车门外组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证2 右前车门外3017302 F18右前车门外组装工装左右混放组装与防止左右混淆100%验证3 左后车门外3017304 F18左后车门外组装工装左右混放组装与防止左右混淆100%验证4 右后车门外3017303 F18右后车门外组装工装左右混放组装与防止左右混淆100%验证5 左前车门框3017283 F18左前车门框组卡子工装左右混放组卡子与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证6 右前车门框3017281 F18右前车门框组卡子工装左右混放组卡子与防止左右混淆100%验证7 左后车门框3017286 F18左后车门框组卡子工装左右混放组卡子与防治左右混淆100%验证8 右后车门框3017285 F18右后车门框组卡子工装左右混放组卡子与防治左右混淆100%验证9 左顶盖7233895-04 F18左顶盖组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证10 右顶盖7233896-04 F18右顶盖组装工装左右混放组装与防止左右混淆100%验证11Y483 左前车门外31253378 F18左前车门外检具左右混放测量与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应检具)首件验证12 右前车门外31253379 F18右前车门外检具左右混放测量与防止左右混淆首件验证13 左后车门外31250113 F18左后车门外检具左右混放测量与防止左右混淆首件验证14 右后车门外31250114 F18右后车门外检具左右混放测量与防止左右混淆首件验证15 左前车门框30784265 Y483左前车门框组卡子工装左右混放组卡子与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应检具)100%验证16 右前车门框30784266 Y483右前车门框组卡子工装左右混放组卡子与防止左右混淆100%验证17 左后车门框31250107 Y483左后车门框组卡子工装左右混放组卡子与防治左右混淆100%验证18 右后车门框31250108 Y483右后车门框组卡子工装左右混放组卡子与防治左右混淆100%验证19W77 左前车门框8V5 837 643 W77左前车门框检具左右混放测量与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应检具)抽检验证20 右前车门框8V5 837 644 W77右前车门框检具左右混放测量与防止左右混淆抽检验证21 左后车门框8V5 839 643 W77左后车门框检具左右混放测量与防止左右混淆抽检验证22 右后车门框8V5 839 644 W77右后车门框检具左右混放测量与防止左右混淆抽检验证23 左三角窗8V5 853 345 W77左三角窗冲爪/组卡子/组装工装左右混放冲爪.组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证24 右三角窗8V5 853 346 W77左三角窗冲爪/组卡子/左右混放冲爪.组装与防止左右混100%验证①F18车门外左右混淆后不能进行组装②F18侧框左右混淆后不能进行组卡子组装工装淆25W66 左三角窗8V4 853 345 W66左三角窗组卡子工装左右混放组卡子与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证26 右三角窗8V4 853 346 W66右三角窗组卡子工装左右混放组卡子与防止左右混淆100%验证27 左侧梁8V4 853703AW66左侧梁组装工装左右混放组装与防止左右混淆100%验证28 右侧梁8V4 853704AW66右侧梁组装工装左右混放组装与防止左右混淆100%验证29X77 左三角窗8U0 853 3462ZZX77左三角窗组卡子工装左右混放组卡子与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证30 右三角窗8U0 853 3462ZZX77右三角窗组卡子工装左右混放组卡子与防止左右混淆100%验证31 左侧梁8U0 853 703A 2ZZX77左侧梁组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证32 右侧梁8U0 853 704A 2ZZX77右侧梁组装工装左右混放组装与防止左右混淆100%验证33B8 左三角窗8KD 853 3452ZZB8左三角窗组卡子工装左右混放组卡子与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证34 右三角窗8KD 853 3462ZZB8右三角窗组卡子工装左右混放组卡子与防止左右混淆100%验证35 左侧梁8KD 853 7032ZZB8左侧梁组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证36 右侧梁8KD 8537042ZZB8右侧梁组装工装左右混放组装与防止左右混淆100%验证37C7 左三角窗4G5 853 345B 2ZZC7左三角窗组卡子工装左右混放组卡子与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证38 右三角窗4G5 853 346B 2ZZC7右三角窗组卡子工装左右混放组卡子与防止左右混淆100%验证39 左侧梁4GD 853 7032ZZC7左侧梁组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证40 右侧梁4GD 853 7042ZZC7右侧梁组装工装左右混放组装与防止左右混淆100%验证③Y483车门框左右混淆后不能放入组卡子工装槽内41 M-Z 左三角窗56D 853 345 M-Z左三角窗冲爪/组装工装与检具左右混放冲爪、组装、测量与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装与检具)100%验证42 