酸再生工艺设备培训(X)
- 格式:ppt
- 大小:2.50 MB
- 文档页数:23
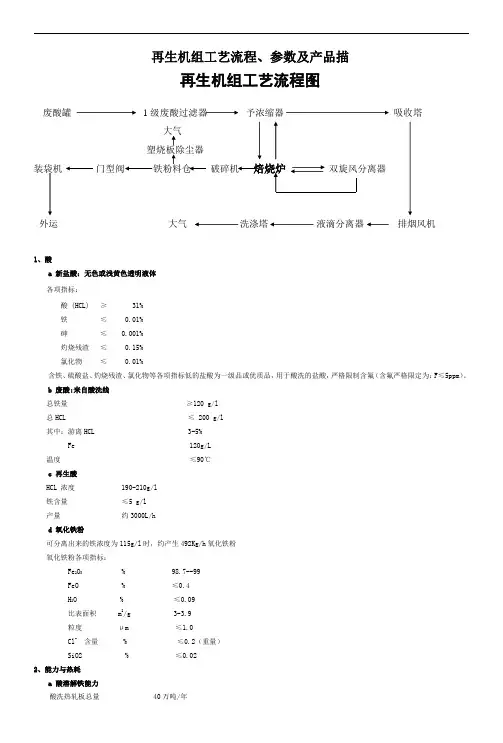
再生机组工艺流程、参数及产品描再生机组工艺流程图废酸罐1级废酸过滤器予浓缩器吸收塔大气塑烧板除尘器装袋机门型阀铁粉料仓破碎机焙烧炉外运大气洗涤塔液滴分离器排烟风机1、酸a 新盐酸:无色或浅黄色透明液体各项指标:酸 (HCL) ≥ 31%铁≤ 0.01%砷≤ 0.001%灼烧残渣≤ 0.15%氯化物≤ 0.01%含铁、硫酸盐、灼烧残渣、氯化物等各项指标低的盐酸为一级品或优质品,用于酸洗的盐酸,严格限制含氟(含氟严格限定为:F≤5ppm)。
b 废酸:来自酸洗线总铁量≥120 g/l总HCL ≤ 200 g/l其中:游离HCL 3-5%Fe 120g/L温度≤90℃c 再生酸HCL 浓度 190-210g/l铁含量≤5 g/l产量约3000L/hd 氧化铁粉可分离出来的铁浓度为115g/l时,约产生492Kg/h氧化铁粉氧化铁粉各项指标:Fe2O3% 98.7--99FeO % ≤0.4H2O % ≤0.09比表面积 m2/g 3-3.9粒度μm ≤1.0Cl-含量 % ≤0.2(重量)SiO2 % ≤0.022、能力与热耗a 酸溶解铁能力酸洗热轧板总量 40万吨/年酸洗铁损 0.5%废酸液浓度~200g/L HCL(游离与化合)废酸液温度≤90℃废酸中Fe含量~120 g/L废酸b 再生能力年再生运行时间: 6500h/年40万t/年的酸洗热轧钢板将产生:40万t/年×0.5%=2000吨的Fe,溶解在酸洗液中。
即在酸洗废酸液中溶有120g/L Fe。
在再生过程中,从废酸中分离Fe的效率并非100%,约有5g/L的Fe仍然残留在再生酸中。
按从废酸液可分离出115g/L废酸的Fe求得:2000×1000×1000g=17391304.3115g/L每小时要求再生能力为:17391304.3=2676L/h6500h经园整后,取再生能力为3m3/h。
3m3/h再生机组将产生492kg/h氧化铁粉。
酸再生操作规程1.主要技术参数1.1机组能力:处理废酸量6m3/h1.2废酸:来自酸洗机组总铁量:120g/L总HCL:200g/L(游离和化合)1.8新盐酸性能及盐酸酸洗原液的配制新盐酸(工业合成盐酸GB320-93)无色或浅黄色透明液体,用于配制酸洗机组用盐酸酸洗原液,其性能指标如下表:。
酸过滤站送至焙烧炉顶部,再经喷杆、过滤网、喷嘴进入焙烧炉进行喷洒。
焙烧炉设有3杆喷枪,每杆喷枪上各装有5个喷嘴,喷枪可自动插入焙烧炉内部。
焙烧炉本体是个钢壳,内衬有耐火耐酸砖,在本体上呈切线均布3个烧嘴加热(600~650℃),使喷洒到炉内浓缩酸蒸发、干燥、结晶分解,其在焙烧炉内反应如下:2FeCl2+2H2O+1/2O2=Fe2O3+4HCL 2FeCl3+3H2O=Fe2O3+6HCL分解后的Fe2O3固体颗粒,以粉末形式落在焙烧炉下部锥体中,经破碎机、旋转阀排放出去,旋转阀可以使焙烧炉内部气体同外部气体隔离开,破碎机用来破碎从焙烧炉壁落下的团块。
焙烧炉炉内气体由燃烧废气、水蒸汽和氯化氢气体组成。
焙烧炉顶部出来的炉气通过双旋风分离器将炉气中夹带的部分氧化铁粉大部分分离出来,分离出来的氧化铁粉经铁粉返回管道和旋转阀返回到焙烧炉底部。
然后焙烧炉气进入预浓缩器,在预浓缩器中,高温炉气直接与循环酸接触,冷却和清洗炉气中残留的微量氧化物,并进入吸收塔。
