3.酸轧机组工艺介绍
- 格式:pdf
- 大小:1.32 MB
- 文档页数:28
唐山瑞丰钢铁(集团)有限公司唐山瑞丰950酸轧联合机组唐山瑞丰950酸轧联合机组三电设备供货合同详细设计说明书第一卷基础自动化篇工艺控制方案(跟踪)上海宝信软件股份有限公司二零一五年六月唐山瑞丰钢铁(集团)有限公司唐山瑞丰950酸轧联合机组唐山瑞丰950酸轧联合机组三电设备供货合同详细设计说明书第一卷基础自动化篇工艺控制方案(跟踪)编制:顾颖兰编制日期:2015.06.22审核:顾胜超、徐文超审核日期:2015.06.24批准:金云批准日期:2015.06.30上海宝信软件股份有限公司二零一五年六月1.带钢跟踪 (5)1.1关键字 (5)1.2概述 (5)1.3简要工艺流程 (5)1.4系统设计范围 (6)1.5系统通讯方案 (6)1.5.1 L1-L0 数据通讯 (6)1.5.2 L1-L1 数据通讯 (7)1.5.3 L1-HMI 数据通讯 (7)1.5.4 L1-L2 数据通讯 (7)1.2系统配置 (8)1.3系统功能规格 (8)1.3.1应用功能概述 (8)1.3.2系统原理 (10)1.3.3焊缝跟踪 (11)1.3.4物料跟踪 (20)1.带钢跟踪1.1关键字中文表述英文对照带钢跟踪Strip Tracking焊缝跟踪Weld Tracking物料跟踪Material Tracking动作Action1.2概述本文档是关于唐山瑞丰950酸轧联合机组的功能描述。
酸轧联合生产线的带钢跟踪系统是基础自动化级的控制系统的一个主要的、相对高级的功能,由 PLC 控制系统实现。
带钢跟踪系统涉及大量的数据和运算。
在早期的系统中,由于PLC系统能力限制,带钢跟踪通常由过程控制计算机来完成。
实时性和可靠性均难以得到保证。
随着PLC系统能力的提升,使大规模的数据处理和高速运算成为可能。
带钢跟踪逐步转由PLC系统来实现。
在一条现代化的连续带钢生产线的自动控制系统中,带钢跟踪系统是其控制的核心。
几乎所有的自动化带钢连续生产线,均配备有精确的带钢跟踪系统。
唐钢质量管理体系文件版本号:2 文件编号:JS/ZY —QZ —303—1唐钢冷轧薄板厂酸连轧线基本工艺规程(公司秘密)编 制:史文、徐祥来、谷田 审核:批 准:2011年11月20日发布 2011年11月25日实施唐山钢铁集团有限责任公司技术中心更改状态一览表唐钢冷轧薄板厂酸连轧线基本工艺规程文件编号:JS/ZY-QZ-303-11 适用范围本工艺规程适用于唐钢冷轧薄板厂酸连轧生产线。
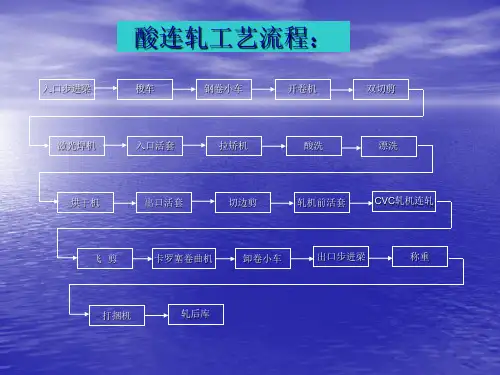
2 工艺流程及简述 2.1工艺流程2.2简述唐钢冷轧薄板厂酸轧联机由酸洗和连轧机两部分构成,具有自动化程度高、工序简洁、生产周期短、生产成本低、设备维修费用少等优点。
酸洗采用达涅利高速Turboflo ®酸洗技术,酸洗段为三段式连续式酸洗生产线,每个酸洗槽都分成几个紊流单元,利用带钢的速度带起紊流并确保从酸槽入口到出口的酸洗均匀性。
酸洗时间短。
浅槽,酸液循环为长循环+短循环,酸液排空和重新启动快。
预漂洗单元+5段式梯流漂洗槽,带钢表面质量好。
另有两台开卷机、一台闪光焊机、一台破磷机、一台切边剪和三个用于连续生产的活套。
冷连轧采用奥钢联五机架连轧,前四架为4辊,最后一架轧机为6辊,采用VAI “Smartcrown”技术,增加了板形控制的效率;具有最先进的HAGC和AFC自动控制功能;配有测厚仪、脉冲测速仪、板型仪;工作辊具有正负弯辊、窜辊功能;在轧机的出口段装有卡罗塞尔卷取机;配有钢卷离线检查站;通过先进的检测仪器及控制手段使产品质量得到保证。
