超精密车削时切屑形成及表面微观形貌形成机理的研究
- 格式:pdf
- 大小:162.44 KB
- 文档页数:3
切削过程中材料去除机制及切屑形态演化研究切削是一种常见的机械加工方法,通过在工件上施加切削力,去除材料以形成所需的形状和尺寸。
然而,在切削过程中,材料的去除机制以及切屑的形态演化是一个复杂而关键的问题。
研究这些问题不仅有助于深入理解切削过程的本质,还能够指导切削工艺的优化和刀具的设计。
在切削过程中,材料的去除主要通过切削刀具与工件的相对运动来完成。
刀具与工件之间形成一定的切削角,并施加一定的切削力。
切削刀具的刀尖与工件表面相交,形成一个刀尖接触区域。
在这个接触区域内,切削角与切削力共同作用下,材料开始发生塑性变形和切削磨损,从而被去除。
材料的去除机制可分为切削剪切和切削破碎两种。
切削剪切是指材料沿着刀具刃口形成的剪切面上的原子间滑动和轧制,最终导致材料的断裂。
在切削过程中,切削剪切是主要的去除机制。
在搬运切屑的同时,切削刀具也会受到一定的摩擦磨损。
切削剪切的具体机理涉及塑性变形、切削力分析以及刀具与工件接触面的应力分布等方面,仍然是切削研究的重要课题。
切削破碎是指材料在切削过程中发生裂纹和破碎,从而被去除。
切削破碎主要发生在脆性材料或强脆性材料的加工中。
在加工过程中,由于切削刀具的剧烈冲击或高应力作用下,材料发生裂纹、破碎或剥落,并随着切削过程的进行而脱离工件表面。
切削破碎的研究对于脆性材料的切削加工具有重要的指导意义。
切削过程中形成的切屑是切削去除过程的副产品,除了研究切削机理外,研究切屑形态演化也是切削研究的重要内容之一。
切屑的形态与切削工艺参数、材料性质以及刀具性能都密切相关。
切屑可以分为连续切屑、不连续切屑和层状切屑三种形态。
连续切屑具有光滑的表面和较大的形变能,是切削过程中的预期形态。
而不连续切屑和层状切屑通常是由于材料的脆性或切削参数不当引起的,会导致切削过程的变动和不稳定,影响加工质量和效率。
切削过程中材料的去除机制和切屑形态演化的研究一直是学术界关注的热点。
通过对切削剪切和切削破碎的研究,可以优化切削工艺参数、提高刀具的设计和材料的加工性能。
镍基单晶高温合金DD5磨削成屑机理研究*于贵华1, 朱 涛1, 蔡 明1, 安志欣1, 王成静2, 罗书宝1(1. 辽宁石油化工大学 机械工程学院, 辽宁 抚顺 113001)(2. 辽宁石油化工大学 石油化工学院, 辽宁 抚顺 113001)摘要 为研究镍基单晶高温合金DD5的磨削去除机理,提高其加工效率,针对镍基单晶高温合金具有显著各向异性的特点,建立基于Hill 模型的三维有限元磨削模型,研究镍基单晶高温合金DD5的表面加工形貌和切屑形貌,分析切屑形貌演变过程及其磨削力变化,探究磨削速度对切屑形貌和切屑形成频率的影响。
研究表明:在磨削参数范围内,加工DD5容易出现锯齿形切屑;磨削力呈稳定增加并伴有一定的周期性波动,其波动情况与锯齿形切屑相对应;随着磨削速度的增大,磨粒能更快进入切削阶段,其临界成屑厚度由0.225μm 最终降为0.158 μm ,成屑阶段占比由85.0%提高到89.5%;临界划擦厚度受磨削速度变化影响不大;随着磨削速度的增加,DD5切屑形貌由锯齿分节密集堆叠的单元节状向连续型锯齿状转变,最后发展为条形带状切屑。
关键词 磨削;切屑形貌;镍基单晶高温合金DD5;有限元分析中图分类号 TG58; TH161 文献标志码 A 文章编号 1006-852X(2023)06-0760-12DOI 码 10.13394/ki.jgszz.2022.0169收稿日期 2022-10-11 修回日期 2023-01-16作为航空发动机涡轮盘、转子叶片、涡轮导向叶片等关键零部件的主要材料,镍基单晶高温合金具有优异的物理和化学性能,例如抗蠕变性能、耐高温性能、抗冲击性能等[1-2]。
然而,这些优异的力学性能也给其加工制造带来了巨大困难,使其出现加工质量差、加工成本高等缺点[3]。
和其他传统加工方式相比,磨削加工具有加工质量好、精度高等特点,能够满足镍基单晶高温合金在特殊工况下的使用条件[4]。
但是,在磨削过程中镍基单晶高温合金仍出现磨削温度高、磨削力大、能量损耗高、加工效率低等难点[5]。
