冷轧酸洗工艺流程 (1)
- 格式:docx
- 大小:20.76 KB
- 文档页数:8
冷轧酸洗工艺流程
冷轧酸洗是一种常用的钢材表面处理工艺,用于去除钢板表面氧化物、油污和其他杂质,提高钢板的质量和表面光洁度。
下面给出了一种典型的冷轧酸洗工艺流程,共分为六个步骤。
第一步:钢板入库
首先,将准备好的冷轧钢板运入酸洗车间,然后进行称重、检验和记录,以确保钢板质量符合要求。
同时,将钢板按照规格和材质分类,并按照生产计划进行排列。
第二步:预洗预处理
将钢板送入预洗槽中,利用高压水枪冲洗钢板表面,去除大部分油污和杂质。
预洗槽中的水需要定期更换,以保持清洁。
第三步:酸洗处理
将预洗后的钢板送入酸洗槽中,酸洗槽中的酸液主要由盐酸和硫酸组成。
酸洗槽温度保持在40-60摄氏度,保持一定的搅拌以确保酸液均匀。
第四步:水洗中和处理
酸洗后的钢板需要进行水洗中和处理,以去除酸液残留和中和钢板表面的酸度。
一般会设置多个水洗槽,将钢板逐一通过,每个槽中的水保持清洁,定期更换。
第五步:表面处理
在完全中和后,将钢板送入表面处理槽中进行表面防锈处理。
常用的表面处理方法有磷化和涂油处理,可以根据实际生产要
求进行选择。
第六步:烘干和质检
表面处理完毕后,将钢板送入烘干炉中进行烘干处理,以去除钢板表面的水分。
烘干完毕后,对钢板进行质量检查,检查项包括表面光洁度、镀锌涂层质量等。
同时进行记录和统计,为下一道工序做准备。
以上就是一种典型的冷轧酸洗工艺流程。
需要注意的是,在整个工艺流程中,需要严格控制各个参数,如温度、浓度、时间等。
同时,还要加强安全防护和环保措施,确保工艺的稳定性和钢板的质量。
冷轧酸洗工艺流程介绍工艺流程:热轧钢卷→步进梁运输机→钢卷拆捆带→中间运输车→钢卷小车→钢卷测径测宽→开卷机→带夹送辊的矫直机→带夹送辊的切分剪→焊接及冲孔→张紧辊→纠偏辊→入口活套→张紧装置→破鳞机→酸洗→漂洗→干燥→张紧装置→纠偏辊→中间活套→纠偏辊→纠偏辊→切边(碎边)→张紧辊→出口活套→纠偏辊→张紧辊→纠偏辊→液压横切剪→入口测厚仪→张紧装置→冷连轧机组→板形仪→飞剪分卷→卷取机→卸卷(离线检查)→步进梁运输机→称重→打捆→标示→入库其工艺过程主要由开卷、矫直、焊接、轧制、剪切和卷取6个过程组成。
其中开卷、矫直和焊接是连轧的准备过程,轧制是主要加工过程,剪切和卷取是轧制过程的结束过连轧前的带钢呈卷状,是经过酸洗已清除氧化铁皮的热轧卷,当采用全连续式轧制方式时,热轧带钢经酸洗后不涂油而代之以钝化方法对带钢进行表面防锈处理。
钢卷将通过空中行车装载在步进梁运输机上的钢卷滑轨上,并从热轧钢卷库运离。
在钢卷通过步进梁运输机运输期间,将自动地进行钢卷宽度和直径的测量。
在钢卷通过运卷小车分配给钢卷小车后,钢卷将被各自的钢卷小车装载到开卷机的卷筒上。
这些操作将自动进行。
由于要满足工艺(酸洗)段满意的不间断稳定操作的原因,生产线的入口段将配置2套开卷机,在带钢从一台开卷机开卷期间,一个新的钢卷将被插入另一台卷取机,一个旋转液压缸将膨胀心轴以牢固地固定钢卷。
一个缓冲辊将用于防止钢卷外圈由于弹跳效果松开。
于是开卷机旋转,一个钢卷头端开卷装置,包括另一个缓冲辊和剥带器将打开带卷的头端并穿入夹紧辊。
带钢开卷后经由夹送辊进入矫直机,夹送辊控制着带钢的进料速度。
矫直的目的是为了使带钢能顺利穿入入口剪,为下一步焊接作准备。
矫直辊依靠压辊字完成矫直工作。
在矫直以后,钢带的头部和尾端的超差部分根据设定的长度将被入口剪切断,剩下的超差(废料)将在生产线内处理。
超差部分将自动被切成钢板并通过斜道转向进入设置在入口剪下的废料箱内。
酸洗工艺流程炼钢
《酸洗工艺流程炼钢》
在钢铁生产中,酸洗工艺是一个非常关键的环节。
酸洗工艺的主要目的是去除钢材表面的氧化皮和锈蚀,以提高钢材的表面质量和增强钢材的耐腐蚀能力。
在炼钢过程中,酸洗工艺流程也扮演着非常重要的角色。
酸洗工艺流程的第一步是清洗。
首先,将待处理的钢材浸泡在清洗液中,去除表面的杂质和油污。
接着,将钢材进行喷淋清洗,确保表面不再有残留的污垢。
接下来是酸洗处理。
将清洗后的钢材浸泡在稀盐酸或稀硫酸中,去除表面的氧化皮和锈蚀。
在酸洗处理过程中,会产生大量的氢气,需要注意通风排气,以防止氢气泄露导致爆炸。
酸洗完成后,需要对钢材进行中和处理,以去除酸液残留并防止对环境的污染。
中和处理后,再进行清洗,确保表面干净无残留。
最后一步是钢材的表面处理。
表面处理可以包括镀锌、喷涂或其他防锈方式,以提高钢材的耐腐蚀能力。
