利用三爪卡盘夹持工件车削偏心工件
- 格式:ppt
- 大小:548.00 KB
- 文档页数:29

在三爪自定心卡盘上车偏心轴
一、实训目的
1、掌握在三爪自定心卡盘上垫垫片车偏心工件的方法。
2、掌握偏心距的测量和检验方法。
二、偏心的加工方法
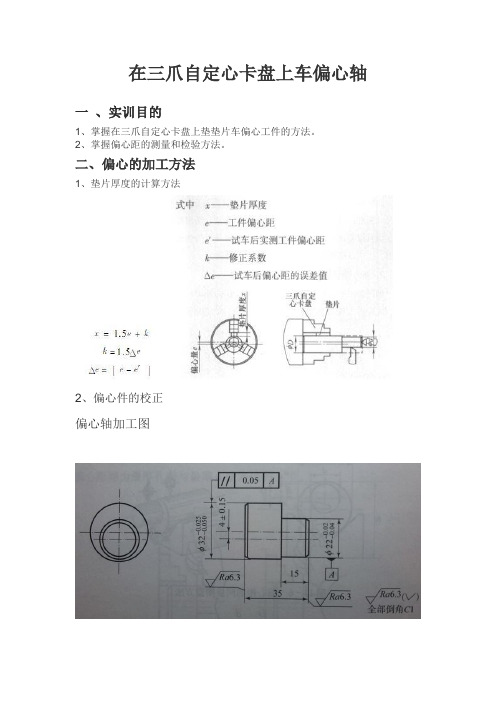
1、垫片厚度的计算方法
2、偏心件的校正
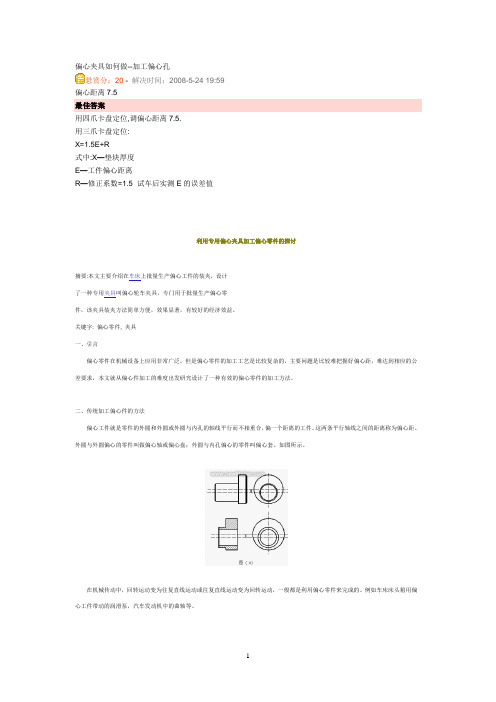
偏心轴加工图
3工艺参数
(1)选CS6140车床,使用三爪自定心卡盘偏心垫块完成加工(2)选择硬质合金90°外圆车刀
(3)切削用量选择
主轴转速每分钟600转,进给量每转0.18mm, 背吃刀深度粗车3mm, 精车0.5mm
4、加工步骤如下:
(1)下料ø35mm×40mm, 45#圆钢
(2)在三爪自定心卡盘上装夹工件时,伸出长度约25mm
(3)车端面见光
(4)粗、精车外圆直径尺寸ø32mm,长26mm.