超精密加工技术广东工业大学机电工程学院魏昕一、概述¾超精密加工技术的内涵¾超精密加工技术的地位与作用¾超精密加工技术所涉及的技术领域¾超精密加工技术的现状与发展趋势一、概述1. 超精密加工技术的内涵精密加工技术:加工精度1—0.1μm,表面粗糙度Ra <0.1 μm的加工技术;超精密加工技术:加工精度<0.1μm,表面粗糙度Ra <0.02μm的加工技术;纳米加工技术:加工精度达0.001μm(1nm),表面粗糙度Ra <0.005 μm的加工技术。
随着加工技术的不断发展,超精密加工的技术一、概述2、超精密加工技术的地位与作用(1)超精密加工技术是实现现代制造业发展目标(提高机电产品的性能、质量和发展高新技术)的重要手段。
例如,集成电路的集成度。
(2)超精密加工技术已成为国际竞争中取得成功的关键技术。
所能达到的精度水平代表了一个国家的制造业能力和水平。
(3)精密工程、微细工程和纳米技术是现代制造技术的前沿。
/序超精密机械精度要求1导弹、飞机的惯性导航系统中的气浮陀及其马达轴承尺寸精度、圆度、圆柱度要求达到亚微米级2人造卫星仪表轴承表面粗糙度达到1纳米,圆度、圆柱度达纳米级3激光陀螺反光镜表面粗糙度达纳米,平面度达0.05微米4精确制导仪表零件精度达纳米级,若其陀螺转子轴线偏离0.5纳米,就会引起100米左右射程误差5计算机硬盘驱动器、光盘、复印机的精密零件精度达100纳米6微电子芯片刻线机刻线宽度在50纳米以下7基因操作机械移动距离在纳米级,移动精度在0.1纳米(原子尺度)现代超精密机械对精度的要求超精密加工是尖端技术产品发展不可缺少的关键加工手段关系到现代飞机、潜艇、导弹性能和命中率的惯性陀螺框架;激光核聚变用的反射镜;大规模集成电路的各种基片;计算机磁盘基底及复印机磁鼓;各种高精度的光学元器件;各种硬盘及记忆体的衬底等。
×一、概述3、超精密加工技术所涉及的技术领域(1)加工技术即加工方法与加工机理。
试述超精密切削时积屑瘤生产规律和它对切削过程和加工表面粗糙度的影响。
介绍如下:
1.生产规律:
•在低速切削时,h0值比较稳定;在中速时,h0值不稳定。
•在进给量f很小时,h0较大。
•在背吃刀量ap<25um时,h0变化不大;在ap>25um时,h0将随ap的值增大而增大。
•刀具的微观缺陷也将直接影响积屑瘤的高度,完整刃的积屑瘤高度比有微小崩刃的刀刃积屑瘤高度小。
2.对切削过程的影响:
•积屑瘤高时切削力大,积屑瘤小时切削力小。
•积屑瘤如生长稳定,起到了保护了刀具,提高了刀具的使用寿命的作用;如频繁脱落,则加剧了刀具的磨损,降低了刀具的使用寿命。
3.对加工表面粗糙度的影响:
•积屑瘤伸出切削刃外的部分高低不平,外形极不规则,增大了已加工表面的粗糙度,降低了表面加工质量。
钻削过程切屑受力建模及有限元仿真研究一、概述钻削过程是金属加工中常见的加工工艺之一,其切削过程中切屑的形成和受力情况对加工质量和工件表面粗糙度有着重要影响。
本文将针对钻削过程中切屑受力建模及有限元仿真研究展开深入探讨,从宏观和微观两个角度分析切屑的形成机理和受力情况,旨在为钻削工艺提供更深入的理论基础和实用指导。
二、切屑形成机理分析1. 切屑形成的基本过程在钻削过程中,切屑的形成是由刀具对工件进行切削,其中金属材料在刀具作用下形成的薄层即为切屑。
切屑形成的基本过程可以简要概括为切屑的起始、发展和脱离三个阶段。
切屑的形成机理主要包括切削热、切削变形、切削厚度和切屑形状等因素的综合作用。
2. 切屑形成的影响因素切屑形成受到诸多因素的影响,包括工件材料性能、刀具的材料和几何形状、切削参数、冷却液的使用等。
不同的工件材料、刀具材料和切削参数组合会导致切屑的形态、厚度和温度等特性的差异,从而影响切屑的排屑能力、切屑的排屑性能和对切屑的进一步加工。
三、切屑受力情况分析1. 切屑的受力特点切屑在形成过程中会承受来自刀具的切削力、切削热和切屑自身的重力等多种力的作用。
其中,切削力是切屑受力的主要载荷,其大小和方向直接影响切屑的形状和质量。
切屑受力还与刀具的几何形状、切削参数和切削状态等因素相关。
2. 切屑的受力模型有限元分析是研究切屑受力的有效方法之一,通过建立钻削加工的切屑受力模型,可以分析切屑在加工过程中的受力情况。
通过有限元仿真可以得到切屑的应变、应力分布以及切屑的变形情况,从而为钻削工艺的优化提供理论支持。
四、有限元仿真研究1. 切屑受力的有限元模型建立在进行有限元仿真时,首先需要建立钻削过程中切屑受力的有限元模型。
该模型需要考虑刀具、工件、切屑和切削液等多个物理对象及其之间的相互作用,同时要考虑切屑受力的非线性、瞬态和热传导等特性。
