铣工工艺与技能训练绪论-工件的装夹
- 格式:wps
- 大小:90.00 KB
- 文档页数:7
说明:本教案编写参考蒋增福主编《铣工工艺与技能训练》,高等教育出版社实训一认识铣床及手动操作练习1、教学目标:(1)认识铣床(2)铣床手动操作练习2、教学过程如下:一、安全要求及保障措施1、进入工场地必须穿戴工作服,操作时不准戴手套,女同学必须戴上工作帽。
2、开车前,检查机床手柄位置及刀具装夹是否牢固可靠,刀具运动方向与工作台进给方向是否正确。
3、将各注油孔注油,空转试车(冬季必须先开慢车)2分钟以上,查看油窗等各部位,并听声音是否正常.4、切削时先开车,如中途停车应先停止进给,后退刀再停车.5、集中精力,坚守岗位,离开时必须停车,机床不许超负荷工作.6、工作台上不准堆积过多的铁屑,工作台及道轨面上禁止摆放工具或其他物件,工具应放在指定位置。
7、切削中,禁止用毛刷在与刀具转向相同的方向清理铁屑或加冷却液。
8、机床变速、更换铣刀以及测量工件尺寸时,必须停车。
9、严禁两个方向同时自动进给。
10、铣刀距离工件10毫米内,禁止快速进刀,不得连续点动快速进刀。
11、通常不采用顺铣,而采用逆铣。
若有必要采用顺铣,则应事先调整工作台的丝杆螺母间隙到合适程度方可铣削加工,否则将引起“扎刀”或打刀现象。
12、在加工中,若采用自动进给,必须注意行程的极限位置;必须严密注意铣刀与工件夹具间的相对位置。
以防发生过铣、撞铣夹具而损坏刀具和夹具。
加工中,严禁将多余的工件、夹具、刀具、量具等摆在工作台上。
以防碰撞、迭落,发生人身、设备事故。
中途停车测量工件,不得用手强行刹住惯性转动着的铣刀主轴。
铣后的工件取出后,应及时去毛刺,防止拉伤手指或划伤堆放的其它工件。
13、发生事故时,应立即切断电源,保护现场,参加事故分析,承担事故应负的责任。
14、机床在运行中不得擅离岗位或委托他人看管。
不准闲谈、打闹和开玩笑。
15、两人或多人共同操作一台机床时,必须严格分工分段操作,严禁同时操作一台机床。
16、经常注意各部润滑情况,各运转的连接件,如有发现异常情况或异常声音应立即停车报告。
铣床工件装夹方法
铣床工件装夹是铣削加工中非常重要的一步,正确的装夹可以保证工件的稳定性和加工精度,提高加工效率。
铣床工件装夹有以下几种常见方法:
1. 机械装夹法:机械装夹法是将工件固定在夹具上,再将夹具夹紧在铣床工作台上,常用的机械夹具有卡盘、万能卡盘、平口夹等。
2. 磁性装夹法:磁性装夹法是利用电磁原理,将工件吸附在磁座上进行装夹。
适用于平面、圆形等铣削工件,可以提高装夹效率和加工精度。
3. 液压装夹法:液压装夹法是利用液压原理,通过液体的压力将工件固定在夹具上,形成紧密的接触。
适用于对工件破坏比较大的情况。
4. 真空吸附装夹:真空吸附装夹是利用真空原理,将工件吸附在专用吸盘上,并用夹具夹紧进行定位固定。
适用于表面比较平整的磨削加工。
以上这些方法都有各自的优点和适用范围,选择合适的装夹方法可以提高加工效率和加工质量。
同时在装夹时要注意工件定位和夹紧力度,避免影响加工精度。
第一章工件的装夹---本书重点工件的装夹指的是工件的定位和夹紧。