(5)倒角1x45°
(6)调头在三爪上垫垫片夹持工件,并校正夹紧
(7)去总长35mm,
(8)粗、精车ø22mm,长15mm
(9)倒角1x45°
(10)检验合格后卸工件。
偏心夹具如何做--加工偏心孔悬赏分:20 - 解决时间:2008-5-24 19:59偏心距离7.5最佳答案用四爪卡盘定位,调偏心距离7.5.用三爪卡盘定位:X=1.5E+R式中:X —垫块厚度E —工件偏心距离R —修正系数=1.5×试车后实测E 的误差值利用专用偏心夹具加工偏心零件的探讨摘要:本文主要介绍在车床上批量生产偏心工件的装夹,设计了一种专用夹具叫偏心轮车夹具,专门用于批量生产偏心零件,该夹具装夹方法简单方便,效果显著,有较好的经济效益。
关键字: 偏心零件, 夹具一、引言 偏心零件在机械设备上应用非常广泛,但是偏心零件的加工工艺是比较复杂的,主要问题是比较难把握好偏心距,难达到相应的公差要求,本文就从偏心件加工的难度出发研究设计了一种有效的偏心零件的加工方法。
二、传统加工偏心件的方法偏心工件就是零件的外圆和外圆或外圆与内孔的轴线平行而不相重合,偏一个距离的工件。
这两条平行轴线之间的距离称为偏心距。
外圆与外圆偏心的零件叫做偏心轴或偏心盘;外圆与内孔偏心的零件叫偏心套。
如图所示。
在机械传动中,回转运动变为往复直线运动或往复直线运动变为回转运动,一般都是利用偏心零件来完成的。
例如车床床头箱用偏心工件带动的润滑泵,汽车发动机中的曲轴等。
偏心轴、偏心套一般都是在车床上加工。
它们的加工原理基本相同;主要是在装夹方面采取措施,即把需要加工的偏心部分的轴线找正到与车床主轴旋转轴线相重合。
一般车偏心工件的方法有5种,即在三爪卡盘上车偏心工件,在四爪卡盘上车偏心工件,在两顶尖间车偏心工件,在偏心卡盘上车偏心工件,在专用夹具上车偏心工件。
三、传统车偏心件的工艺分析1、利用三爪卡盘装夹(1)车削方法长度较短的偏心工件,可以在三爪卡盘上进行车削。
先把偏心工件中的非偏心部分的外圆车好,随后在卡盘任意一个卡爪与工件接触面之间,垫上一块预先选好厚度的垫片,经校正母线与偏心距,并把工件夹紧后,即可车削。
垫片厚度可用近似公式计算;垫片厚度X=1.5e(偏心距)。

⒈确定在三爪卡盘上车偏心工件时的垫片厚度;⒉掌握在三爪自定心卡盘上车偏心工件的方法;⒊具备在三爪自定心卡盘及 V 形架上检测偏心距的技能;1.熟练运用垫片及百分表调整及检测偏心距;⒉熟练地在三爪自定心卡盘上车偏心工件;⒊具备在三爪自定心卡盘及 V 形架上检测偏心距的技能;球头联轴节,如图20- 1 所示,毛坯尺寸: 75 50mm,材料:45#钢,分析零件加工工艺,编写工艺卡,加工该零件。
图20- 1 偏心套本任务为车偏心套,车偏心工件装夹时,工件轴线不能歪斜,以免影响加工质量。
调整偏心距后仍要重新找正外圆侧素线与车床主轴轴线的平行度。
车削偏心时,应把所要加工偏心部份的轴线找正到与车床主轴轴线重合,根据工件的数量、形状、偏心距的大小和精度要求相应地采用不同的装夹方法,常用的装夹方式有以下几种。
⒈在两顶尖间车削偏心轴普通的偏心轴,只要两端面能钻中心孔,有鸡心夹头的装置位置,都可以用在两顶尖车偏心的方法,如图20-2 所示。
图20-2 在两顶尖间车偏心轴⒉在四爪单动卡盘上车偏心工件对于长度较短,外形复杂,加工数量较少且不便于在两顶尖间装夹的偏心工件,可装夹在四爪单动卡盘上车削,如图20-3 所示。
图20-3 在四爪单动卡盘上车偏心件⒊在三爪自定心卡盘上车削偏心工件长度较短,且偏心距较小(e≤6mm)的偏心工件,在三爪自定心卡盘的任意一个卡爪与工件基准外圆柱面(已加工好)的接触部位之间,垫上一片预先选好厚度的垫片,使工件的轴线相对车床主轴轴线产生等于工件偏心距e 的位移,夹紧工件后即可车削,如图20-4 所示。
