三爪卡盘装夹车削偏心轴
- 格式:ppt
- 大小:2.26 MB
- 文档页数:31

—科教导刊(电子版)·2019年第05期/2月(中)—285车削加工偏心件的方法马立军(东风汽车公司高级技工学校湖北·十堰442000)摘要针对偏心工件车削加工特点,分别介绍了三爪卡盘车削、四爪卡盘车削、两顶尖车削和专用夹具车削加工方法。
说明了三爪卡盘加工偏心工件时垫片厚度与偏心距的计算、修正方法以及相互之间的关系。
探讨了偏心工件车削加工时需要注意的事项。
关键词偏心件偏心距车削加工中图分类号:TH162文献标识码:A 0引言在机械传动中,回转运动变为往复直线运动或往复直线运动变为回转运动时,一般通过偏心零件来完成。
例如车床床头箱采用偏心工件带动的润滑泵、汽车发动机中的曲轴等。
因此,偏心件车削是车削加工中经常遇到的加工问题。
偏心零件即是零件的外圆和外圆或外圆和内孔的轴线平行而不重合,两条轴线之间的距离称为偏心距。
偏心零件的加工原理基本相同,主要是在装夹方面采取措施,将需要加工偏心部分的轴线找正到与车床主轴旋转轴线相重合进行加工。
一般偏心工件车削的方法有五种,即利用三爪卡盘车偏心工件、利用四爪卡盘车偏心工件、利用前后两顶尖车偏心工件、利用偏心卡盘车偏心工件、利用专用夹具车偏心工件。
为确保偏心零件使用中的工作精度,加工时必须控制好轴线间的平行度和偏心距精度。
1偏心工件车削的方法1.1利用三爪卡盘加工偏心件长度较短、数量较多的偏心工件,可在三爪卡盘上进行车削。
根据偏心工件偏心距的大小分两种情况加以讨论。
(1)工件偏心距较小(e ≤5-6mm )时,可在三爪卡盘的一个卡爪垫上垫片使工件产生偏心(见图1),垫片厚度x 与偏心距e 间的关系为x=1.5e (12)(1)式中,x 为垫片厚度(mm );e 为偏心工件的偏心距(mm );D 为夹持部位的工件直径(mm )。
图1:三爪卡盘平垫片偏心件加工图2:三爪卡盘扇形垫片偏心件加工(2)如图2所示,工件的偏心距较大时,最好使用扇形垫片,扇形垫片厚度x 与偏心距e 的关系为x=1.5e (1+2+7)(2)由于卡爪与工件表面接触位置的偏差及垫片夹紧后的变形,当车削偏心精度要求较高的工件时,先按式(2)计算出垫片厚度,试车削并实测偏心距误差后,需再对垫片厚度进行修正,修正后的公式为,x 调=x +1.5e(3)式中,x 调为调整后垫片厚度(mm );x 为加工时垫片厚度(mm );e 为车削后偏心距误差(mm )。
在三爪自定心卡盘上车偏心轴
一、实训目的
1、掌握在三爪自定心卡盘上垫垫片车偏心工件的方法。
2、掌握偏心距的测量和检验方法。
二、偏心的加工方法
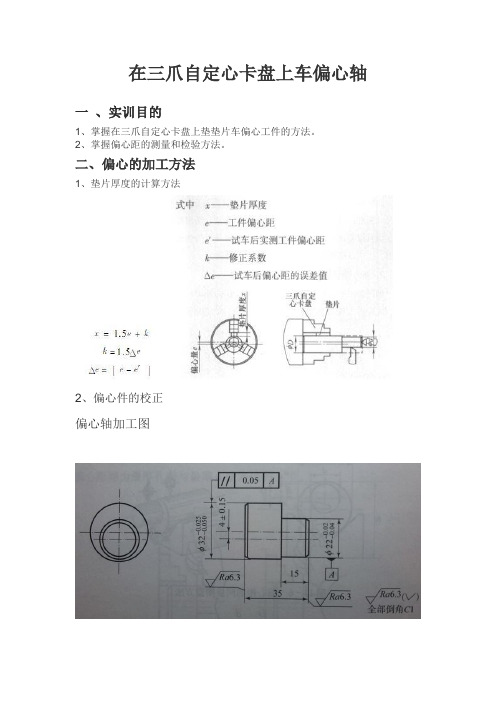
1、垫片厚度的计算方法
2、偏心件的校正
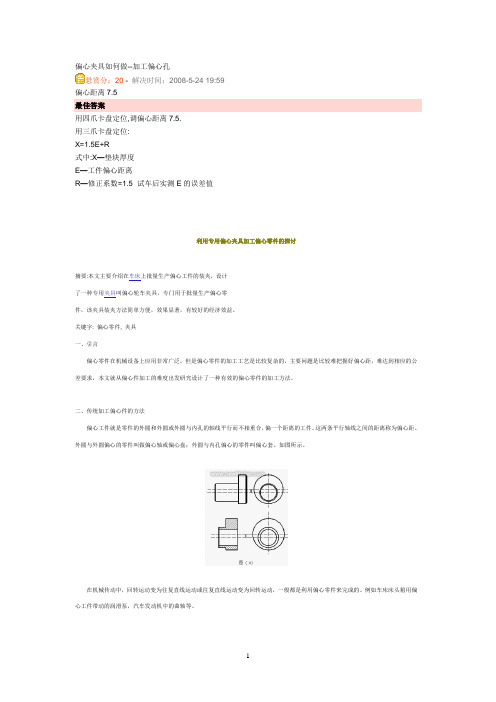
偏心轴加工图
3工艺参数
(1)选CS6140车床,使用三爪自定心卡盘偏心垫块完成加工(2)选择硬质合金90°外圆车刀