定位的任务是:使同一工序中的一批工件都能在夹具中占据正确的位置。
工件位置的正确与否,用加工要求来衡量夹紧的任务是:使工件在切削力、离心力、惯性力和重力的作用下不离开已经占据的正确位置,以保证机械加工的正常进行。
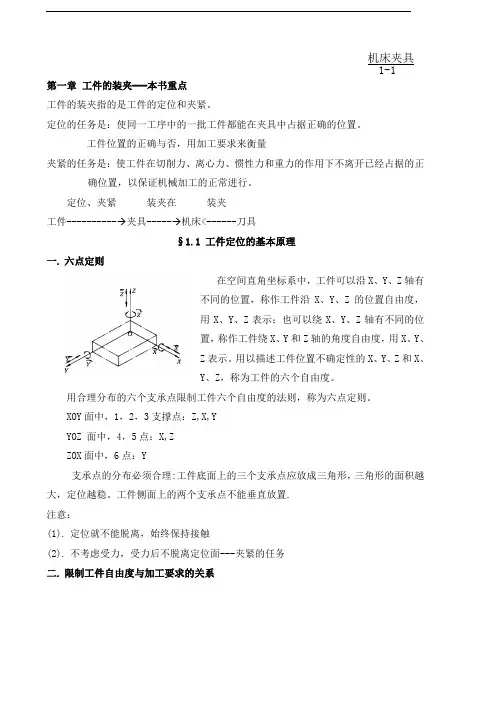
定位、夹紧装夹在装夹工件----------→夹具-----→机床<------刀具§1.1 工件定位的基本原理一. 六点定则在空间直角坐标系中,工件可以沿X、Y、Z轴有不同的位置,称作工件沿X、Y、Z的位置自由度,用X、Y、Z表示;也可以绕X、Y、Z轴有不同的位置,称作工件绕X、Y和Z轴的角度自由度,用X、Y、Z表示。
用以描述工件位置不确定性的X、Y、Z和X、Y、Z,称为工件的六个自由度。
用合理分布的六个支承点限制工件六个自由度的法则,称为六点定则。
XOY面中,1,2,3支撑点:Z,X,YYOZ 面中,4,5点:X,ZZOX面中,6点:Y支承点的分布必须合理:工件底面上的三个支承点应放成三角形,三角形的面积越大,定位越稳。
工件侧面上的两个支承点不能垂直放置.注意:(1).定位就不能脱离,始终保持接触(2).不考虑受力,受力后不脱离定位面---夹紧的任务二. 限制工件自由度与加工要求的关系按照加工要求确定工件必须限制的自由度,在夹具设计中是首先要解决的问题。
加工要求-→工件需要限制的自由度<---→定位元件的选择表1-2 满足加工要求必须限制的自由度1.完全定位:工件的六个自由度都限制了的定位称为完全定位。
2.不完全定位:工件被限制的自由度少于六个,但能保证加工要求的定位。
在工件定位时,以下几种情况允许不完全定位:l)加工通孔或通槽时,沿贯通钢的位置自由度可不限制。
2)毛坯(本工序加工前)是轴对称时,绕对称轴的角度自由度可不限制。
3)加工贯通的平面时,除可不限制沿两个贯通轴的位置自由度外,还可不限制绕垂直加工面的轴的角度自由度。
铣工两种装夹方式及其注意事项
1. 直接装夹呀,这就好比是给工件找了个稳稳的“座位”。
比如说,把一个小零件直接用夹具固定在铣床工作台上,这多直接呀!但可要注意啦,装夹的力度得合适哦,不然太紧了工件变形,太松了又容易移位,那可就糟糕啦!
2. 还有用专用夹具装夹呢,就像是给工件量身定制了一套“衣服”。
就像加工那种形状怪异的工件,专用夹具就能让它乖乖地待在该待的地方。
可别忘了检查夹具是否安装牢固呀,要是中途出了问题,那不就白忙活啦!
3. 直接装夹的时候,你得小心谨慎呀,就跟照顾宝贝似的。
比如在装夹一个精密零件,稍不注意留下划痕,这损失可就大了呀!
4. 用专用夹具装夹,那是为了更精准、更高效呀!想想看,要是没有合适的夹具,怎么能把那些复杂的工件加工得完美呢,对吧?
5. 直接装夹时别马马虎虎呀,这可不是闹着玩的。
像上次小李没装好,结果工件飞了出去,多吓人呀!
6. 专用夹具装夹,那可得挑个好的哟。
这就好比选双合脚的鞋,不合适怎么能跑得快呢,你说是不是?
7. 哎呀,直接装夹虽然简单,但也不能掉以轻心呀。
一个不小心,就可能前功尽弃呀!