图20-4 在三爪自定心卡盘上车偏心件选择垫片厚度x=1.5e+kk≈1.5△ee e e测式中x——垫片厚度(mm) ;k——偏心距修正值,其正负值按实测结果确定(mm) ;e——工件的偏心距(mm) ;△e——试切后的实测偏心距误差(mm);e ——试切后的实测偏心距(mm)。
测近似公式:x=1.5e⒋在双重卡盘上车偏心工件将三爪自定心卡盘装夹在四爪单动卡盘上,并挪移一个偏心距e,如图20-5 所示。
一、偏心工件的相关概念在机械传动中,把回转运动变为往复直线运动或把直线运动变为回转运动,一般都是用偏心轴或曲轴来完成的。
例如车床主轴变速箱中用偏心轴带动的润滑油泵,汽车发动机中的曲轴等。
偏心工件: 外圆和外圆的轴线或内孔与外圆的轴线平行但不重合(彼此偏离一定距离)的工件。
偏心轴:外圆与外圆偏心的工件。
偏心套:内孔与外圆偏心的工件。
偏心距:两平行轴线之间的垂直距离。
偏心轴偏心套偏心轴、偏心套一般都在车床上加工。
其加工原理基本相同,都是要采取适当的安装方法,将需要加工偏心圆部分的轴线校正到与车床主轴轴线重和的位置后,再进行车削。
加工偏心零件时的精度除尺寸要求外,还应注意控制轴线间的平行度和偏心距的精度。
二、三爪自定心卡盘车偏心工件1)三爪自定心卡盘车削偏心对于长度较短、形状比较简单且加工数量较多的偏心工件,也可以在三爪自定心卡盘上进行车削。
其方法是在三爪中的任意一个卡爪与工件接触面之间,垫上一块预先选好的垫片,使工件轴线相对车床主轴轴线产生位移,并使位移距离等于工件的偏心距。
2)垫片厚度的计算垫片厚度X可按下列公式计算:X=1.5e±K K≈1.5△e式中X——垫片厚度,mm;e ——偏心距,mm;k ——偏心距修正值,正负值可按实测结果确定, mm (实测偏心距比工件要求的大,则垫片厚度的正确值应减去修正值;如果实测偏心距比工件要求的小,则垫片厚度的正确值应加上修正值);△e——试切后,实测偏心距误差, mm;3)举例例如:在三爪自定心卡盘加垫片的方法车削偏心距e=4 mm的偏心工件,试试切后测得偏心距为3.06mm,计算垫片厚度X。
解:先暂时不考虑修正值,初步计算垫片的厚度:X=1.5e=1.5×3=4.5mm垫入4.5mm厚的垫片进行试切削,然后检查其实际偏心距是3.06mm,那么其偏心距误差为:△e=3.06-3=0.06 mmK≈1.5△e=1.5×0.06=0.09 mm由于实测偏心距比工件要求的大,则垫片厚度的正确值应减去修正值,即:X=1.5e-K=1.5×3-0.09=4.41mm4)校正偏心(a)将工件车成一根光轴,直径为D,长为L,使工件两平面与轴线垂直。
车削偏心轴孔三爪卡盘所需垫片厚度尺寸的计算方法朱光力摘要加工单件偏心轴(孔),可在普通车床上用三爪卡盘并在某一夹爪下塞一调整垫片来进行。
垫片厚度的基本尺寸容易计算得出,但其尺寸公差的计算常常是加工者的难题,也很少有文章介绍。
本文主要介绍了利用线性尺寸链与平面尺寸链相结合的方法来求解垫片厚度尺寸的公差。
关键词三爪卡盘调整垫片平面尺寸链线性尺寸链单件、小批量偏心轴(孔)零件的加工,可在普通车床上利用三爪卡盘进行。
在一个夹爪上设置垫片,使工件要加工的回转面与工件被三爪所夹住的定位圆偏心,达到加工偏心轴(孔)的目的,该方法不需另外的工装夹具,简便实用。
垫片的厚度根据零件所要求的偏心量计算得出,具体计算方法如下。
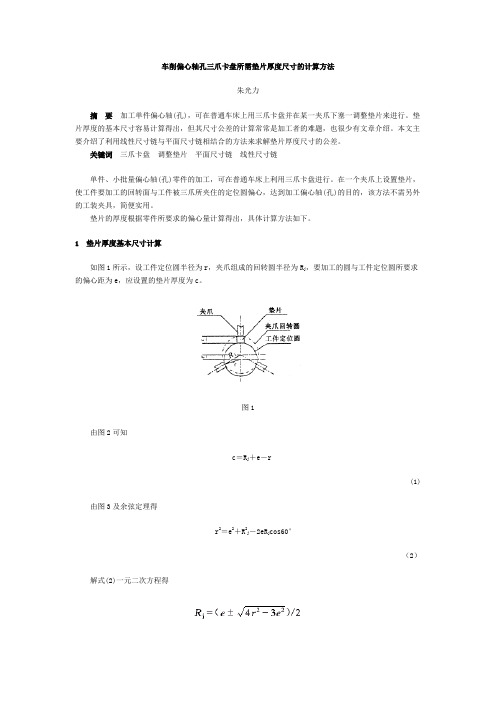
1 垫片厚度基本尺寸计算如图1所示,设工件定位圆半径为r,夹爪组成的回转圆半径为Rj,要加工的圆与工件定位圆所要求的偏心距为e,应设置的垫片厚度为c。
图1由图2可知c=Rj+e-r(1)由图3及余弦定理得r2=e2+R2j -2eRjcos60°(2)解式(2)一元二次方程得(3)因为三爪必须夹住工件的半个圆以上,才能夹住工件,当e=rctg60°时,三爪中两个没塞垫片的夹爪的夹点连线刚好在定位圆直径上,即三爪只夹着工件定位圆的半个圆,夹不住工件,所以,要使三爪夹住工件,则工件加工轴(孔)的偏心量必须满足e<rctg60°∴又∵Rj>0故式(3)应取为(4)由已知条件e、r及求出的Rj代入式(1),即可求出垫片的厚度基本尺寸。