的炉在料仓上部安装有一台塑烧板式除尘器,以过滤输送氧化铁粉时用过的空气,然后将空气排放到大气中。
料仓中的氧化铁粉,经门型阀进到装袋机装袋外卖。
机组主要工艺过程参数,即温度、压力和流量在控制室中都可以显示出来,而重要的操作参数都自动地由PLC系统控制,设备的启动、控制和停车都可由键盘完成。
报警和功能错误都由一个独立的报警备忘录中记录,因此,操作员很容易从控制室中检查设备的运行状态,并由打印机提供班报告。
机组的电气传动和自动化仪表,用来保证系统正常运行和简化操作。
PLC系统可保证在系统出现任何故障情况下都能及时反映出来,可以连接自动报警、自动停机。
酸再生操作规程1 机组启动前的准备工作:1.1 准备工作:1.2 生产前检查机组的化工设备、电气和仪表等是否处于完好状态。
1.3 关闭不运转设备上的废酸进入阀门。
打开预浓缩器、吸收塔、洗涤塔的入口阀,关闭预浓缩器、吸收塔、洗涤塔底阀。
泵启动之前,自动控制阀须打自动。
1.4 检查泵、排烟风机、输送风机、助燃风机的转子是否可以轻松的转动。
1.5 检查焙烧炉炉门、双旋风分离器人孔门是否密封或上好。
1.6 检查排烟风机、助燃风机、输送风机是否保持了给定的油位。
1.7 检查工业水压力是否符合要求。
1.8 检查冷干空气主管压力是否符合要求。
1.9 检查泵的密封水是否将泵充满。
1.10 检查酸枪及酸枪软管安装情况,酸计量管上的阀门是否打开。
1.11 点火电极试打火合格后安装。
1.12 将空气量调节调到最小位置。
2 升温时间2.1 新炉:一周2.2 老炉:12-16小时3 机组启动(老炉)3.1 启动增压水站,可选择手动或自动,正常生产时选择自动(由压力控制),待泵运行时检查增压水泵压力系统及运转系统是否正常。
3.2 检查冲洗水罐液位,同时将罐的出入口开闭器打开,关闭1#,2#冲洗水泵放空阀,将选择开关打到所选择泵的位置上即1#或2#。
启动冲洗水泵,待泵运行后检查压力系统及运转系统是否正常。
3.3 关闭预浓缩器放空开闭器,关闭1#,2#循环泵放空开闭器及二级过滤器放空开闭器,打开所选择泵的出入口开闭器及二级过滤器的出入口开闭器。
手动打开预浓缩器进水阀门向预浓缩器内补水,待浓缩器液位超过低1后将水阀转为自动由液位控制,将选择开关打到所选择泵的位置上即1#或2#。
启动预浓缩器循环泵,,待泵运行后检查压力系统及运转系统是否正常。
3.4 关闭吸收塔放空开闭器,关闭1#,2#泵放空开闭器,将选择开关打到所选择泵的位置上即1#或2#。
启动吸收塔给料泵,待泵运行后检查压力系统及运转系统是否正常。
3.5 关闭洗涤塔放空开闭器,关闭1#,2#泵放空开闭器,将选择开关打到所选择泵的位置上即1#或2#。

ARP 简介1 工艺简介设计采用喷雾焙烧工艺,整套装置由:酸储罐、酸再生站本体、以及氧化铁粉站三个系统组成。
酸储罐系统包括:废酸储罐、漂洗水储罐、再生酸罐、新酸罐。
酸再生本体包括:焙烧反应炉、文丘里预浓缩、吸收塔、洗涤塔等主要处理装置,以及过滤器、酸泵、排气风机等设备。
氧化铁粉站包括:氧化铁粉仓、除尘器、输送风机等主要设备。
1.1工艺描述来自酸洗线的废酸进入废酸储罐,废酸储罐可以存储一套酸再生装置连续运行所需的酸量。
废酸通过废酸输送泵送入酸过滤器,通过过滤作用将酸洗过程中的固体颗粒和不溶的物质从废酸中分离出来。
过滤后的废酸进入酸再生部分。
首先进入文丘里预浓缩器。
酸的流量根据气动阀门自动调节,保证预浓缩器底部浓缩酸的液位稳定。