通过酸洗工艺流程的炼钢,可以获得表面光洁、无氧化皮和锈蚀的钢材,提高钢材的使用寿命和品质。
因此,酸洗工艺流程在炼钢中具有重要的作用,是钢铁生产不可或缺的一环。
冷轧生产线酸洗工艺1. 引言冷轧生产线酸洗工艺是冷轧钢板制造过程中的关键工序之一。
通过酸洗工艺,可以去除钢板表面的氧化铁皮、锈垢、油脂等杂质,使钢板表面得到清洁,并为后续工序如镀锌、涂层等提供良好的基础。
本文将介绍冷轧生产线酸洗工艺的流程、主要设备和注意事项。
2. 工艺流程冷轧生产线酸洗工艺的主要流程包括酸洗槽预热、酸洗、清洗及干燥等步骤。
以下是具体的工艺流程:2.1 酸洗槽预热酸洗槽预热是为了提高酸洗效果和工艺稳定性。
通常情况下,酸洗槽预热温度在50℃以上,预热时间约为30分钟。
预热过程中,要注意控制预热温度和时间,避免过热或过长时间的预热导致设备损坏或酸液质量下降。
2.2 酸洗酸洗是将冷轧钢板放入酸洗槽中进行酸洗处理的步骤。
酸洗槽通常采用稀硫酸、稀盐酸或稀硫酸和盐酸的混合酸作为酸洗液。
酸洗液中的酸性成分能够与钢板上的杂质发生化学反应,溶解并去除杂质。
在酸洗过程中,要注意控制酸洗液的温度、浓度和酸洗时间。
一般来说,酸洗温度在40℃到60℃之间,酸洗时间约为1到3分钟。
过高的温度和浓度可能会造成钢板表面的腐蚀,而过短的酸洗时间可能无法完全去除钢板表面的杂质。
2.3 清洗清洗是在酸洗后将钢板从酸洗槽中取出,经过清洗过程去除酸洗液残留和酸洗后产生的固体杂质。
清洗通常使用水进行,可以通过喷淋或浸泡的方式进行清洗,以确保酸洗液和固体杂质彻底去除。
在清洗过程中,要注意控制清洗水的流量、温度和清洗时间。
适当的水流量有助于冲刷掉酸洗液和固体杂质,而过高的温度和过长的清洗时间可能会对钢板表面造成损伤。
2.4 干燥干燥是将清洗后的钢板进行烘干的步骤,以防止钢板表面的水分引起锈蚀。
通常采用热风或热轧过程中的余热进行干燥。
干燥温度和时间要根据钢板厚度和材质的不同进行调整,以确保钢板表面干燥均匀。
3. 主要设备冷轧生产线酸洗工艺中的主要设备包括酸洗槽、清洗设备和干燥设备。
以下是这些设备的主要功能:3.1 酸洗槽酸洗槽可以用于储存和加热酸洗液,起到预热和酸洗钢板的作用。
冷轧不锈钢旳退火及酸洗工艺不锈钢热轧带钢经热带退火酸洗后,为了达到一定旳性能及厚度规定,需进行常温轧制解决,即冷轧。
不锈钢冷轧时发生加工硬化,冷轧量越大,加工硬化旳限度也越大,若将加工硬化旳材料加热到200—400℃就可以消除变形应力,进一步提高温度则发生再结晶,使材料软化。
冷轧后旳退火按退火方式分为持续卧式退火和立式光亮退火;按退火工序分为中间退火和最后退火。
顾名思义,中间退火是指中间轧制后旳退火,而最后退火是指最后轧制后旳退火,两者在工艺控制和退火目旳上无主线区别,因此下文统称为冷轧退火或者退火。
一、持续卧式退火(连退炉)连退炉是目前广为使用旳退火设备,广泛用于带钢旳热解决,其特点是带钢在炉内呈水平状态,边加热边迈进。
炉子旳构造一般重要由预热段、加热段和冷却段构成。
卧式退火炉一般与开卷机、焊机、酸洗线等构成一条持续退火酸洗机组。
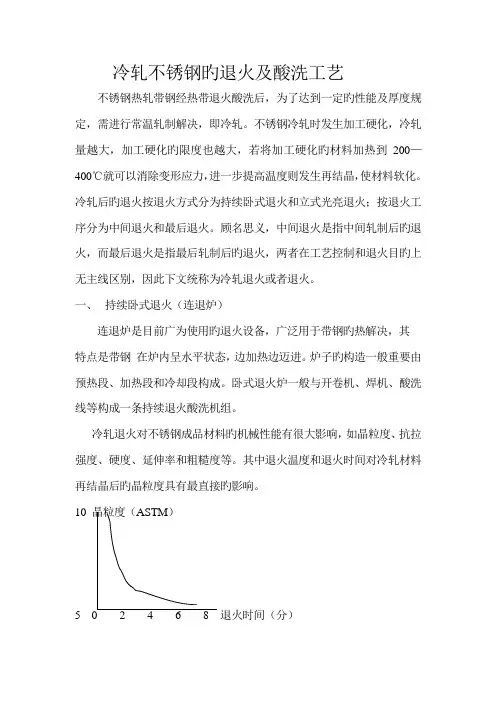
冷轧退火对不锈钢成品材料旳机械性能有很大影响,如晶粒度、抗拉强度、硬度、延伸率和粗糙度等。
其中退火温度和退火时间对冷轧材料再结晶后旳晶粒度具有最直接旳影响。
10 晶粒度(ASTM)5 0 2 46 8 退火时间(分)图1.SUS304带钢1100℃时退火时间与晶粒度关系示意图如前所述,连退炉一般由预热、加热、冷却三大部分构成。
预热段没有烧嘴燃烧,而是运用背面加热段旳辐射热来加热带钢,这样可以有效旳运用热能,节省能源成本。
加热段运用燃料燃烧直接对带钢进行加热,该段一般分为若干各区,每个区均有高温计来控制和显示温度。
燃烧后高达700多度旳废气被废气风机抽出加热室后进入换热器,在换热器内将冷旳燃烧空气进行加热(可加热到400多度),加热后旳燃烧空气直接被送到各个烧嘴。
换热器旳目旳在于有效回收废气热量。
●炉内燃烧条件旳管理。
燃料(液化石油气或天然气)在炉内旳燃烧状况对质量、成本、热效率等均有很大影响。
空燃比是燃烧管理旳一种重要指标。
空燃比越高,燃烧越充足,但是排废量也相应增长,炉内氧含量提高,增长了带钢旳氧化限度。
酸洗工艺流程原料→开卷→入口剪切→焊接→破鳞→夹送机→活套→酸洗→回酸槽→清洗槽→吹扫→漂洗槽→中和槽→吹扫→烘干→出口夹送→出口剪切→卷取。