(3)切削用量选择
主轴转速每分钟600转,进给量每转0.18mm, 背吃刀深度粗车3mm, 精车0.5mm
4、加工步骤如下:
(1)下料ø35mm×40mm, 45#圆钢
(2)在三爪自定心卡盘上装夹工件时,伸出长度约25mm
(3)车端面见光
(4)粗、精车外圆直径尺寸ø32mm,长26mm.
(5)倒角1x45°
(6)调头在三爪上垫垫片夹持工件,并校正夹紧
(7)去总长35mm,
(8)粗、精车ø22mm,长15mm
(9)倒角1x45°
(10)检验合格后卸工件。
偏心夹具如何做--加工偏心孔悬赏分:20 - 解决时间:2008-5-24 19:59偏心距离7.5最佳答案用四爪卡盘定位,调偏心距离7.5.用三爪卡盘定位:X=1.5E+R式中:X —垫块厚度E —工件偏心距离R —修正系数=1.5×试车后实测E 的误差值利用专用偏心夹具加工偏心零件的探讨摘要:本文主要介绍在车床上批量生产偏心工件的装夹,设计了一种专用夹具叫偏心轮车夹具,专门用于批量生产偏心零件,该夹具装夹方法简单方便,效果显著,有较好的经济效益。
关键字: 偏心零件, 夹具一、引言 偏心零件在机械设备上应用非常广泛,但是偏心零件的加工工艺是比较复杂的,主要问题是比较难把握好偏心距,难达到相应的公差要求,本文就从偏心件加工的难度出发研究设计了一种有效的偏心零件的加工方法。
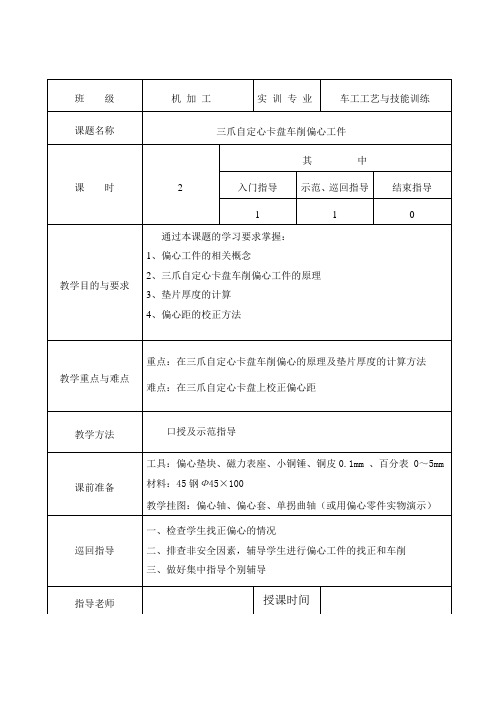
二、传统加工偏心件的方法偏心工件就是零件的外圆和外圆或外圆与内孔的轴线平行而不相重合,偏一个距离的工件。
这两条平行轴线之间的距离称为偏心距。
外圆与外圆偏心的零件叫做偏心轴或偏心盘;外圆与内孔偏心的零件叫偏心套。
如图所示。
在机械传动中,回转运动变为往复直线运动或往复直线运动变为回转运动,一般都是利用偏心零件来完成的。
例如车床床头箱用偏心工件带动的润滑泵,汽车发动机中的曲轴等。
偏心轴、偏心套一般都是在车床上加工。
它们的加工原理基本相同;主要是在装夹方面采取措施,即把需要加工的偏心部分的轴线找正到与车床主轴旋转轴线相重合。
一般车偏心工件的方法有5种,即在三爪卡盘上车偏心工件,在四爪卡盘上车偏心工件,在两顶尖间车偏心工件,在偏心卡盘上车偏心工件,在专用夹具上车偏心工件。
三、传统车偏心件的工艺分析1、利用三爪卡盘装夹(1)车削方法长度较短的偏心工件,可以在三爪卡盘上进行车削。
先把偏心工件中的非偏心部分的外圆车好,随后在卡盘任意一个卡爪与工件接触面之间,垫上一块预先选好厚度的垫片,经校正母线与偏心距,并把工件夹紧后,即可车削。
垫片厚度可用近似公式计算;垫片厚度X=1.5e(偏心距)。
一、偏心工件的相关概念在机械传动中,把回转运动变为往复直线运动或把直线运动变为回转运动,一般都是用偏心轴或曲轴来完成的。
例如车床主轴变速箱中用偏心轴带动的润滑油泵,汽车发动机中的曲轴等。
偏心工件: 外圆和外圆的轴线或内孔与外圆的轴线平行但不重合(彼此偏离一定距离)的工件。