在循环泵的作用下,一部分酸液送入焙烧炉焙烧,一部分返回预浓缩器内循环流动,从预浓缩器顶部进入的热空气与从预浓缩器顶部插入的酸管滴下的循环酸进行混合热交换,使废酸中的水分得到蒸发,废酸的浓度提高。
浓缩后的酸通过焙烧炉供料泵定量的送入焙烧反应炉。
焙烧炉采用钢结构,内衬耐火砖。
通过两个安装在炉腰附近,沿炉壳切线方向设置的燃烧器,对进入炉内的酸进行直接加热。
浓缩酸通过安装于炉顶部酸枪末端的喷头,以雾状喷入反应炉内的,喷头由特殊材料制成(主要成分为AI2O3)。
喷枪在喷嘴前装有过滤网以避免堵塞,喷枪用软管连接,可气动控制进行插入、抽出。
燃烧器燃烧产生的热空气沿炉切线方向进入,形成螺旋向上的热气流,使从喷嘴喷下的废酸液滴在下落过程中迅速蒸发,酸液中的FeCI2分解成Fe2O3。
反应式如下:4FeCI2 + 4H2O + O2 = 2Fe2O3 + 8HCI热气流呈螺旋状,使气流在炉内停留的时间较长,反应更完全,且有利于氧化铁分子凝聚形成颗粒状,容易落到炉底部,达到气液分离的效果。
氧化铁粉固体颗粒落入焙烧反应炉下部的锥形部分,通过安装在炉底旋转阀不断排出,由于旋转阀具有一定的密封作用,可以有效的防止炉内烟气的溢出。
酸再生设备工艺说明(总30页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--废酸再生工厂设备的情况说明1、焙烧炉(Spray Roaster)-图号 32250工作原理:焙烧炉由燃气加热到600~700℃之间。
被浓缩的废酸经炉顶的喷嘴雾化喷洒成微小液滴,浓缩酸中的氯化铁颗粒在燃烧的气体中被焙烧成游离氯化气和氧化铁。
物理结构:焙烧炉为立式圆柱形焊接结构。
混凝土基础酸液注入口烟气出口来自旋风分离机的铁粉主燃烧室2、旋风除尘分离机(Dust Cyclone)-图号 32170工作原理:双旋风除尘分离机用於分离焙烧炉烟气中带出的氧化铁粉颗粒。
被分离出的氧化铁粉颗粒通过旋转阀及插入焙烧炉中的斜管再进入焙烧炉下部。
物理结构:分离器由两个锥形体构成,用耐磨钢制成。
3、氧化铁粉装置(Oxide Air Blaster)-图号 33340在氧化铁粉储槽的出口处安装有此装置,系利用瞬间喷出爆炸的压缩空气直接吹进下方锥形部位,避免大量铁粉造成阻塞。
铁粉排放口气爆枪混凝土基础铁粉过滤器4、酸再生储槽过滤装置(Storage Tanks Filter for ARP)-图号 22210;22211本过滤装置是用于分离废酸中的固体物质,过滤器内衬胶并装有滤芯。
预浓缩酸过滤器废酸液过滤器5、除氯装置(Chloride Reduction)-图号 33110为了减少氧化铁粉中的氯化物含量在螺旋输送机上装有小型燃烧器,将含有HCl 的气体通过热螺旋输送机经过除尘分离器输回反应炉中。
6、洗涤塔液滴分离设备(Scrubber Drop Separator)-图号 32561洗涤塔是用冲洗水直接射入含有粉尘颗粒的烟气中。
然後冲洗水和烟气在文丘里管端加速雾化,藉以分离出水和铁粉颗粒。
连续不断流出的烟气和水由分离机分离,向下流的水由下方的喷嘴排放,烟气则分离後由上方排出。