酸洗工艺参数酸液浓度:黑退火钢带5-20%、光亮退火钢带7-20%、冷硬钢带7-20%,在酸液浓度下限附近时合理温度上限调整酸液温度,保证酸洗质量。
酸液温应:60℃~80℃,二氯化铁含量:≤150ɡ/1。
酸洗速度:≤90m/min。
中和工艺碱液温度:60-80℃碱液PH值:8-12[用PH值试纸检测]蒸汽压力:≤0.4MPa1、酸洗工艺过程中酸液温度对保证酸洗质量和酸牦在合理水平至关重要,因此应避免蒸汽的长时间中断,同时蒸汽压力的大幅波动会造成酸液加热管束的非正常损坏,增加成本。
2、因退火是必需连续的工艺过程,因此退火中需避免煤气、电等突然中断,重新退火对带钢组织和性能有较大影响。
3、热轧带钢表面覆盖着一层氧化铁皮,其重量可达33-55ɡ/㎡,厚度为7.5~15um,甚至可达20um,现代化热连轧机生产的带钢,其表面氧化铁皮厚度也约为10um。
4、为孓保证成口带钢的表面质量,降低力能消牦,减少轧辊磨损和有利带钢深加工,因此钢带冷轧前必须将氧化铁皮处除掉。
5、我们利用氧化铁皮与酸发生化学反应的基本原理,将钢带浸泡在一定浓度和温度的酸液中,并使钢带与酸液相对运动,加速化学反应速度,从而达到清除氧化铁皮的目的。
酸再生工艺流程:废酸收集→废酸过滤→废酸预浓缩→培烧再生→再生酸收集酸再生是将废酸液定量的送往酸再生装置再生成游离酸返回酸洗机组,同时得到氧化铁粉的一个体系。
酸再生过程是一个化学过程,浓缩废酸通过啧抢以雾状喷入焙烧炉内,焙烧炉通过两个喷嘴进行操作,操作期间煤气和空气流量自动控制,流量由孔板和差压传感器测量并在显示屏上显示。
煤气流量:200~300m /h,煤气压力:0.01mpa轧制工艺流程酸洗卷上卷→开卷→矫头→切头→焊接→活套入口夹送→充套→活套出口夹送→连轧(三机架或五机架)→测厚→卷取→分卷剪切→打包→卸卷→吊运技术参数工作辊直径:168mm~175mm(175-550-1388mm)中间辊直径:185mm~190mm(190-520-1244mm)外部支承辊直径:550mm(550-520-1576mm)轧辊辊面宽度:520mm轧制压力:550t~700t设计速度每秒:6米轧制:带钢不经加热而在室温下进行的轧制变形,我们称之为冷轧。
冷轧线酸洗工艺1. 引言冷轧线酸洗工艺是冷轧钢板生产中的一个重要工艺环节。
通过酸洗工艺可以去除钢板表面的铁氧化物、锈蚀、尺寸偏差等缺陷,提高钢板的表面质量和尺寸精度。
本文将介绍冷轧线酸洗工艺的原理、流程以及常见的酸洗剂和设备。
2. 酸洗工艺原理在冷轧线酸洗工艺中,酸洗液主要起到去除表面缺陷和清洁钢板的作用。
酸洗液通常由一种或几种酸性溶液组成,如硫酸、盐酸、硝酸等。
这些酸洗剂可以与钢板表面的氧化物和锈蚀发生化学反应,使其溶解或转化为易于清洁的物质。
酸洗液还可以降低钢板表面的粗糙度,提高表面质量。
3. 酸洗工艺流程冷轧线酸洗工艺一般包括以下几个步骤:3.1 准备工作在进行酸洗之前,需要对待处理的钢板进行准备工作。
首先,需要检查钢板表面是否有明显的氧化物和锈蚀,如果发现有,则需要进行预处理,如机械除锈或喷砂处理。
其次,需要对酸洗设备进行检查和维护,确保其正常运行。
3.2 油脂去除将待处理的钢板放入去油槽中,使用油脂去除剂进行清洗。
油脂去除剂可以将钢板表面的油污和涂层去除,以减少酸洗液的消耗和污染。
3.3 酸洗将经过油脂去除处理的钢板放入酸洗槽中,浸泡一定时间,使酸洗液与钢板表面的铁氧化物和锈蚀发生反应。
酸洗时间一般根据钢板的厚度和表面质量要求进行调整。
3.4 清洗酸洗后的钢板需经过清洗工艺,以去除表面的酸洗液残留。
常用的清洗方法包括水清洗和碱洗。
水清洗可以将酸洗液冲洗掉,碱洗可以中和酸洗液的酸性残留。
3.5 防锈处理为防止酸洗后的钢板再次氧化和锈蚀,需要对其进行防锈处理。
常见的方法包括喷涂防锈液和烘干。
4. 常见的酸洗剂和设备4.1 酸洗剂•硫酸:具有强酸性和去除氧化物的能力,适用于处理高碳钢和不锈钢。
•盐酸:对于低碳钢和冷轧钢板,盐酸是一种常用的酸洗剂。
•硝酸:对于高碳钢和合金钢的酸洗具有较好的效果。
4.2 设备•酸洗槽:由耐酸材料制成的槽体,用于盛放酸洗液和钢板。
•喷淋装置:用于将酸洗液均匀地喷洒到钢板表面,以加速化学反应的进行。
冷轧的工艺流程冷轧是一种将热轧钢坯在室温下通过一系列工艺步骤进行成形的制造工艺。
冷轧工艺流程包括钢坯退火、钢坯入库、钢坯除锈、钢坯卷制、酸洗、冷轧、酸洗液改性、钢带剪切、钢带回火等步骤。