通过对切屑受力的有限元模型建立,可以准确地模拟切屑在切削过程中的受力情况。
表面技术第53卷第6期超声振动辅助车削SiCp/Al切屑形成机理及表面粗糙度研究林洁琼1,于行1,周岩1,谷岩1*,周晓勤2(1.长春工业大学 机电工程学院,长春 130000;2.吉林大学 机械与航空航天工程学院,长春 130000)摘要:目的研究切屑形成机理对加工过程的影响。
方法超声振动辅助车削技术通过刀具振动的拟间歇切削特征控制切屑尺寸和切屑形态,从而提高了加工表面质量。
针对SiCp/Al复合材料的切屑形成机理,探究常规车削和超声振动辅助车削的切屑形成过程。
研究了颗粒分布对第一变形区变形阶段的影响,以及不同加工方式下切削参数对切屑形态的影响。
最后,描述了切屑自由表面和刀-屑接触界面的颗粒损伤形式,以直观地描述常规车削与超声振动辅助车削SiCp/Al复合材料加工中切屑的形成过程。
结果通过测试加工后工件表面形貌发现超声振动辅助车削的切屑更加连续、切屑尺寸较小的加工表面粗糙度更小,常规车削的表面粗糙度为0.805 μm,超声振动辅助车削的表面粗糙度为0.404 μm,超声振动辅助车削比常规车削的表面粗糙度降低了49.8%。
结论与常规车削相比,超声振动辅助车削有利于减小切屑厚度。
超声振动辅助车削得到的切屑更加连续,避免了切屑碎裂,促进了切屑的顺利排出。
通过对切屑形态进行研究,选择最优切削参数可以有效提高工件表面质量。
关键词:超声振动辅助车削;SiCp/Al;切屑形成机理;颗粒损伤;表面完整性;粗糙度中图分类号:TG663 文献标志码:A 文章编号:1001-3660(2024)06-0144-13DOI:10.16490/ki.issn.1001-3660.2024.06.013Chip Formation Mechanism and Surface Roughness of SiCp/AlComposites by Ultrasonic Vibration-assisted TurningLIN Jieqiong1, YU Hang1, ZHOU Yan1, GU Yan1*, ZHOU Xiaoqin2(1. College of Electrical Mechanical Engineering, Changchun University of Technology, Changchun 130000, China;2. School of Mechanical and Aerospace Engineering, Jilin University, Changchun 130000, China)ABSTRACT: SiCp/Al is a metal matrix composite. It has excellent properties such as wear resistance, high temperature resistance, and fatigue resistance, and is widely used in fields such as aerospace, automobiles, electronics. The excellent physical and chemical properties of SiCp/Al composite materials have attracted widespread attention from the industry.With the application of SiCp/Al composite materials in these fields, there is an urgent demand for their precision收稿日期:2023-04-06;修订日期:2023-07-03Received:2023-04-06;Revised:2023-07-03基金项目:国家自然科学基金(U19A20104);吉林省高性能制造及检测国际科技合作重点实验室(20220502003GH)Fund:National Natural Science Foundation of China (U19A20104); Jilin Province Key Laboratory of International Science and Technology Cooperation for High Performance Manufacturing and Testing (20220502003GH)引文格式:林洁琼, 于行, 周岩, 等. 