7、酸再生储槽泵(Storage Tanks Pump for ARP)-图号<1>酸洗酸泵:用於将废酸罐中的废酸送入纯化工厂的除硅装置设计:离心泵由AC马达驱动、2900转/分<2>冲洗水泵:用於提供吸收塔、预浓缩器、再生酸罐冲洗水以便配置酸溶液设计:离心泵由AC马达驱动、2900转/分<3>再生酸泵:用於向酸洗生产线输送再生酸设计:离心泵由AC马达驱动、2950转/分<4>新酸泵:用於将新酸从槽车卸至新酸罐设计:离心泵由AC马达驱动、2900转/分<5>废酸泵:用於向预浓缩器输送废酸设计:离心泵由AC马达驱动、2900转/分8、预浓缩塔(Preconcentrator)-图号 32280工作原理:来自焙烧炉的热气从预浓缩器上部进入之後,与预浓缩器盖上的4个喷嘴喷洒的废酸直接进行热交换,将废酸浓缩至70~80%。
冷轧带钢机组酸再生站工艺介绍目录一、酸再生站功能二、酸再生站工艺三、酸再生站主要设备组成四、酸再生站主要运行指标五、酸再生站作业区域主要危险源一、酸再生站功能冷轧机组酸再生站,即酸洗废盐酸再生站,主要作用是对酸轧机组产生的废盐酸进行再生处理,生成再生盐酸重复利用。
酸轧机组生产使用的原料热钢卷,进入轧机前必须将表面存在氧化铁皮处理掉,避免轧机轧制时形成表面缺陷。
热钢卷表面的氧化铁皮(FeO、Fe3O4和Fe2O3)皮浸泡在盐酸中,由于溶解作用、机械剥离作用和还原作用,与盐酸发生一系列化学反应,得以去除。
其反应方程式如下:Fe2O3+6HCl=2FeCl3+3H2O (1)Fe3O4+8HCl=2FeCl3+FeCl2+4H2O (2)FeO+2HCl=FeCl2+H2O (3)经过酸洗,盐酸变成了主要成分为氯化亚铁(FeCl3)的废盐酸溶液,每酸洗1吨热卷料需消耗新盐酸1.2-2.0kg。
考虑运行成本和环保实际,必须进行回收再用。
二、酸再生站工艺酸再生站包括再生工艺系统和脱硅工艺系统。
1、再生工艺系统介绍:酸再生系统一般采用鲁斯纳-喷雾焙烧盐酸再生工艺,具体生产工艺流程如下:酸洗线过来的废盐酸从一级洗涤塔进入预浓缩器,与焙烧炉内反应产生的酸气进行热交换浓缩。
热交换既蒸发掉了处理酸中多余的水分又降低了酸气的温度,既节省大量的能源又保证设备运行。
浓缩后的废酸泵送至焙烧炉顶,经由酸枪装置喷洒雾化为细小的颗粒,进入焙烧炉发生盐酸再生反应,生成氯化氢气体和氧化铁粉。
反应方程如下:4FeCl2 + 4H2O + O2 = 2Fe2O3 + 8HCl↑产生的氧化铁粉从炉底流出输送至氧化铁粉仓储存。
焙烧炉燃烧后产生的酸气进入预浓缩器降温后进入吸收塔,塔内喷洒漂洗水吸收酸气中的氯化氢,形成再生盐酸流入到再生酸罐。
经过吸收塔后的酸气在经过一级洗涤塔和二级洗涤塔的处理,达标的尾气排放至大气内。
2、脱硅系统工艺介绍脱硅系统是酸再生站的一个重要的辅助系统。
酸再生操作规程1.主要技术参数1.1机组能力:处理废酸量6m3/h1.2废酸:来自酸洗机组总铁量:120g/L总HCL:200g/L(游离和化合)1.3再生酸:HCL浓度190~200g/L铁含量≤5g/L产量约5880L/h1.4氧化铁粉:Fe2O3≥98.5%FeO ≤0.4%SiO2≤0.02%CL-≤0.01%H2O ≤0.1%原生粒度≤1.0 m产量约985kg/h(废酸含铁120g/L)1.5炉顶负压:-250Pa1.6炉顶温度:395℃1.7预浓缩器后炉气温度:≤95℃1.8新盐酸性能及盐酸酸洗原液的配制1.8.1新盐酸性能新盐酸(工业合成盐酸GB320-93)无色或浅黄色透明液体,用于配制酸洗机组用盐酸酸洗原液,其性能指标如下表:用于盐酸酸洗的新盐酸,严格限制氟含量,氢氟酸最大允许量为5PPm 。
1.8.2盐酸酸洗原液的配制当新盐酸浓度N=31%,即每吨新酸含HCL 310公斤,H 2O 690公斤。