下面将对冷轧工艺流程进行详细分析。
首先是钢坯退火。
钢坯退火是为了降低钢坯硬度和提高塑性,以便后续的冷轧过程能够更容易进行。
在退火过程中,将钢坯加热至一定温度,保温一段时间,然后缓慢冷却,使钢坯结构发生改变,消除内部应力,并提高钢材的可加工性。
接下来是钢坯入库。
钢坯退火后,需要将钢坯送入冷轧生产线,待使用。
入库时需要注意仓库环境的保持,以防止钢坯受潮或受到其他不良环境影响。
然后是钢坯除锈。
钢坯经过入库后,可能会因为长时间的存放而产生锈蚀。
为了确保钢坯的平整度和表面质量,在送入冷轧机之前,需要对钢坯进行除锈处理。
接下来是钢坯卷制。
钢坯除锈后,需要将其送入卷制机进行加工。
卷制机将钢坯卷入卷筒,然后通过轧辊的作用,对钢坯进行压制和拉伸,以改变钢材的形状和尺寸。
然后是酸洗。
卷制后的钢带表面常常存在氧化物、氧化皮和锈蚀等杂质,需要进行酸洗处理,以清除这些杂质。
酸洗过程中,将钢带浸泡在酸液中,通过酸的腐蚀作用,将表面杂质溶解,从而得到干净的钢带表面。
然后是冷轧。
经过酸洗的钢带被送入冷轧机进行冷轧加工。
冷轧机通过辊子的旋转,对钢带进行多次的压制和拉伸,使得钢带进一步改变形状和尺寸。
冷轧的目的是让钢带得到更加均匀的组织结构,提高钢带的强度和韧性。
然后是酸洗液改性。
冷轧过程中产生的润滑剂和油脂等物质会混入酸洗液中,使得酸洗液的清洁度下降。
为了保持酸洗液的清洁度,需要对酸洗液进行改性处理,去除其中的杂质。
然后是钢带剪切。
冷轧后的钢带需要剪切成一定的长度,以满足客户需求。
剪切机通过对钢带的定位和切割,将钢带剪切成所需长度,并使切口平整、无毛刺。
最后是钢带回火。
冷轧后的钢带硬度较高,强度和韧性也相对较低,还需要进行回火处理。
钢带回火是通过加热钢带到一定温度,保温一段时间,然后缓慢冷却,以消除钢带内部应力,提高钢带的韧性和强度。
冷轧酸洗工艺流程
《冷轧酸洗工艺流程》
冷轧酸洗工艺是一种通过酸洗将冷轧钢板表面的氧化皮、锈斑和油污去除,从而提高钢板表面质量的工艺。
下面将介绍一下冷轧酸洗工艺的流程。
首先,冷轧钢板将被送入清洗设备中,通过喷淋清洗和刷洗等方式将钢板表面的油污和杂质清除干净。
清洗后的钢板将被送入酸洗槽中进行酸洗处理。
在酸洗槽中,钢板表面的氧化皮和锈斑会被浓硫酸或稀盐酸等酸性溶液溶解去除,从而达到去除表面氧化层和提高表面光洁度的目的。
酸洗后的钢板会被送入水槽中进行清洗,将残留在表面的酸液冲洗干净。
随后,冷轧钢板将被送入烘干设备中,通过加热将钢板表面的水分蒸发掉,使得钢板表面完全干燥。
最后,经过冷轧酸洗处理后的钢板表面将呈现出光洁、平整的效果,可以进一步进行加工或包装。
总的来说,冷轧酸洗工艺流程涉及清洗、酸洗、清水清洗和烘干等步骤,通过这些流程的处理,冷轧钢板可以得到表面质量较高的处理效果,适用于各种要求严格的板材产品和加工环节。
酸洗工艺流程原料→开卷→入口剪切→焊接→破鳞→夹送机→活套→酸洗→回酸槽→清洗槽→吹扫→漂洗槽→中和槽→吹扫→烘干→出口夹送→出口剪切→卷取。
酸洗工艺参数酸液浓度:黑退火钢带5-20%、光亮退火钢带7-20%、冷硬钢带7-20%,在酸液浓度下限附近时合理温度上限调整酸液温度,保证酸洗质量。
酸液温应:60℃~80℃,二氯化铁含量:≤150ɡ/1。
酸洗速度:≤90m/min。
中和工艺碱液温度:60-80℃碱液PH值:8-12[用PH值试纸检测]蒸汽压力:≤0.4MPa1、酸洗工艺过程中酸液温度对保证酸洗质量和酸牦在合理水平至关重要,因此应避免蒸汽的长时间中断,同时蒸汽压力的大幅波动会造成酸液加热管束的非正常损坏,增加成本。
2、因退火是必需连续的工艺过程,因此退火中需避免煤气、电等突然中断,重新退火对带钢组织和性能有较大影响。
3、热轧带钢表面覆盖着一层氧化铁皮,其重量可达33-55ɡ/㎡,厚度为7.5~15um,甚至可达20um,现代化热连轧机生产的带钢,其表面氧化铁皮厚度也约为10um。
4、为孓保证成口带钢的表面质量,降低力能消牦,减少轧辊磨损和有利带钢深加工,因此钢带冷轧前必须将氧化铁皮处除掉。
5、我们利用氧化铁皮与酸发生化学反应的基本原理,将钢带浸泡在一定浓度和温度的酸液中,并使钢带与酸液相对运动,加速化学反应速度,从而达到清除氧化铁皮的目的。
酸再生工艺流程:废酸收集→废酸过滤→废酸预浓缩→培烧再生→再生酸收集酸再生是将废酸液定量的送往酸再生装置再生成游离酸返回酸洗机组,同时得到氧化铁粉的一个体系。