超声振动辅助车削SiCp/Al切屑形成机理及表面粗糙度研究[J]. 表面技术, 2024, 53(6): 144-156.LIN Jieqiong, YU Hang, ZHOU Yan, et al. Chip Formation Mechanism and Surface Roughness of SiCp/Al Composites by Ultrasonic Vibration- assisted Turning[J]. Surface Technology, 2024, 53(6): 144-156.*通信作者(Corresponding author)第53卷第6期林洁琼,等:超声振动辅助车削SiCp/Al切屑形成机理及表面粗糙度研究·145·machining technology, as well as research on machining methods and cutting mechanisms to improve surface quality.In the processing of SiCp/Al composite materials, the smooth discharge of chips and the prevention of chip fragmentation and adhesion on the processed surface can effectively improve the surface quality of the work piece. The effect of chip formation mechanism on the machining process was explored. Ultrasonic vibration assisted cutting technology improved the chip size and shape through the quasi-intermittent cutting characteristics of tool vibration, thereby improving the surface quality of machining. The chip morphology of SiCp/Al composite materials was analyzed through comparative experiments of conventional cutting and ultrasonic vibration assisted cutting. The particle distribution in the shear deformation zone stage and the effect of cutting parameters on chip morphology were studied.The chip morphology of conventional and ultrasonic vibration assisted cutting was compared from three aspects: feed rate, cutting depth and rotational speed. Due to the presence of SiC particles in SiCp/Al composite materials, the material began to deform along the boundaries of the particles, and the effective stress reached the material yield strength for the first time. During the deformation process, the increase of stress might cause particle movement and fracture. Therefore, during the cutting process, due to the