每吨新盐酸浓度31%,可稀释20%酸洗原液重量: Kg 155020311000=⨯ 每吨新盐酸配制20%酸洗原液稀释耗水量:1550-310=1240Kg式中:31为新盐酸浓度31%20为酸洗原液浓度20%举例:按上述公式计算,配制15500公斤浓度20%的酸洗原液,需要10吨浓度31%新盐酸,耗水12400公斤。
2.工艺过程叙述来自酸洗机组的废酸,收集在废酸罐中,用废酸泵经废酸过滤器送入预浓缩器(流量用气动调节阀自动控制)。
废酸通过预浓缩器循环泵经浓缩酸过滤器送至预浓缩器顶部进行喷洒,与来自焙烧炉的炉气(395℃)进行直接热交换,将废酸中的部分水份(约25~30%)蒸发掉,废酸得到浓缩。
浓缩后的废酸由焙烧炉给料泵经废酸过滤站送至焙烧炉顶部,再经喷杆、过滤网、喷嘴进入焙烧炉进行喷洒。
焙烧炉设有3杆喷枪,每杆喷枪上各装有5个喷嘴,喷枪可自动插入焙烧炉部。
焙烧炉本体是个钢壳,衬有耐火耐酸砖,在本体上呈切线均布3个烧嘴加热(600~650℃),使喷洒到炉浓缩酸蒸发、干燥、结晶分解,其在焙烧炉反应如下:2FeCl 2+2H 2O+1/2O 2=Fe 2O 3+4HCL 2FeCl 3+3H 2O=Fe 2O 3+6HCL分解后的Fe 2O 3固体颗粒,以粉末形式落在焙烧炉下部锥体中,经破碎机、旋转阀排放出去,旋转阀可以使焙烧炉部气体同外部气体隔离开,破碎机用来破碎从焙烧炉壁落下的团块。
酸再生工艺操作规程酸再生是一种重要的工艺,用于回收和再利用废酸。
以下是一个酸再生工艺操作规程,详细描述了相关流程和操作要求。
一、工艺流程1.预处理:将废酸收集到专用容器中,并进行初步过滤,去除固体杂质和悬浮物。
2.中和反应:将预处理后的废酸加入中和反应器,同时加入适量的碱溶液进行中和反应。
注意控制反应温度和反应时间,确保充分中和。
3.过滤:将中和后的溶液通过过滤装置进行细过滤,去除悬浮物和残留杂质。
4.浓缩:将过滤后的溶液进行浓缩,可以采用蒸发浓缩或膜浓缩等方法,使溶液浓度达到再生酸要求。
5.结晶:将浓缩后的溶液进行结晶处理,去除其中的无机盐和杂质。
6.洗涤:将结晶后的物料进行洗涤,去除结晶过程中产生的杂质和未结晶溶质。
7.干燥:将洗涤后的再生酸进行干燥处理,使其达到工业标准。
8.质检:对干燥后的再生酸进行质量检测,包括酸度、纯度等指标。
9.包装和储存:对质检合格的再生酸进行包装,并按照规定的方式进行储存,确保质量不受影响。
二、操作要求1.操作人员必须熟悉酸再生工艺流程,并具备相应的安全生产知识与技能。
2.在操作过程中,必须佩戴防护手套、防护眼镜和防毒面具等个人防护装备。
3.操作前需要检查设备的运行状态,确保设备正常,并进行相应的清洗和消毒。
4.操作过程中,严禁使用与再生操作无关的工具和设备,确保操作的专业性和精确性。
5.对于溶液的检测和处理,必须按照相关标准和规定进行,确保操作的准确性和可靠性。
6.操作结束后,及时清理设备和操作场地,确保工作环境整洁和安全。
7.废弃物的处理必须符合相关环保要求,禁止随意排放和倾倒。
8.酸再生工艺过程中,应定期对设备进行维护和保养,确保其正常运行和使用寿命。
三、安全注意事项1.操作人员必须严格按照操作规程进行操作,禁止擅自更改工艺流程和操作参数。
2.酸再生过程中产生的气体、溶液和固体均属于危险物质,应在通风良好的场所进行操作。
3.对于涉及有毒、腐蚀性和易燃物质的操作,必须采取相应的措施,严格遵守安全操作规定。