酸再生过程是一个化学过程,浓缩废酸通过啧抢以雾状喷入焙烧炉内,焙烧炉通过两个喷嘴进行操作,操作期间煤气和空气流量自动控制,流量由孔板和差压传感器测量并在显示屏上显示。
煤气流量:200~300m/h,煤气压力:0.01mpa轧制工艺流程酸洗卷上卷→开卷→矫头→切头→焊接→活套入口夹送→充套→活套出口夹送→连轧(三机架或五机架)→测厚→卷取→分卷剪切→打包→卸卷→吊运技术参数工作辊直径:168mm~175mm(175-550-1388mm)中间辊直径:185mm~190mm(190-520-1244mm)外部支承辊直径:550mm(550-520-1576mm)轧辊辊面宽度:520mm轧制压力:550t~700t设计速度每秒:6米轧制:带钢不经加热而在室温下进行的轧制变形,我们称之为冷轧。
冷轧生产线酸洗工艺1. 引言冷轧生产线酸洗工艺是钢铁行业中常见的一种钢板表面处理工艺。
通过酸洗工艺,可以去除钢板表面的氧化物、锈蚀物和油污等杂质,从而提高钢板表面质量,为后续的处理工艺提供良好的基础。
2. 酸洗工艺步骤冷轧生产线酸洗工艺主要包括以下几个步骤:2.1 钢板进入酸洗槽在冷轧生产线上,钢板经过预处理后,会进入酸洗槽。
酸洗槽一般使用盛有稀硫酸的容器,通过输送装置将钢板送入酸洗槽。
2.2 酸洗钢板在酸洗槽中停留的时间一般为几分钟到十几分钟,具体时间根据钢板的厚度和质量要求而定。
在酸洗槽中,稀硫酸会与钢板表面的氧化物和油污发生化学反应,将其溶解或脱落。
这个过程需要控制酸洗槽中的温度、酸浓度和酸洗时间等参数,以确保酸洗效果。
2.3 冲洗酸洗后,钢板需要经过冲洗工艺,将酸洗槽中的酸液和残留的杂质清洗掉。
一般会采用多级冲洗方式,即通过多道清水喷淋将残留的酸液彻底冲洗干净。
2.4 酸洗后处理酸洗后处理是为了去除冲洗水、油污和残留酸等物质。
可以采用除酸剂、表面活性剂和防锈剂等辅助剂进行处理,以保证钢板表面的清洁和防锈性能。
3. 酸洗工艺的影响因素冷轧生产线酸洗工艺的质量和效果主要受以下几个因素的影响:3.1 酸洗液的配制酸洗液的配制包括稀硫酸的浓度、酸洗槽的温度和循环速度等。
这些参数的选择需要考虑钢板的厚度和杂质的种类和含量等因素。
3.2 酸洗时间酸洗时间是指钢板在酸洗槽中停留的时间。
时间过短会导致酸洗效果不好,时间过长则浪费资源。
因此,酸洗时间的控制非常关键。
3.3 温度控制酸洗槽中的温度对酸洗效果有重要影响。
一般情况下,较高的温度可以加快化学反应速率,但过高的温度可能会导致钢板表面脱碳,影响钢板的性能。
3.4 冲洗水质量冲洗水的质量对去除酸液和杂质有很大影响。
如果冲洗水质量不好,可能会带来新的污染问题。
因此,冲洗水的净化和循环利用非常重要。
4. 酸洗工艺的优缺点冷轧生产线酸洗工艺具有如下优点:•能够有效去除钢板表面的氧化物、锈蚀物和油污等杂质;•提高钢板表面质量,使其更适合后续加工工艺;•可以改善钢板的防锈性能。
冷轧机退火酸洗工艺流程英文回答,Cold rolling and annealing acid pickling process for cold rolling mill.The cold rolling and annealing acid pickling process is an important step in the production of cold-rolled steel. It involves several stages to achieve the desired quality and properties of the final product.1. Cold rolling: The first step in the process is cold rolling, where the steel strip or coil is passed through a series of rollers to reduce its thickness and improve its surface finish. This process also imparts the desired mechanical properties to the steel.2. Annealing: After cold rolling, the steel strip is annealed to relieve internal stresses and improve its formability. Annealing involves