偏心轴:外圆与外圆偏心的工件。
偏心套:内孔与外圆偏心的工件。
偏心距:两平行轴线之间的垂直距离。
偏心轴偏心套偏心轴、偏心套一般都在车床上加工。
其加工原理基本相同,都是要采取适当的安装方法,将需要加工偏心圆部分的轴线校正到与车床主轴轴线重和的位置后,再进行车削。
加工偏心零件时的精度除尺寸要求外,还应注意控制轴线间的平行度和偏心距的精度。
二、三爪自定心卡盘车偏心工件1)三爪自定心卡盘车削偏心对于长度较短、形状比较简单且加工数量较多的偏心工件,也可以在三爪自定心卡盘上进行车削。
其方法是在三爪中的任意一个卡爪与工件接触面之间,垫上一块预先选好的垫片,使工件轴线相对车床主轴轴线产生位移,并使位移距离等于工件的偏心距。
2)垫片厚度的计算垫片厚度X可按下列公式计算:X=1.5e±K K≈1.5△e式中X——垫片厚度,mm;e ——偏心距,mm;k ——偏心距修正值,正负值可按实测结果确定, mm (实测偏心距比工件要求的大,则垫片厚度的正确值应减去修正值;如果实测偏心距比工件要求的小,则垫片厚度的正确值应加上修正值);△e——试切后,实测偏心距误差, mm;3)举例例如:在三爪自定心卡盘加垫片的方法车削偏心距e=4 mm的偏心工件,试试切后测得偏心距为3.06mm,计算垫片厚度X。
解:先暂时不考虑修正值,初步计算垫片的厚度:X=1.5e=1.5×3=4.5mm垫入4.5mm厚的垫片进行试切削,然后检查其实际偏心距是3.06mm,那么其偏心距误差为:△e=3.06-3=0.06 mmK≈1.5△e=1.5×0.06=0.09 mm由于实测偏心距比工件要求的大,则垫片厚度的正确值应减去修正值,即:X=1.5e-K=1.5×3-0.09=4.41mm4)校正偏心(a)将工件车成一根光轴,直径为D,长为L,使工件两平面与轴线垂直。

三爪卡盘装夹偏心件中卡爪圆弧对垫片厚度的影响分析李成思;刘欣宁【摘要】利用三爪卡盘装夹偏心工件进行车削时,常在一个卡爪上垫一定厚度的垫片后进行装夹.文章先对三爪卡盘卡爪装夹状态进行分析,然后计算讨论卡爪圆弧曲率半径的两种极限情况和采用平垫片时垫片厚度与卡爪圆弧曲率半径和宽度的关系,得出利用三爪卡盘装夹偏心工件进行车床加工时,采用圆弧垫片是比较理想装夹方式的结论[1].【期刊名称】《南方农机》【年(卷),期】2017(048)020【总页数】2页(P43-44)【关键词】三爪卡盘;曲率半径;偏心距;双圆弧垫片;平垫片【作者】李成思;刘欣宁【作者单位】河南工业职业技术学院机械工程学院,河南南阳 473000;北京理工大学机械与车辆学院,北京 100081;河南工业职业技术学院机械工程学院,河南南阳473000【正文语种】中文【中图分类】TG51三爪卡盘是用来夹紧工件的机械装置。
机械加工中常遇到长度较短、偏心距较小的偏心轴类、套类零件的装夹问题,通常在普通车床上利用三爪卡盘装夹后进行加工,装夹方法是在三爪卡盘的一个爪上垫上一定厚度的垫片。