酸再生操作规程资料讲解一、操作准备在进行酸再生操作之前,首先需要对所用设备进行检查和维护,确保其正常运行。
同时,需要根据再生酸性废液的性质和浓度,准备好所需的再生剂和辅助材料。
操作人员应穿戴好相关的个人防护装备,并做好紧急救援准备工作。
二、操作步骤1.开启废液再生设备操作人员应按照设备操作手册的要求,逐步开启再生设备中的各个部分,确保设备正常工作。
这其中包括加热系统、搅拌系统、过滤系统等。
在开启设备的同时,要充分通风,防止有害气体积聚。
2.酸性废液投加将待再生的酸性废液缓慢投加入设备中,同时根据废液的性质和浓度,适量投加再生剂。
注意,投加速度要控制在设定范围内,避免废液和再生剂过快混合,产生剧烈的反应。
3.搅拌混合开启设备中的搅拌系统,确保废液和再生剂均匀混合。
搅拌过程中要注意设备的转速和搅拌时间,以保证混合效果。
4.调节温度和pH值根据废液的特性,需对温度和pH值进行调节。
通常情况下,废液再生操作过程中要保持一定的温度和pH值范围,以保证再生效果。
温度调节可以通过增加或减少加热功率来实现,而pH值调节则需要使用酸碱中和剂。
5.过滤固液分离在完成废液再生反应后,需要对反应液进行过滤固液分离。
通常会使用过滤设备,将反应液中的固体物质分离出来。
根据废液再生的要求,可以选择不同精度的过滤器。
6.处理固体物质对通过过滤得到的固体物质进行处理,通常是干燥或烧结,以进行后续的处置或利用。
要注意固体物质中是否含有有毒有害成分,需采取相应的防护措施。
7.再生酸液处理对过滤后的再生酸液进行后续处理,主要是去除其中的悬浮固体和不溶物。
可以使用离心分离、过滤等方法进行处理,以获得满足再生要求的酸液。
8.质量检验和调整针对再生后的酸液,要进行质量检验,了解其浓度和成分是否满足要求。
如果需要调整酸液的浓度和成分,可根据检测结果进行相应的调整。
9.清洗设备在完成全部操作后,需要对设备进行清洗。
清洗过程中要彻底排除废液和再生剂的残留物,以避免对后续再生操作的影响。
酸站培训资料一、酸站工艺流程简述:循环、调配工序1)酸浴在纺丝凝固反应后回流至酸浴U形管,在真空的作用下进入脱气罐。
经脱气罐去除H2S、CS2气体后的酸浴落入酸浴混合槽。
浓硫酸、硫酸锌均加入酸浴混合槽中,混合后的酸浴靠重力流入酸浴底槽。
进入底槽的酸浴通过酸浴离心泵送入酸浴过滤器,经过滤后的酸浴进入加热器,一部分酸浴直接进入酸浴高位槽,一部分酸浴进入闪蒸系统。
混合槽的用途主要是接收各个工序流入的相同介质的混合物。
酸浴组成中硫酸、硫酸锌的调配加入就在混合槽中完成。
下面几个工序将有相同介质流入混合槽:来自结晶系统的67℅稀硫酸,并通过控制阀门、调节流量。
2)来自浓硫酸高位槽的98℅的浓硫酸,通过阀门流量计来计量控制、调节流量。
3)来自硫酸锌计量槽的硫酸锌,通过控制阀门、流量计来计量调节流量,助剂通过人工调节进行补加。
4)来自脱气系统、高位槽溢流、闪蒸系统、结晶系统的酸浴流入。
闪蒸工序工艺叙述:在闪蒸工序安装有5套生产能力为20T/h的闪蒸装置来满足生产需要。
闪蒸系统是一个多级蒸发装置,下面以一套装置为例说明。
酸浴从高位槽进酸总管(丝束过滤器后)供给蒸发器V10,管路中安装有流量计以显示酸浴的流量。
在系统中V10的气体的释放是真空主导起作用的,V10、V9中的气体混合进入混合冷凝器MK2后被冷凝。
由于真空度的差异,酸浴从V10至V11,V11中被蒸发的水蒸气进入混合冷凝器MK1后被冷凝,V11的酸浴温度被降至40℃。