heating the steel to a specific temperature and holding it for a certain period of time, followed by slow cooling. This process helps torefine the microstructure of the steel and improve its ductility.3. Acid pickling: Acid pickling is performed after annealing to remove the oxide scale and any otherimpurities from the surface of the steel. The steel stripis immersed in an acid bath, typically containing a mixture of hydrochloric acid and sulfuric acid. The acid reacts with the oxide scale, dissolving it and leaving behind a clean surface.4. Rinse: After acid pickling, the steel strip is rinsed with water to remove any residual acid and prevent further reaction with the steel surface. This step is essential to ensure the quality and integrity of the final product.5. Drying: The rinsed steel strip is then dried using hot air or other drying methods to remove any moisture. This step is important to prevent corrosion and ensure the proper adhesion of subsequent coatings or treatments.6. Inspection: Finally, the dried steel strip is inspected for any defects or deviations from the required specifications. This may include checking the surface finish, thickness, width, and other dimensional properties.中文回答,冷轧机退火酸洗工艺流程。
冷轧酸洗工艺发展历程冷轧酸洗工艺是指利用酸溶液对冷轧钢板进行表面清洁和脱脂处理的工艺。
冷轧酸洗工艺的发展历程可以追溯到19世纪末的钢铁行业,以下是该工艺的发展历程:一、手工酸洗阶段在19世纪末,冷轧钢板的表面质量较差,存在着很多氧化物、油污和焊渣等杂质。
当时的酸洗工艺是由工人手工操作,将冷轧钢板浸泡在稀硫酸溶液中,然后刷洗、冲洗,最后通过水冷却处理。
二、机械酸洗阶段到了20世纪初,随着机械化技术的发展,冷轧酸洗开始引入机械设备,如刷洗机、喷淋机等。
这种机械酸洗工艺虽然提高了生产效率,但仍然存在着工艺过程不稳定、设备维护困难、酸洗液回收困难等问题。
三、连续酸洗阶段20世纪50年代,随着冷轧钢板生产规模的不断扩大,连续酸洗工艺应运而生。
连续酸洗工艺采用了喷淋方式,冷轧钢板在设备中连续通过多个酸洗段,酸溶液不断循环使用。
这种工艺显著提高了生产效率和产品质量,并且减少了酸洗液的消耗。
四、快速酸洗阶段20世纪70年代,为了提高冷轧钢板的表面质量和生产效率,快速酸洗工艺应运而生。
快速酸洗工艺采用了较高浓度的酸溶液和较高温度,使得钢板在酸洗液中的停留时间明显缩短,从而提高了生产效率。
此外,快速酸洗工艺还加入了氰化物作为过氧化物的催化剂,加速钢板表面杂质的溶解。
五、无酸洗阶段随着环保意识的增强,无酸洗技术成为冷轧钢板加工行业的研究热点。
无酸洗技术主要采用高压水射流、喷砂和喷丸等物理方法对冷轧钢板的表面进行清洁和脱脂处理,从而完全替代了传统的酸洗工艺。
无酸洗技术不仅能够节约能源和减少环境污染,还能够提高产品质量和生产效率。