3 产品大纲产品为冷轧低碳钢、低合金高强度钢,年产量为1400000吨。
冷轧产品主要代表规格及所占比例:4 原料验收基准4.1原料规格4.2厚度偏差(GB/T709)注:PT.A---普通精度,PT.B---高级精度(以下略)4.3宽度偏差(GB/T709)4.4同板差4.5不平度(GB/T709)4.6热轧来料断面形状注:凸度是指与轧制方向垂直的横截面上,中点厚度与距带钢边部20mm处厚度的差值。
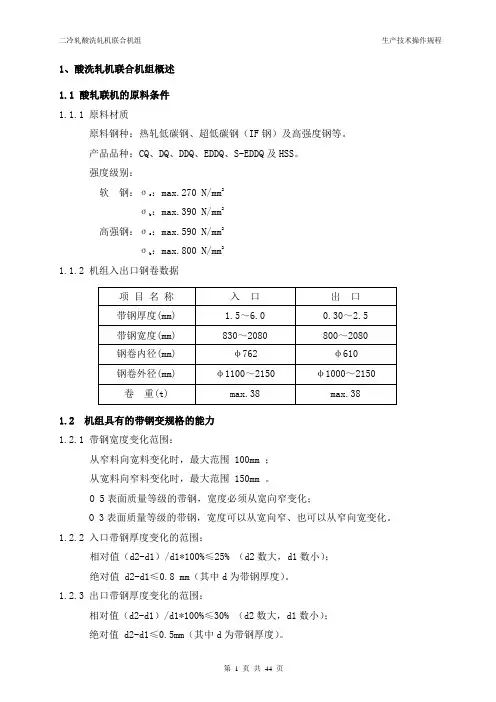
1、酸洗轧机联合机组概述1.1 酸轧联机的原料条件1.1.1 原料材质原料钢种:热轧低碳钢、超低碳钢(IF钢)及高强度钢等。
产品品种:CQ、DQ、DDQ、EDDQ、S-EDDQ及HSS。
强度级别::max.270 N/mm2软钢:σsσ:max.390 N/mm2b:max.590 N/mm2高强钢:σs:max.800 N/mm2σb1.1.2 机组入出口钢卷数据1.2 机组具有的带钢变规格的能力1.2.1 带钢宽度变化范围:从窄料向宽料变化时,最大范围 100mm ;从宽料向窄料变化时,最大范围 150mm 。
O 5表面质量等级的带钢,宽度必须从宽向窄变化;O 3表面质量等级的带钢,宽度可以从宽向窄、也可以从窄向宽变化。
1.2.2 入口带钢厚度变化的范围:相对值(d2-d1)/d1*100%≤25% (d2数大,d1数小);绝对值 d2-d1≤0.8 mm(其中d为带钢厚度)。
1.2.3 出口带钢厚度变化的范围:相对值(d2-d1)/d1*100%≤30% (d2数大,d1数小);绝对值 d2-d1≤0.5mm(其中d为带钢厚度)。
1.2.4 带钢屈服强度变化的范围:从硬钢到软钢为30%,即(y2-y1)/y1*100% ≤30%从软钢到硬钢为45%,即(y2-y1)/y1*100% ≤45%(其中y为带钢的屈服强度,y2数大,y1数小)2 酸洗部分技术操作规程2.1酸洗基本工艺参数:入口最大速度: 700m/min酸洗段最大速度: 270m/min出口最大速度: 320m/min穿带最大速度: 60m/min甩尾最大速度: 120 m/min酸洗段加速度、减速度:入口: 0.78m/s2酸洗工艺段: 0.30m/s2出口: 0.44m/s2焊机型号:米巴赫HSL21型激光焊机酸洗段最大加热能力: 670t/h酸洗槽总长度: 3×35+2.5=107.5m酸洗时间(酸洗速度270m/min) 105/270×60=23s活套的储存量:入口活套: 668m出口1#活套: 290m出口2#活套: 448m2.2 酸洗各岗位技术操作规程2.2.1 酸轧原料库:2.2.1.1 酸轧原料库用途:有效储存热轧钢卷;自然冷却热轧钢卷;处理不合格钢卷2.2.1.2 主要技术要求堆放形式:按卷位堆放两层上料温度:≤80℃2.2.1.3 原料技术条件:二冷轧厂原料是热轧厂供给的热轧齐边带钢钢卷,按原料验收标准收料 (验收过程中不能直接检查的项目如宽度、厚度、板形和凸度表面质量等应在生产过程中检查),发现问题再进行判定,退料或处理掉不合格部分。
酸轧机组设备工艺操作规程(DOC 44页)1、酸洗轧机联合机组概述1.1 酸轧联机的原料条件1.1.1 原料材质原料钢种:热轧低碳钢、超低碳钢(IF钢)及高强度钢等。
产品品种:CQ、DQ、DDQ、EDDQ、S-EDDQ及HSS。
强度级别::max.270 N/mm2软钢:σsσ:max.390 N/mm2b:max.590 N/mm2高强钢:σs:max.800 N/mm2σb1.1.2 机组入出口钢卷数据1.2 机组具有的带钢变规格的能力1.2.1 带钢宽度变化范围:从窄料向宽料变化时,最大范围 100mm ;从宽料向窄料变化时,最大范围 150mm 。