酸浴在V11真空状态下完成蒸发、脱气这一过程。
酸浴从V11通过循环泵UP逆流进入预加热系统,流量计安装在循环泵出口管路中以显示循环量。
酸浴连续的从预加热器A8—A1—H(加热器)进入蒸发器V1中。
酸浴在预加热器(A8----A1)中加热的蒸气是来自相对应蒸发器中产生的二次蒸汽。
酸浴在加热器中经过四个加热过程,耗用的蒸汽是来自蒸汽站,焙烧VDK二次汽用于酸浴预加热器A0的加热(也可以使用新鲜蒸汽)。
酸再生操作规程酸再生操作规程1.主要技术参数1.1机组能力:处理废酸量6m3/h1.2废酸:来自酸洗机组总铁量:120g/L总HCL:200g/L(游离和化合)1.3再生酸:HCL浓度190~200g/L铁含量≤5g/L产量约5880L/h1.4氧化铁粉:Fe2O3≥98.5%FeO ≤0.4%SiO2≤0.02%CL-≤0.01%H2O ≤0.1%原生粒度≤1.0 m产量约985kg/h(废酸含铁120g/L)1.5炉顶负压:-250Pa1.6炉顶温度:395℃1.7预浓缩器后炉气温度:≤95℃1.8新盐酸性能及盐酸酸洗原液的配制1.8.1新盐酸性能新盐酸(工业合成盐酸GB320-93)无色或浅黄色透明液体,用于配制酸洗机组用盐酸酸洗原液,其性能指标如下表:用于盐酸酸洗的新盐酸,严格限制氟含量,氢氟酸最大允许量为5PPm 。
1.8.2盐酸酸洗原液的配制当新盐酸浓度N=31%,即每吨新酸含HCL 310公斤,H 2O 690公斤。
每吨新盐酸浓度31%,可稀释20%酸洗原液重量: Kg 155020311000=⨯ 每吨新盐酸配制20%酸洗原液稀释耗水量:1550-310=1240Kg式中:31为新盐酸浓度31%20为酸洗原液浓度20%举例:按上述公式计算,配制15500公斤浓度20%的酸洗原液,需要10吨浓度31%新盐酸,耗水12400公斤。
2.工艺过程叙述来自酸洗机组的废酸,收集在废酸罐中,用废酸泵经废酸过滤器送入预浓缩器(流量用气动调节阀自动控制)。
废酸通过预浓缩器循环泵经浓缩酸过滤器送至预浓缩器顶部进行喷洒,与来自焙烧炉的炉气(395℃)进行直接热交换,将废酸中的部分水份(约25~30%)蒸发掉,废酸得到浓缩。
浓缩后的废酸由焙烧炉给料泵经废酸过滤站送至焙烧炉顶部,再经喷杆、过滤网、喷嘴进入焙烧炉进行喷洒。
焙烧炉设有3杆喷枪,每杆喷枪上各装有5个喷嘴,喷枪可自动插入焙烧炉内部。
焙烧炉本体是个钢壳,内衬有耐火耐酸砖,在本体上呈切线均布3个烧嘴加热(600~650℃),使喷洒到炉内浓缩酸蒸发、干燥、结晶分解,其在焙烧炉内反应如下:2FeCl2+2H2O+1/2O2=Fe2O3+4HCL 2FeCl3+3H2O=Fe2O3+6HCL分解后的Fe2O3固体颗粒,以粉末形式落在焙烧炉下部锥体中,经破碎机、旋转阀排放出去,旋转阀可以使焙烧炉内部气体同外部气体隔离开,破碎机用来破碎从焙烧炉壁落下的团块。
酸再生操作规程工作要点:做好本岗位生产前准备工作,严格按操作步骤开机、停机,按时完成设备运行过程中的检查、记录、清洗和检验工作,监控各项工艺参数。
正确使用保护工具:防酸手套、防热手套、防毒面具、防尘面罩、CO检测仪、螺丝刀、扳手、手电筒、榔头、防护眼镜、护目镜、。
操作顺序:一.再生设备启动准备1.与机械方联系,确认机组的机械部分正常。
2.与电气方联系,确认电气、仪表设备正常。
3.操作人员监视和操作控制台,监视各个设备的状态、参数变化情况。