continuous changes in the position of the particles cut by the tool, the angle of the boundary line at the beginning of deformation changed, leading to fluctuations in the shear angle within a certain range.And the chip segmentation degree Gs was introduced for quantitative comparison between conventional cutting and ultrasonic vibration assisted cutting experiments. It was found by comparison that the sawtooth degree of conventional cutting was 0.264-0.685, and the sawtooth degree of ultrasonic vibration assisted cutting was 0.085-0.364. The sawtooth shaped chips formed by ultrasonic vibration assisted cutting were not obvious, which avoided the fracture of the free surface of the chip at the crack. Finally, the particle damage forms of the chip free surface and the tool chip contact interface were described to visually describe the chip formation process in conventional cutting and ultrasonic vibration assisted cutting of SiCp/Al composites. Ultrasonic vibration assisted turning with more obvious elastic recovery was beneficial for reducing chip thickness.The chips obtained by ultrasonic vibration assisted cutting are more continuous, avoiding chip fragmentation and promoting the smooth discharge of chips. By observing the surface morphology of the work piece after processing, it is concluded that the smaller and more continuous the chip size, the smaller the surface roughness of the machined surface, while the surface roughness for conventional cutting is 0.805 μm. The surface roughness of ultrasonic vibration assisted turning is0.404 μm. Compared with traditional turning, ultrasonic vibration assisted turning can reduce surface roughness by 49.8%. Byobserving the morphology of chips and selecting the optimal cutting parameters, the surface quality of work piece processing can be effectively improved.KEY WORDS: ultrasonic vibration assisted