O 5表面质量等级的带钢,宽度必须从宽向窄变化;O 3表面质量等级的带钢,宽度可以从宽向窄、也可以从窄向宽变化。
1.2.2 入口带钢厚度变化的范围:相对值(d2-d1)/d1*100%≤25% (d2数大,d1数小);绝对值 d2-d1≤0.8 mm(其中d为带钢厚度)。
1.2.3 出口带钢厚度变化的范围:相对值(d2-d1)/d1*100%≤30% (d2数大,d1数小);绝对值 d2-d1≤0.5mm(其中d为带钢厚度)。
1.2.4 带钢屈服强度变化的范围:从硬钢到软钢为30%,即(y2-y1)/y1*100% ≤30%从软钢到硬钢为45%,即(y2-y1)/y1*100% ≤45%(其中y为带钢的屈服强度,y2数大,y1数小)中不能直接检查的项目如宽度、厚度、板形和凸度表面质量等应在生产过程中检查),发现问题再进行判定,退料或处理掉不合格部分。
2.2.1.4库工操作要点:2.2.1.4.1收料:对经质检站判合格或签收的钢卷进行收料,并及时在计算机上输入储位。
2.2.1.4.2.钢卷的堆放:1.同一批料必须堆放在一起。
2.底层与第二层垂直错位不得超过100mm,卷垛中心线与轨道平行度偏差小于200mm。
2.2.1.4.3.对于不能生产的钢卷要及时吊走,进行处理。
冷轧酸轧机组工艺流程与冷轧产品综述一、引言冷轧是金属材料加工工艺中的一种重要环节,通过在室温下将金属材料压制成所需厚度和宽度的产品。
冷轧工艺主要应用于钢材、不锈钢、铝等材料的加工中。
冷轧酸轧机组是冷轧生产线的关键设备,通过机械压力和酸洗工艺,将热轧卷材经过一系列处理步骤,获得平整度高、厚度均匀、表面光洁的冷轧产品。
本文将对冷轧酸轧机组的工艺流程进行详细介绍,并对常见的冷轧产品进行综述,以期帮助读者了解和掌握这一领域的基础知识。
二、冷轧酸轧机组工艺流程2.1 准备工作在冷轧酸轧机组开始工作之前,需要进行一系列准备工作,包括设备检查、原材料准备和设备调试等。
设备检查主要是确保机械设备的正常运行、安全性和稳定性。
原材料准备包括提前准备好待加工的热轧板卷或钢坯等。
设备调试是为了保证机械设备在工作状态下的正常运行。
2.2 酸洗准备酸洗是冷轧酸轧机组的关键工艺之一,目的是去除热轧板卷表面的氧化皮和锈蚀物,以提高产品的表面质量和性能。
酸洗准备包括酸洗槽的清洁和酸液的配制。
酸洗槽的清洁是为了去除上一批产品加工残留物,以避免对下一批产品的影响。
酸液的配制需要根据不同材料和工艺要求来确定酸浴的成分和浓度。
2.3 酸洗工艺酸洗工艺包括浸酸、洗涤、中和和淋水等步骤。
首先,将待处理的热轧板卷或钢坯浸入酸槽中,使其表面与酸液充分接触,以去除氧化皮和锈蚀物。
然后,将酸洗后的产品进行洗涤,以去除酸液残留。
接着,使用碱液中和酸洗过程中产生的酸性物质,以保证产品表面的中性。
最后,使用水进行淋水处理,以确保产品表面无任何残留物。
2.4 冷轧工艺经过酸洗后的产品进入冷轧机组进行冷轧加工。
冷轧工艺通过机械力的作用,使得产品的厚度和宽度发生变化,同时提高其平整度和尺寸精度。
冷轧机组通常包括多辊机、矫直机和切割机等设备。
在冷轧过程中,需对轧辊进行定期润滑和更换,以保证机组的连续稳定运行。
2.5 表面处理经过冷轧加工的产品表面通常需要进行进一步的处理,以改善其表面质量和耐腐蚀性能。
酸轧机组酸洗板末机架轧制功能开发应用发布时间:2022-06-20T08:46:35.733Z 来源:《福光技术》2022年13期作者:彭雁樊艳勇吴少焜艾新荇[导读] 许多企业对钢材的高性能、低成本提出越来越高的要求,因此酸洗板具有良好的市场前景。