4.打开压缩空气供气主阀门,检查压缩空气压力是否≥0.4 Mpa,否则不能启动酸再生系统设备。
5.打开压缩空气到氧化铁粉料仓反吹及塑烧板除尘系统的连接阀。
6.检查各流量设定值。
7.检查各温度设定值。
8.检查各液位设定值。
9.检查各压力设定值。
10.检查氧化铁粉仓料位。
11.检查氮气、煤气、漂洗水的供应情况。
若煤气压力< 12Kpa,尤其检查煤气管路,关闭放散阀。
12.检查生活水、工业水、脱盐水的供应,若压力< 0.4 Mpa,不能启动设备。
13.启动前注满应急水罐关闭入口及排放阀,打开出口阀。
14.关闭文丘里分离器排放阀。
15.检查漂洗水、酸及其他水管路,关闭所有排放阀。
16.在监视器屏幕上,必须有控制阀的阀位显示,若没有,不能启动设备。
注意事项:1.正确启动和关闭泵及阀门;泵启动前必须到现场检查管道,阀门是否正常;2.泵启动后必须待运行平稳后方可离开,如果不正常要及时处理,故障消除后再启动;泵停止运行后立即将泵内的液体排空;3.焙烧炉在酸操作过程中突然停止,且在10分钟内不能恢复时,充满浓缩废酸的管道和过滤器必须排空清洗;当文丘里循环泵不能运行时,文丘里分离器及其循环泵排空稀释;4.焙烧炉酸操作时,必须保持相应的吸收塔喷洒补充水的供应;5.在再生系统运行期间要始终保持应急水罐注满水;6.按时按要求巡检(每2小时一次)二.将脱盐水或漂洗水输送到再生系统,启动循环系统1.打开洗涤塔供液手动阀,手动打开控制阀,流量打到最大。
酸再生的基本工艺流程1、酸再生的工作原理可用下列方程式准确的表示出来:2FeCl2+2H2O+1/2O2=Fe2O3+4HCl2FeCl2+3H2O= Fe2O3+6HCl2、流程描述:进入酸再生站的酸洗废酸,主要有水、游离盐酸和氯化铁。
来自酸洗线的废酸进入废酸罐。
废酸通过废酸输送泵进入废酸过滤器。
过滤后的酸进入酸再生部分。
首先进入文丘里预浓缩器,恒定量的酸在循环泵的作用下不断的在浓缩器内循环流动,从预浓缩器顶部进入的热空气将与循环酸进行热交换,使废酸中的水分蒸发,废酸的浓度提高。
浓缩后的废酸通过焙烧炉供料泵、酸枪末端的喷头,以雾状喷入反应炉内。
炉内燃烧器产生的热空气使喷嘴喷下的废酸液滴在下落过程中迅速蒸发,酸中的FeCl2分解成Fe2O3。
氧化铁粉固体落入焙烧炉下部后排出。
反应气体从焙烧炉顶部排出,其混合气体主要成分是煤气、水蒸气、HCl以及一定的氧化铁粉。
混合气体经旋风除尘器,除去粉尘,分离出的粉尘重新返回焙烧炉反应炉内。
混合气体从除尘器出来后进入预浓缩器,在预浓缩器内部和温度较低的循环酸直接接触,温度降低。
记过预浓缩器后,仅有少量氧化铁粉存在,其混合气体进入吸收塔。
在吸收塔中,采用脱盐水或漂洗水来吸收混合气体中的氯化氢气体,氯化氢溶于水,在吸收塔底部形成再生酸。
再生酸从吸收塔底部流出后进入再生酸罐,在以后的生产中重新进入酸洗系统。
未被吸收的混合气体以及氯化氢气体从吸收塔顶部逸出,进入二级文丘里除尘器,除尘器顶部喷嘴循环喷淋水通过喷淋进入除尘器喉口与吸收出来的废气充分混合,以降低废气中的粉尘和氯化氢气体。
在二级文丘里与洗涤塔之间设有废气风机,该风机与焙烧炉出口压力连锁,使酸再生设备处于微弱的负压工作状态,以保证氯化氢气体不会逸出。
混合气体在经过风机的同时,得到清洗,经液滴分离器后进入洗涤塔。
洗涤塔在塔顶用脱盐水循环洗涤尾气,气体从吸收塔底部送入,在逆流过程中,降低尾气中氯化氢气体和氯气的含量,同时出去气体中的氧化铁粉微小颗粒。