在装夹偏心零件的过程中,垫片的厚度如何确定,三个爪夹持面的圆弧对垫片的厚度是否有影响,影响的程度如何,文章对此进行分析与计算[2-4]。
装夹状态如图1所示,分析三爪卡盘卡爪的装夹情况。
工件夹持部分的半径为r,圆心为O,偏心距离为e,偏心部分的工件半径为R,圆心为O,三爪卡盘卡爪圆弧的曲率半径为ρ,卡盘圆弧部分的宽度为b,偏心垫片的厚度为x。
作O D⊥PB,由已知条件OB=r,OA=r,OB=R,OA=R,OO=e,AA'=X,PB=PB'=ρ 可得,在直角三角形O'DO中,∠O'OD=60°,OD=esin30°=0.5e,O'D=esin60°=,垫片厚度:将(3)、(4)代入(5)可以得到:分两种情况进行讨论:2.1 当曲率半径ρ=0时,卡盘的三个卡爪与工件为点接触,公式(6)可化简为:此时状态如图2所示。
讲授新课a)偏向盘b)偏向套c)偏心轴图1 偏心工件一、偏心的概念外圆和外圆轴线或内孔与外圆的轴线平行而不重合(偏一个距离)的零件叫偏心工件。
这两条平行轴线之间的距离称为偏心距e。
外圆与外圆偏心的零件称为偏心轴,如图17-1(a)所示。
外圆与内孔偏心的零件称为偏心套,如图17-1(b)所示。
偏心轴、偏心套一般都在车床上加工。
它们的加工原理基本相同,无论采用什么样的装夹方式,只要把它们需要加工偏心部分的回转轴线校正到跟主轴旋转中心重合就可以。
在三爪自定心卡盘上车偏心工件就是在某一个卡爪上垫上一定厚度的垫片,使工件产生偏心,然后进行车削,如图17-2 所示。
这种方法适用于长度较短,数量较多,偏心距较小的偏心工件。
二、在三爪自定心卡盘上安装偏心工件的方法和步骤1.计算垫片厚度x(图17-2)x=1.5 e±K K ≈1.5Δe2.制作偏心垫片为防止在装夹时产生挤压变形的现象,应选择硬度较高的材料做垫片。
3.装夹工件工、量、刃具准备:切削用量选取:解读评分表:加工步骤:课题总结1.本次课主要学习了偏心的概念、偏心工件的划线方法、在三爪自定心卡盘安装和车削偏心工件和车偏心的注意事项。
播放了车偏心的视频。
同学们也进行了相应的练习。
通过讲解和演示及练习,布置作业补充材料使学生进一步增强对重点内容的认识和理解。
更加深了对车偏心的感性认识。
进而激发学生练习的浓厚兴趣。
希望同学们多动手、多练习,以提高车偏心的熟练程度。
2.偏心距的测量归纳成表1 ,以便学生记忆。
表1 偏心距的测量测量方法适应范围工件类别夹具在两顶尖间测量偏心距较小偏心轴(有中心孔)顶尖偏心套小锥度心轴在V形架上测量偏心距较大偏心轴或偏心套V形架1.简述偏心工件的概念。
2.简述偏心轴与偏心套的区别。
3.简述在三爪自定心卡盘上车偏心工件的适用场合。
4.简述如何检测具有不同精度要求的偏心距。
5.简述用划线找出偏心工件轴线的适用场合。
6.简述打样冲眼的要求。
典型零件车削实例项目一使用花盘装夹车削复杂零件一、基础知识花盘是一个使用铸铁制作的大圆盘,盘面上有很多长短不同呈辐射状分布的通槽或T 型槽。