turning; SiCp/Al; chip formation mechanism; particle damage; surface integrity;roughness近年来,以SiC、TiB等硬质颗粒为主增强的新型金属基复合材料因性能优异而在汽车等领域表现出良好的市场应用价值,然而SiC等增强颗粒的加入,导致加工过程变得困难,例如切削力急剧增大、刀具使用寿命减少以及表面质量下降等,切屑形成过程反映了SiCp/Al复合材料的加工过程,研究SiCp/Al 复合材料的切屑形成,有助于掌握SiCp/Al复合材料的加工状态,对优化SiCp/Al复合材料加工参数有重要意义[1-2]。
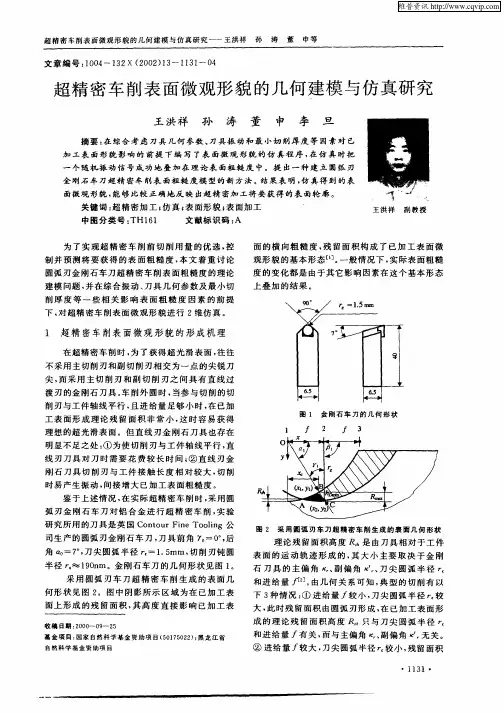
超精密车削时切屑形成及表面微观形貌形成机理的研究摘要:在亚微米级cnc 超精密车床上进行了单晶金刚石刀具切削试验,根据试验结果分析了切屑形成机理和最小切削厚度与表面粗糙度之间的关系,建立了加工表面微观形貌的几何模型。
研究结果表明:通过计算最小切削厚度值可预测金刚石车削加工可获得的表面粗糙度值。
1 引言随着超精密切削机床及其控制技术的迅速发展,切削加工范围已由金属等塑性材料逐渐延伸到玻璃、陶瓷等各种难加工材料。
由于金刚石刀具的物理化学性能以及极薄切削层特性等的影响,使超精密切削具有与普通切削不同的特殊规律。
早在几十年前,国外许多学者就对超精密加工表面形成机理进行了理论探讨和试验研究,但受当时条件的局限,对超光滑表面微观形貌形成机理的解释还具有一定的片面性。
本文通过用单晶金刚石刀具对铜合金和铝合金材料进行超精密微切削试验,在试验结果的基础上系统研究了最小切削厚度与表面粗糙度之间的关系,并从微切屑的形成、最小切削厚度、变形等方面研究了超光滑加工表面微观形貌的形成机理。
2 切屑的形成机理通过研究微切屑的形成与加工表面粗糙度之间的关系,可以揭示刀具几何形状和切削参数对加工表面粗糙度的影响。
为此,我们在哈尔滨工业大学自行研制的hcm-1 型亚微米级超精密车床上进行了一系列切削试验。
试验材料为铜合金;切削深度为1~10μm;进给量为3μm/r;主轴转速为1500r/min。
从局部放大的切屑sem照片上可以看出:切削铜合金时产生的切屑是由剪切滑移的层状薄片堆积形成,且卷曲成螺旋状。
试验表明:沿圆弧刀具切削刃的有效切削厚度是一个变量,在切削刃与待加工表面接触点处切削厚度达到最大值。
当切削厚度较大时,切屑的表面结构较紧密;切削厚度较小时,切屑的表面结构则较疏松;同时,随着切削深度的减小,切屑的卷曲半径增大。
观察加工表面微观形貌的afm 照片和切屑的sem照片可以发现:因刀具磨损造成的切削刃不完整性复映到加工表面上,从而产生平行于切削方向的刀具刮痕。
超精密切削加⼯主要指⾦刚⽯⼑具的超精密切削超精密切削加⼯主要指⾦刚⽯⼑具的超精密切削。
超精密切削的⼯作机理:普通的切削的切削深度⼀般远⼤于材料晶粒的尺⼨,切削加⼯以数⼗计的晶粒团为加⼯单位,在切削⼒的作⽤下从基体上去除⾦属。
⽽超精密加⼯的切削层很薄或尺⼨很⼩,切削深度和进给量必然很⼩,特别是亚微⽶和纳⽶级的超精密切削,切削深度通常⼩于材料晶粒直径,使的切削只能在晶粒内部进⾏。
超精密切削时的切削⼒的特征为:切削⼒微⼩,单位切削⼒很⼤,切削⼒随着切削深度的减⼩⽽增⼤,⽽在切深很⼩时切削⼒却急剧上升。
超精密切削加⼯的特点与应⽤(1)单位切削⼒⼤实现纳⽶级的超精密加⼯的物理实质是切断材料的分⼦、原⼦间的结合,实现原⼦或者分⼦的去除,因此切削⼒必须超过晶体内部的分⼦、原⼦结合⼒。
(2)切削温度由于超精密切削的切削⽤量极⼩以及⾦刚⽯⼑具和⼯件材料具有的⾼导热性,因此超精密切削温度相当低。
(3)⼑刃圆弧半径对最⼩切削厚度的限制⼑具刃⼝半径限制了其最⼩的切削厚度,⼑具刃⼝越⼩,允许的最⼩切削厚度也越⼩。
超精密切削的应⽤超精密加⼯主要⽤于加⼯软⾦属材料以及光学玻璃、⼤理⽯和碳素纤维板等⾮⾦属材料,主要加⼯对象是精度要求很⾼的镜⾯零件。
(下图是超精密切削球⾯镜的加⼯原理图)球⾯镜的加⼯原理1-主轴;2-凹⾯镜;3-⼑具轴超精密磨削超精密磨削是当代能达到最低磨削表⾯粗糙度值和最⾼加⼯精度的磨削⽅法。
超精密磨削去除量最薄,采⽤较⼩修整导程和吃⼑量来修整砂轮,是靠超微细磨粒等⾼微刃磨削作⽤,并采⽤较⼩的磨削⽤量磨削。
超精密磨削要求严格消除振动,并保证恒温及超净的⼯作环境。