2 垫片厚度尺寸上下偏差的计算由e、Rj 、c、r4个尺寸构成一线性尺寸链(图2所示),另外,由e、r、Rj3个尺寸构成一平面尺寸链(图3所示)。
将两个尺寸链结合起来,构成了如图4所示的平面尺寸链,由于r、c尺寸可直接获得,e为间接保证,所以e为封闭环,可以写出关系式e=f(c、r)即由图2得图2图3图4Rj=c+r-e(5)将式(5)代入式(2)整理得3e2-3(r+c)e+2rc+c2=0(6)求解整理得如前所述e<rctg60°(7)由式(7)求偏导数(8)(9)可以证明式(8)小于0,因此r为平面尺寸链中的减环,同样可以证明式(9)大于0,因此c为平面尺寸链中的增环。
车床常用的工件装夹方法一、前言车床是机械加工中常用的设备之一,其主要作用是通过旋转工件,利用刀具对其进行切削加工。
而在进行车削加工时,必须将工件固定在车床上,这就需要使用到装夹方法。
本文将介绍车床常用的工件装夹方法。
二、手动三爪卡盘装夹手动三爪卡盘是一种常见的装夹设备,它通常由三个可调节的爪子组成。
下面是手动三爪卡盘的装夹方法:1. 将手动三爪卡盘安装在车床主轴上,并确保它能够旋转。
2. 将要加工的工件放入手动三爪卡盘中,并将其紧固在中心孔上。
3. 使用扳手逆时针旋转每个爪子,直到它们紧紧地抓住了工件。
4. 检查每个爪子是否均匀地分布在工件周围,并确保它们紧密地抓住了工件。
5. 使用手动三爪卡盘进行车削加工。
三、自动换刀系统自动换刀系统是一种比较高级的装夹设备,它可以快速地更换不同类型的刀具,从而实现多种加工方式。
下面是自动换刀系统的装夹方法:1. 将自动换刀系统安装在车床主轴上,并确保它能够旋转。
2. 选择合适的刀具,并将其插入到自动换刀系统中。
3. 使用自动换刀系统进行车削加工。
四、万能卡盘装夹万能卡盘是一种通用的装夹设备,它可以用于固定各种形状和尺寸的工件。
下面是万能卡盘的装夹方法:1. 将万能卡盘安装在车床主轴上,并确保它能够旋转。
2. 将要加工的工件放入万能卡盘中,并将其紧固在中心孔上。
3. 使用扳手逆时针旋转每个爪子,直到它们紧紧地抓住了工件。
4. 检查每个爪子是否均匀地分布在工件周围,并确保它们紧密地抓住了工件。
5. 使用万能卡盘进行车削加工。
五、弹性气胀式夹头弹性气胀式夹头是一种比较新型的装夹设备,它可以通过气压控制夹头的大小,从而实现对工件的精确夹紧。
下面是弹性气胀式夹头的装夹方法:1. 将弹性气胀式夹头安装在车床主轴上,并确保它能够旋转。
2. 将要加工的工件放入弹性气胀式夹头中,并将其紧固在中心孔上。
3. 使用气压控制器调整夹头的大小,直到它们紧紧地抓住了工件。
4. 检查弹性气胀式夹头是否均匀地分布在工件周围,并确保它们紧密地抓住了工件。
附加课题在三爪卡盘上装夹车制偏心工件一、偏心原理
在三爪卡盘的任意一个卡爪与工件基准外圆柱面(事前已加工好)的接触部位之间垫上一块预先选好厚度的垫片,使工件轴线相对于主轴轴线产生一个等于偏心距e的位移,夹紧工件后即可车削。
二、垫片厚度计算
垫片厚度X可按下列公式计算:X=1.5e K(K≈1.5Δe)
式中X——垫片厚度;e——偏心距;K——偏心距修正值,正负值应按实测结果确定;Δe——试切后实测偏心距误差。
三、例题
用三爪卡盘装夹车削偏心距e=4mm的偏心工件,试确定垫片厚度。
分析:先不考虑修正值,按公式计算得X=1.5e=6mm,垫上厚度为6mm的垫片,进行试切削,然后检查其实际偏心距,,测得e实=4.05mm,则其偏心距误差
Δe=|e-e实|=|4-4.05|=0.05mm
K≈1.5Δe=1.5×0.05=0.075mm
由于实测偏心距大于工件要求的偏心距,所以垫片厚度应减去修正值。
垫片厚度正确的是X=1.5e-K=1.5×4-0.075=5.925mm。