M-Z 右三角窗56D 853 346 M-Z右三角窗冲爪/组装工装与检具左右混放冲爪、组装、测量与防止左右混淆100%验证43DⅡSC 左前车门框13369396 DⅡSC左前车门框检具左右混放测量与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应检具)100%验证44 右前车门框13369397 DⅡSC右前车门框检具左右混放测量与防止左右混淆100%验证45 左后车门框13369398 DⅡSC左后车门框检具左右混放测量与防止左右混淆100%验证46 右后车门框13369399 DⅡSC右后车门框检具左右混放测量与防止左右混淆100%验证47新明锐左三角窗11.11209-1 新明锐左三角窗冲爪工装左右混放冲爪与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证48 右三角窗11.11209-2 新明锐右三角窗冲爪工装左右混放冲爪与防止左右混淆100%验证49Q5 左侧梁8R0 853 7032ZZQ5左侧梁组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证50 右侧梁8R0 853 7042ZZQ5右侧梁组装工装左右混放组装与防止左右混淆100%验证51迈腾CC 左侧梁35D 854 7013Q7迈腾CC左侧梁组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证52 右侧梁35D 854 7023Q7迈腾CC右侧梁组装工装左右混放组装与防止左右混淆100%验证53V212 左侧梁A 212 69013 80V212左侧梁组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证54 右侧梁A 212 69014 80V212右侧梁组装工装左右混放组装与防止左右混淆100%验证55M-K 左行架5ND 860 043ZAQM-K左行架组装工装与检具左右混放组装.测量与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装与检具)100%验证56 右行架5ND 860044ZAQM-K右行架组装工装与检具左右混放组装.测量与防止左右混淆100%验证57 新朗逸左行架18D 860 025ZAQ新朗逸左行架组装工装与检具左右混放组装.测量与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装与检具)100%验证58 右行架18D 860 026 新朗逸右行架组装工装与检左右混放组装.测量与防止左右混100%验证④W77三角窗左右混淆后不能放入组装工装型腔内⑤侧框左右混淆后不能放入检具型腔内ZAQ 具淆59途安左行架1TD 860033A途安左行架组装工装与检具左右混放组装.测量与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装与检具)100%验证60 右行架1TD 860034A途安右行架组装工装与检具左右混放组装.测量与防止左右混淆100%验证61Yeti 左行架5LD 860 025 Yeti左行架组装工装左右混放组装与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装)100%验证62 右行架5LD 860 026 Yeti右行架组装工装左右混放组装与防止左右混淆100%验证63CrossPolo 左行架6R0 860043A V7R左行架组装工装与检具左右混放组装.测量与防止左右混淆将工件放置到工装验证(混淆零件不能放置到相应工装与检具)100%验证64 右行架6R0 860044A V7R左行架组装工装与检具左右混放组装.测量与防止左右混淆100%验证二、防错方法1.车间左右撇产品的操作工位分列摆放,并挂有标识,如图1所示;图12.车间左右撇产品使用的跟踪卡颜色不同,左撇白色,右撇蓝色,如图2所示;图23.操作员操作动作与工件摆放规化,出现混撇能够很快辨认。
防错设计及作业改善收集阳光厂示例:①、防错设计展示:a、演示效果(质量)选取1根十字柱,状态为组装完成焊接之前,通过对全熔透区域、半熔透区域及角焊缝焊脚尺寸进行实体标注,达到防止下料工序坡口开制错误和防止焊接工序焊缝类型及焊脚尺寸错误的防错效果。
b、演示地点一车间B跨总装工位c、演示人员车间班组长1人,组立操作人员2人,焊工1人d、演示道具音响、话筒、油漆笔、1.5mX2m竖向讲解展板e、演示步骤步骤1:班组长讲解标注方法和要求,并介绍防错的目的和效果。
步骤2:组装操作人员按照图纸、焊缝通图及相关工艺文件,首先核对全熔透区域及半熔透区域坡口开制是否正确,然后在实体上进行焊缝的标注,标注出全熔透区域、半熔透区域及角焊缝焊脚尺寸。
步骤3:焊工按照标注内容,介绍相应的焊接方法及焊接要求。
达到可以确保焊缝类型和焊缝尺寸符合规范要求的效果。
a、演示效果(安全)选取4根窄翼缘H型钢,每根使用四个夹具固定,达到防止在作业过程中型钢倾倒而导致的人员伤亡事故的防错效果。
b、演示地点一车间B跨总装工位c、演示人员一车间管理人员1名、校正班长1人、作业人员2人d、演示道具音响、话筒、16个防倾倒夹具、4根窄翼缘H型钢。
e、演示步骤步骤1:车间管理人员讲解防倾倒夹具加设的要求和方式。
步骤2:班组长督促校正工按要求和方式加装防倾倒夹具。
步骤3:班组长检查防倾倒夹具的有效性。
步骤4:开始在窄翼缘H型钢间进行火焰校正作业。
a、演示效果(进度)车间对照周工序计划和派工任务完成情况,当天检查各工序任务进度,对照周计划,分别对各工作包任务按正常、预警、滞后分进行贴牌预警,以便班组长每日派工时倾向性安排人员。
b、演示地点一车间B跨总装工位c、演示人员一车间管理人员1名、总装班长1人d、演示道具音响、话筒、动态看板、周计划、日派工单。
e、演示步骤步骤1:班组检查当日派工任务完成情况,对照周计划核查各项目批次任务是否滞后。
步骤2:针对项目批次任务滞后情况,分别在动态看板上张贴红、黄、绿三类警示标贴,分别代表进度滞后、预警、正常。