用于安装各种螺钉来紧固工件,花盘可以直接安装在车床主轴上,其盘面必须与主轴轴线垂直,并且盘面平整。
花盘再使用时必须找正,安装好花盘后,装夹工件前应该认真检查以下两项内容。
1.检测花盘盘面对车床主轴轴线的端面圆跳动2.检测花盘盘面的平行度误差连杆零件【工艺分析】(1)加工表面分析。
(2)精度分析。
(3)加工路线。
【加工步骤】1.车削基准孔时的装夹步骤2.加工基准孔3.车削孔时的装夹步骤4.加工孔定位套用定位套校正中心距5.中心距检测6.两平面对基准孔轴线垂直度检测7.两孔轴线平行度误差的检测【注意事项】(1)车削内孔前,一定要认真检查花盘上所有压板、螺钉的紧固情况,然后将床鞍移到车削加工的最终位置,用手转动花盘,检查工件、附件是否与小滑板前端及刀架碰撞、以免发生事故。
2)压板螺钉应靠近工件安装,垫块高度应与工件厚度相同。
3)车削时,主轴转速不宜过高,切削用量不宜过大,以免引起振动,影响孔的精度。
同时,转速过高时,离心力大,还容易发生事故。
项目二车削细长轴1.细长轴的加工特点工件长度跟直径之比大于25倍(L/d>25)的轴类零件称为细长轴。
加工时,需要重点解决中心架和跟刀架的使用、工件热变形伸长、合理选择车刀几何形状等3个关键技术。
2.细长轴的装夹方法细长轴通常使用一顶一夹或者两顶尖装夹法,为了增强刚性,装夹时还可以采用中心架、跟刀架或者其他辅助支承。
(1)常用装夹方法。
①中心架直接支承。
②中心架间接支承。
③一端用三爪自定心卡盘,一端用中心架。
④使用三爪跟刀架。
2)装夹细长轴的注意事项。
①当毛坯弯曲较大时,应使用四爪单动卡盘装夹,因为四爪单动卡盘可调整被夹工件的圆心位置。
当工件毛坯加工余量充足时,可以“借正”弯曲过大的毛坯部分。
②卡爪夹持毛坯不宜过长,一般为15~20 mm1~5 mm的钢丝绕一圈在夹头上充当垫块。
车削偏心轴孔三爪卡盘所需垫片厚度尺寸的计算方法朱光力摘要加工单件偏心轴(孔),可在普通车床上用三爪卡盘并在某一夹爪下塞一调整垫片来进行。
垫片厚度的基本尺寸容易计算得出,但其尺寸公差的计算常常是加工者的难题,也很少有文章介绍。
本文主要介绍了利用线性尺寸链与平面尺寸链相结合的方法来求解垫片厚度尺寸的公差。
关键词三爪卡盘调整垫片平面尺寸链线性尺寸链单件、小批量偏心轴(孔)零件的加工,可在普通车床上利用三爪卡盘进行。
在一个夹爪上设置垫片,使工件要加工的回转面与工件被三爪所夹住的定位圆偏心,达到加工偏心轴(孔)的目的,该方法不需另外的工装夹具,简便实用。
垫片的厚度根据零件所要求的偏心量计算得出,具体计算方法如下。
1 垫片厚度基本尺寸计算如图1所示,设工件定位圆半径为r,夹爪组成的回转圆半径为Rj,要加工的圆与工件定位圆所要求的偏心距为e,应设置的垫片厚度为c。