广西钢铁集团有限公司冷轧厂广西防城港 538000摘要:广西钢铁冷轧厂酸轧机组是一条连续、高效的五机架连轧机组,通过末机架轧制功能开发,酸轧机组可实现连轧模式和末机架轧制模式两种生产工艺。
本文从技术改造角度介绍酸轧机组酸洗板末机架轧制功能的开发应用。
关键词:酸轧机组;酸洗板;末机架轧制;延伸率。
Abstract:Picking line tandem cold mill in Guangxi iron & steel cold rolling plant is a continuous and efficient pickling and continuous 5 stds rolling mill。
Through the development of out pass stand rolling function, picking line tandem cold mill can realize two production processes: continuous rolling mode and out pass stand rolling mode. This paper introduces the development and application of the picking line tandem cold mill from the perspective of technical transformation.Key Words:Picking line tandem cold mill;acid wash coil;out pass stand rolling;elongation。
酸轧工艺流程1#张力辊 2#张力辊 1#纠偏辊 入口活套(2#、3#纠偏辊) 3#张力辊 破鳞拉矫机 4#张力辊 酸洗槽 4#纠偏辊 漂洗槽 烘干机 5#张力辊 5#纠偏辊 酸洗出口活套 6#纠偏辊 月牙剪 7#纠偏辊 切边剪(碎边剪) 6#张力辊 去毛刺辊 8#纠偏辊 联机活套(9#纠偏辊) 10#纠偏辊 7#张力辊 11#纠偏辊 8#张力辊 入口液压剪 三辊稳定辊 1#---5#轧机 板形仪 出口夹送辊 转鼓式飞剪 卡罗塞尔卷取机 出口步进梁 打捆 称重 标识 步进梁双切剪 矫直机 激光焊机 开卷机 轧后库 成品卷酸轧工艺说明钢卷运输在酸洗入口段,钢卷的运输由步进梁、托辊站、钢卷旋转装置、No.1/ No.2 上卷小车等组成。
平行于酸轧机组中心线。
No.1/ No.2 上卷小车分别垂直于酸轧机组中心线。
用车间行车将原料库内存放的热轧钢卷吊放到步进梁运输机上,钢卷经过测量宽度、对中、拆除捆带、旋转等操作后,由步进梁将钢卷运到入口 No.1 固定鞍座上,入口往返小车根据生产情况可以将钢卷从入口 No.1 固定鞍座送到No.2 固定鞍座上。
上卷小车根据开卷状况进行接卷。
然后钢卷由上卷小车输送到等待位置。
在等待位置,上卷小车调整钢卷中心与开卷机芯轴中心重合后,再将钢卷运到开卷机卷筒上。
钢卷带头由夹送穿带装置送到夹送矫直机矫平后,带头送至入口分切剪进行切头,当前一个钢卷还在生产时,带头将自动停留在 No.2 转向夹送辊前的等待位置。
入口段在上一个钢卷的带尾快要甩尾之前,开卷机上的自动停车装置将及时对入口段进行减速,当达到甩尾速度时,处理器的矫直辊压下,同时焊机后 No.1 张力辊的压辊也压下。
一旦带尾离开开卷机,其卷筒立即收缩,同时夹送辊和矫直机抬起。
然后,如前所述,可以进行下一个钢卷相同的穿带程序。
被矫直的带尾送进入口分切剪,切去不合格部分。
通过分切剪前的对中装置,可以进行直角剪切。
矫直辊压下深度根据来料钢种和规格自动设定,并可人工干预。