总的来说,冷轧酸洗工艺的发展历程经历了从手工酸洗到机械酸洗,再到连续酸洗和快速酸洗,最后发展到了无酸洗阶段。
这些发展历程的推动,不仅提高了冷轧钢板的表面质量和生产效率,也顺应了环保要求的提高。
冷轧工艺流程→→→→→→→→→→→→→→→→→→→→→→→→→1#入口侧钢卷步进梁输送机技术参数:承载能力:最大35吨移动(固定)梁上钢卷数量:11(10)垂直提升距离:160mm钢卷运送周期:15秒横移速度:最大0.30m/s提升/下降速度:最大0.08m/s转动速度:18°/s升降液压缸行程:656mm移动液压缸行程:3000mm3.3.1.2 1#钢卷小车功能:从1#步进梁输送机11号卷位接收带卷,将其运送到开卷机。
技术参数:承载能力:最大35吨横移距离:5000mm最大横移速度:300mm/s定位精度:±5mm提升速度:120mm/s定位精度(提升):+0到-5mm液压缸行程:1100mm3.3.1.3 外径、宽度测量装置功能:检测钢卷内径的上边缘,以保证钢卷车将钢卷放在卷筒中心线上并计算钢卷外径。
钢卷直径采用激光装置测量,当钢卷在运输到开卷机的过程中测量。
测量钢带宽度以使钢卷与轧制中心线对中。
技术参数:钢卷直径的测量精度约为+/-5mm.3.3.1.4 开卷机功能:打开带卷并提供后张力。
技术参数:卷筒膨胀直径:630mm卷筒公称直径:610mm卷筒收缩直径:560mm开卷机窜动±100mm活塞:约Φ320mm活塞杆约Φ180/260mm行程约68mm对中的液压缸数量:1个活塞约Φ200mm活塞杆约Φ125mm行程约300mm3.3.1.5 开卷机压紧辊功能:穿带时协助开卷机将带头送入准备站。
技术参数:钢辊尺寸:φ275×800mm钢辊表面聚氨脂层厚度:12.5mm液压摆动缸行程:350mm一个液压马达:14MP,56 l/min3.3.1.6 开卷机外支撑功能:在轧制过程中对卷筒自由端提供支承。
技术参数:活塞直径约Φ100mm活塞杆直径约Φ70mm行程约420mm3.3.1.7 带钢对中装置(CPC)功能:由传感器监测带钢边部位置,为开卷机伺服缸提供反馈信号,对进入轧机的带钢进行边部对中。
酸洗工艺流程
原料→开卷→入口剪切→焊接→破鳞→夹送机→活套→酸
洗→回酸槽→清洗槽→吹扫→漂洗槽→中和槽→吹扫→烘
干→出口夹送→出口剪切→卷取。
酸洗工艺参数
酸液浓度:黑退火钢带5-20%、光亮退火钢带7-20%、冷硬
钢带7-20%,
在酸液浓度下限附近时合理温度上限调整酸液温度,保证酸洗质量。
酸液温应:60℃~80℃,
二氯化铁含量:≤150ɡ/1。
酸洗速度:≤90m/min。
中和工艺
碱液温度:60-80℃
碱液PH值:8-12[用PH值试纸检测]
蒸汽压力:≤0.4MPa
1、酸洗工艺过程中酸液温度对保证酸洗质量和酸牦在合理
水平至关重要,因此应避免蒸汽的长时间中断,同时蒸汽压力的大幅波动会造成酸液加热管束的非正常损坏,增加成本。
2、因退火是必需连续的工艺过程,因此退火中需避免煤气、电等突然中断,重新退火对带钢组织和性能有较大影响。
3、热轧带钢表面覆盖着一层氧化铁皮,其重量可达33-55ɡ/
㎡,厚度为7.5~15um,甚至可达20um,现代化热连轧机生产的带钢,其表面氧化铁皮厚度也约为10um。
4、为孓保证成口带钢的表面质量,降低力能消牦,减少轧辊磨损和有利带钢深加工,因此钢带冷轧前必须将氧化铁皮处除掉。
5、我们利用氧化铁皮与酸发生化学反应的基本原理,将钢带浸泡在一定浓度和温度的酸液中,并使钢带与酸液相对运动,加速化学反应速度,从而达到清除氧化铁皮的目的。
酸再生工艺流程:废酸收集→废酸过滤→废酸预浓缩→培烧再生→再生酸收集
酸再生是将废酸液定量的送往酸再生装置再生成游离酸返回酸洗机组,同时得到氧化铁粉的一个体系。
酸再生过程是一个化学过程,浓缩废酸通过啧抢以雾状喷入焙烧炉内,焙烧炉通过两个喷嘴进行操作,操作期间煤气和空气流量自动控制,流量由孔板和差压传感器测量并在显示屏上显示。
煤气流量:200~300m /h,煤气压力:0.01mpa
轧制工艺流程
酸洗卷上卷→开卷→矫头→切头→焊接→活套入口夹送→充套→活套出口夹送→连轧(三机架或五机架)→测厚→卷取→分卷剪切→打包→卸卷→吊运
技术参数
工作辊直径:168mm~175mm(175-550-1388mm)
中间辊直径:185mm~190mm(190-520-1244mm)
外部支承辊直径:550mm(550-520-1576mm)
轧辊辊面宽度:520mm