超精密磨削的光磨微细摩擦作⽤带有⼀定的研抛作⽤性质。
1.超精密砂轮磨削的磨削超精密砂轮磨削机理:( 1 ) 超微量切除超精密磨削是⼀种极薄切削,切屑厚度极⼩,磨削深度可能⼩于晶粒的⼤⼩,磨削就在晶粒内进⾏,因此磨削⼒⼀定要超过晶体内部⾮常⼤的原⼦、分⼦结合⼒,从⽽磨粒上所承受的切应⼒就急速地增加并变得⾮常⼤,可能接近被磨削材料的剪切强度的极限。
切屑形成机理与切屑控制技术引言:在金属加工过程中,切割金属材料时产生的切屑往往会对加工表面质量、切削力和工具寿命等产生重要影响。
因此,研究切屑的形成机理及采取相应的切屑控制技术,对于提高金属加工的效率和质量具有重要意义。
本文将深入探讨切屑的形成机理,并介绍一些常见的切屑控制技术。
一、切屑形成机理切削过程中,切削刃对工件材料产生剪切作用,使其沿剪切面断裂形成切屑。
切屑形成的主要机理可以总结如下:1. 剪切切屑机制剪切切屑在主要为金属材料由剪切力沿着剪切面发生形变和破坏,最终形成顺着剪切面滑移的切屑。
这种切屑机制在高速切削中最为常见。
2. 挤压切屑机制挤压切屑机制主要适用于某些低可塑性金属材料,例如铸铁、铝合金等。
在切削过程中,由于材料可塑性较低,无法顺利地进行流动,使其在切削区域发生挤压而形成切屑。
3. 破碎切屑机制破碎切屑机制主要适用于一些硬度较高的材料,例如高速钢、硬质合金等。
在切削过程中,由于材料的硬度较大,切削刃与材料发生剪切作用时,材料很难产生滑移,而是发生局部破碎,最终形成破碎切屑。
二、切屑控制技术为了克服切屑对金属加工过程的不利影响,研究人员提出了多种切屑控制技术,并在实践中取得了显著的效果。
以下列举几种常见的切屑控制技术:1. 切向切削切向切削是一种通过增大切削刃的前微倒角来控制切屑形状的技术。
通过增大切削刃的前微倒角,可以使切削刃对工件材料施加的剪切力变小,从而减少切屑的形成。
2. 冷却润滑技术冷却润滑技术是通过在切削过程中对切削区域进行冷却和润滑,减少切削温度和摩擦,从而降低切削力和改善切屑的形成。
常用的冷却润滑技术包括切削液喷射冷却、切削油润滑等。
3. 切屑断裂技术切屑断裂技术是通过在切削过程中断裂切屑来改善切削效果。
在切削过程中,通过添加切削冲击、振动等外力,可以使切屑发生断裂,减少其长度和表面质量,从而提高切削效率。
4. 切削参数优化技术切削参数优化技术是通过调整切削参数,如进给速度、转速、切削深度等,来改善切屑形成和控制效果。
微切削加工单位切削力及表面加工质量的尺寸效应研究一、本文概述随着现代制造业的快速发展,微切削加工技术在微电子、光学、生物医疗等领域的应用日益广泛。
微切削加工具有高精度、高效率、低能耗等优点,是实现微型零件高精度制造的关键技术之一。
然而,由于微切削加工中切削厚度、切削速度等参数较小,导致单位切削力及表面加工质量出现显著的尺寸效应。
因此,深入研究微切削加工中的单位切削力及表面加工质量的尺寸效应,对于提高微切削加工精度、优化加工参数、提升加工效率具有重要意义。
本文旨在通过理论分析和实验研究,探讨微切削加工中单位切削力及表面加工质量的尺寸效应。
通过理论模型建立微切削加工过程中的力学模型,分析切削参数对单位切削力的影响规律。
通过实验手段,研究不同切削参数下微切削加工表面的形貌特征和加工质量,揭示尺寸效应对表面加工质量的影响机制。
结合理论分析和实验结果,提出优化微切削加工参数的策略和方法,为提高微切削加工精度和效率提供理论支持和实践指导。
本文的研究内容不仅有助于深入理解微切削加工过程中的力学行为和表面加工质量变化规律,还为微切削加工技术的进一步发展和应用提供理论支撑和实践指导。
通过本文的研究,有望为微型零件的高精度制造和微型器件的制造提供新的思路和方法。
二、微切削加工基本理论微切削加工,也称微细切削加工或微型切削加工,是指在微米甚至纳米尺度上进行的切削加工过程。
这一加工领域与传统的宏观切削加工有着显著的区别,主要体现在切削深度、切削宽度和切削速度等参数上。
微切削加工的理论基础建立在传统的切削加工理论之上,但由于其尺度效应,许多宏观切削加工中的假设和理论在微观尺度下可能不再适用。
在微切削加工中,单位切削力是一个重要的参数,它直接影响到切削过程的稳定性和加工效率。
单位切削力的大小取决于刀具的几何形状、切削材料的物理性质以及切削条件等因素。
在微观尺度下,由于材料去除的体积非常小,单位切削力对加工过程的影响变得更加显著。