图1由图2可知c=Rj+e-r(1)由图3及余弦定理得r2=e2+R2j -2eRjcos60°(2)解式(2)一元二次方程得(3)因为三爪必须夹住工件的半个圆以上,才能夹住工件,当e=rctg60°时,三爪中两个没塞垫片的夹爪的夹点连线刚好在定位圆直径上,即三爪只夹着工件定位圆的半个圆,夹不住工件,所以,要使三爪夹住工件,则工件加工轴(孔)的偏心量必须满足e<rctg60°∴又∵Rj>0故式(3)应取为(4)由已知条件e、r及求出的Rj代入式(1),即可求出垫片的厚度基本尺寸。
2 垫片厚度尺寸上下偏差的计算由e、Rj 、c、r4个尺寸构成一线性尺寸链(图2所示),另外,由e、r、Rj3个尺寸构成一平面尺寸链(图3所示)。
将两个尺寸链结合起来,构成了如图4所示的平面尺寸链,由于r、c尺寸可直接获得,e为间接保证,所以e为封闭环,可以写出关系式e=f(c、r)即由图2得图2图3图4Rj=c+r-e(5)将式(5)代入式(2)整理得3e2-3(r+c)e+2rc+c2=0(6)求解整理得如前所述e<rctg60°(7)由式(7)求偏导数(8)(9)可以证明式(8)小于0,因此r为平面尺寸链中的减环,同样可以证明式(9)大于0,因此c为平面尺寸链中的增环。
车削轴类零件常用装夹方法在车削轴类零件的过程中,装夹方法可是个大问题,关乎到零件的精度和加工效率。
说到装夹,大家可能想到的就是那种大铁钳子,咔嚓一声就把东西夹死的感觉,其实这可真是个误区。
装夹不仅仅是把零件捏紧那么简单,里面的学问可不少。
要是夹得不合适,车削出来的东西就像“牛头不对马嘴”,可就麻烦大了。
咱们得聊聊常见的几种装夹方法。
你知道的,像平面夹具、三爪自定心夹头、卡盘这些都是车削过程中经常用到的。
平面夹具呢,简单粗暴,主要是用来固定那些比较平坦的零件,稳得像个老实人。
你看,平面夹具就像是一位守护者,把零件牢牢捧在手里,让它乖乖待着。
不过,使用这种夹具的时候可得小心,零件的形状得合适,要不然可就“落水狗”了,夹不住。
再说说三爪自定心夹头,这可是车削界的明星产品。
这个家伙的工作原理就像一个大家庭,三只爪子齐心协力,把零件夹得死死的。
这种装夹方式特别适合圆形零件,简直就是“心有灵犀”!只要把零件放进去,轻轻一转,三爪就自动收缩,像是给零件穿上了贴身衣服。
不过,使用三爪夹头的时候要记得,夹得太紧可不是个好主意,容易把零件“捏瘪”,这可就得不偿失了。
再来看看卡盘,这东西可真是个“万金油”。
卡盘分为两种,一种是机械卡盘,一种是液压卡盘。
机械卡盘用手动的方式来夹紧,简单直接,像是个传统的老好人。
液压卡盘就牛了,借助液压系统,夹得更稳当,适合大批量生产。
说到这里,大家可能会问,卡盘的好处是什么?嘿,那就是速度快,省时省力,真是“坐享其成”。
装夹的方式也得根据具体的零件来定。
有些零件形状复杂,像“花枝招展”的美女,这时候就得用一些专用的夹具。
专用夹具可以根据零件的形状定制,保证夹持得稳稳当当。
你想啊,如果零件不稳,刀具在那边“疯狂舞蹈”,结果可想而知,简直是“自作自受”!所以,这种时候,专用夹具就显得尤为重要了。
不得不提的还有夹紧力的问题。
夹紧力就是夹具施加在零件上的力量,得恰到好处。
太大了,零件变形;太小了,又夹不住。