轧制压力:550t~700t
设计速度每秒:6米
轧制:带钢不经加热而在室温下进行的轧制变形,我们称之为冷轧。
金属在再结晶温度以下进行的轧制变形:
碳钢再结晶温度:450~500℃
热轧钢坯出钢温度:1000~1500℃
热轧钢带终轧温度:≥850℃
例279×2.75→0.5mm
第一轧程(名义尺寸mm)2.75→0.5
轧规(mm):2.75→1.75→1.18→0.82→0.61→0.508
冷轧工艺特点:带钢经冷轧将产生加工硬化(再结晶退火、轧程)。
由于带钢经冷轧产生加工硬化,所以带钢轧到一定程度后,很难继续轧薄。
边部、板形也不同程度出现问题。
由于是将钢带进行再结晶退火,使钢带塑性得以恢复,以便继续轧薄。
在冷轧生产过程中,每次再结晶退火前完成的轧制工作称为一个[轧程]。
冷轧时必须采用工艺润滑:我厂采用乳化液进行工艺润滑。
(光退2~4%、其它1~3%)
乳化液主要由2%~10%的矿物油或植物油、乳化剂和水组成。
冷轧采用工艺润滑,主要作用是减小轧制变形区接触弧上的摩擦系数和摩力,降低钢带的变形抗力[ 变形抗力:金属抵抗塑性变形的能力],使轧制压力降低,这样在己有的轧机能力条件下实现更大的压下,从而能轧制出更薄的钢带。
另一方面,钢带在变形时产生大量的热能,使带钢和轧辊温度升高。
辊温升高会改变辊缝形状,对钢带尺寸精度和板形产生影响。
过高的辊温会引起工作辊火层硬度降低,影响钢带表面质量和轧辊使用寿命。
同时过高的辊温也会破坏浮化液的润滑效果。
冷轧中采用张力轧制:轧制中降低钢带的变形抗力、使钢带保持平直和不跑偏等。
我厂单位张力一般取2~3kg/m㎡。
轧制规程的制定方法:
制定轧制规程依据:产品交货标准或协仪技术条件、设备生产能力等。
制定轧制规程的内容:轧程拟定、道次厚度、道次压下量、道次压下率、总压下率、前后张力、轧制速度和工作辊辊形等。
道次压下率的分配原则一般是:第一、二道压下率最大(特别是第一道),之后道次压下率逐渐减小,以使各道次轧
制压力大致相同(即等轧制压力法),最后一两道为了保证钢带厚度精度和调整好板形,取较小的压下率。
张力主要根据钢带的屈服极限来确定,单位张力一般为0.2~0.6ɑs。
确定冷轧压下率时,一般先按经验对各道压下进行分配,然后按工艺要求并参考经验数据,选定各道的单位张力,最后校对设备的负荷等各项限制条件,并作出适当修改。
在现场,可采用压下分配糸数法,确定各道次压下量,在试轧中核对设备的负荷等各项限制条件,并参照板形再作出适当修改。
平整工艺流程:上料→开卷→S辊→平整→S辊→矫直→S辊→卷取→卸卷→称量→打包→入库
轧辊直径:440~445mm
轧辊辊面宽度:500mm
最大轧制力300T
平整速度0~3M/S
平整延伸率0.5~3%
平整拉矫的作用:消除退火带钢的屈服平台,调整好带钢的力学性能。
改善带钢的平直度,使带钢具有一定的粗糙度。
剪切:为保证带钢两侧边缘整齐,并严格控制其宽度,以满足用户要求。
切边工艺流程:开卷→1#活套→导卫装置→圆盘剪→2#活套→张力→卷取→卸卷→打包→吊运
调刀:上下刀片轴向间隙要按不同钢号、厚度适当调节。
原则是厚带钢间隙大,薄带钢间隙小,优质钢(如高碳钢)的间隙大;上下刀片重合量(重叠量)原则上只要保证剪开带钢即可,带钢越厚,重合量越大,其值如下表所示:
车底炉工艺流程:装炉→进炉→加热→保温→冷却→出炉(每4小时进一炉)
罩式炉工艺流程:炉台装料/放置内罩→内罩的夹紧→内罩/炉台的气密性测试→充保护气→加热罩的放置和点火→加热罩的均热→带加热罩冷却/冷却罩放置→辐射冷却/冷却罩放置→泠却罩风冷→喷淋冷却→内罩/炉台二次抽真空→冷却罩移走/内罩松开/内罩移走→炉台卸料
车底炉:最大外径1800mm×415mm,最小内径508mm
宽度231mm~415mm,厚度0.3mm~1.5mm
最高工作温度:700℃,设计最大装炉量30吨高炉煤气压力:转炉煤气压力:
高炉煤气流量:转炉煤气流量:
钢带热处理:热处理是通过加热、保温和冷却的方法,来改变钢的内部组织结构,从而改兽钢性能的一种工艺。
退火的目的:是要消除冷轧带钢加工硬化、降低硬度、恢复带钢的塑性变形能力。
另方面,是改善组织结构,产生从需要的晶粒大小和取向。
通过对温度,时间的控制使晶粒具有一定的大小和形状,从而改善钢的力学性能和物理性能。
特别注意的是:不同材质、不同宽度及不同厚度的带钢,其退火工艺完全不同。
为了满足客户特殊工艺需要,有时需要进行特殊工艺进行退火,以满足客户需求。