8. 专用夹具装夹是个好办法,但也得根据实际情况来呀。
可别不管什么都用,那也不行哦!总之呀,无论是哪种装夹方式,都得认真对待,注意细节,这样才能加工出完美的工件。
可编辑修改精选全文完整版铣工工艺及技能训练1、铣床运动的判定:主运动:刀具作旋转运动的运动进给运动:工件作横向、纵向、垂向往复移动的运动种类:平面铣刀、直角沟槽铣刀、特形沟槽铣刀、特形面铣刀材料:高速工具钢、硬质合金4、铣刀部分材料的基本要求a.高硬度b.良好的耐磨性c.足够的强度和韧性d.良好地热硬性e.良好的工艺性5、铣削用量参数的含义:铣削速度:铣削时切削刃上选定点在主运动中的线速度进给量:铣刀在进给方向上相对工件的单位位移量(分:每转、每齿、每分钟进给量)铣削深度:在平行于铣刀轴线方向上测得的铣削层尺寸铣削宽度:在垂直于铣刀轴线方向、工件进给方向上测得的铣削层尺寸6、铣工测量工具有哪些以及精度等级a.游标卡尺——0.1、0.05和0.02mm,常用150、300mmb.万能角度尺——2′和5′,0°~320°c.外径千分尺——0.01mmd.1、百分表——0.01mm,当测量精度为0.001和0.005mm称为千分表2、百分表的测值范围有:0~3mm、0~5mm、0~10mme.90°角尺、刀口形直尺、塞尺、光滑极限量规f.刀口角尺用来测量工件的直线度和平面度7、平面铣削的方式方法有哪些、各有什么特点?圆周铣:是利用分布在铣刀圆柱面上的刀刃来铣削并形成平面的端铣:是利用分布在铣刀圆端面上的刀刃来铣削并形成平面的顺铣:铣削时,铣刀对工件的作用力在进给方向上的分力与工件进给方向相同的铣削方式逆铣:铣削时,铣刀对工件的作用力在进给方向上的分力与工件进给方向相反的铣削方式8、一般零件的装夹方法有哪些?轴类、套类工件的装夹方法有哪些?a.平口钳装夹、压板装夹、专用夹具装夹b.平口钳、V形铁、分度头c.心轴9、斜面铣削的方法有哪些?工件倾斜铣斜面、铣刀倾斜铣斜面、角度铣刀铣斜面10、直角沟槽的种类及加工方法,特形沟槽的种类及加工方法。
a.通槽(大于25mm用立铣刀)、半通槽和封闭槽;三面刃铣刀加工直角通槽,立铣刀、键槽铣刀加工半通槽和封闭槽b.V形槽槽、T形槽、.燕尾槽。
学习内容
学生
活动教师
活动
考评
任务实施1.平口虎钳的安装
安装平口虎钳时,应擦净钳座底面和铣床工作
台面,一般平口虎钳应处于纵向工作台长度方向中
心偏左的位置,宽度方向处于中心位置。
钳口方向
则根据工件的长度确定。
对于长的工件,钳口应与
铣床主轴轴线垂直,在立式铣床上应与进给方向平
行。
对于短的工件,钳口应与主轴轴线平行,在立
式铣床应与进给方向垂直。
加工一般的工件时,平
口钳可用定位键安装。
安装时,将平口虎钳底座上
的定位键放入工作台中央T形槽内,双手推动钳
体,使两个定位键的同一侧面上,然后固定钳座,
再利用钳体上的零刻线与底座上的刻线相配合,转
动钳体,使固定钳口与铣床主轴轴线垂直或平行。
2.固定钳口的校正
加工有较高相对位置精度要求的工件时,钳口与主
轴轴线要求有较高的垂直度或平行度。
这时应对固
定钳口进行校正。
1用大头针校正固定钳口与铣床纵向工作台平行
加工较长的工件,固定钳口一般采用与铣床纵向工
作台平行安装,此时可用大头针用黄油粘在刀上
1、认
真听
讲、理
解任
务的
内容,
对不
清楚
地方
提出
疑问。
1、老
师讲
课,提
出问
题,引
导学
生自
主观
察、认
识。
1、以
提问
的方
式观
察学
生的
认识
情况
并打
分。
任务实施(或用小块的磁铁吸附在刀上),用高度尺在一平
行垫铁上画一直线,将平行垫铁装夹于台虎钳中,
使大头针针尖靠近平行垫铁上所画直线,纵向移动
工作台,观察并调整平口钳位置,使大头针针尖在
移动过程中与直线重合。
紧固钳体后,须再进行复
检,以免紧固时发生位移。
用大头针校正的方法精
度较低,常用于粗校正。
2用90度角尺校正固定钳口与铣床横向工作台平
行
当要求固定钳口与铣床横向工作台平行安装时,可
用90度角尺校正。
校正时,松开钳体固定螺母,
是固定钳口平面大致与横向工作台平行。
将90度
角尺的尺座底面紧靠在床身的垂直导轨面上,调整
钳体使固定钳口铁平面与90度角尺外测量面密
合,然后紧固钳体,并进行复检。
3用百分表校正固定钳口与铣床主轴轴线垂直或平
行
加工较精密的工件时,可用百分表进行校正。
校正
时,将磁性表座吸在导轨面上,安装百分表,使表
的测量杆与固定钳口铁平面垂直。
测量触头触到钳
口铁平面,测量杆压缩0.3至0.5毫米,纵向移动
工作台,观察百分表读数,并调整钳体,使百分表
2、认
真学
习安
全技
术规
程的
内容,
对不
清楚
地方
提出
疑问。
2、老
师讲
课,提
出问
题,引
导学
生自
主观
察、认
识。
2、以
提问
的方
式观
察学
生的
认识
情况
并打
分。
任务实施读数在固定钳口全长内一致,则固定钳口与铣床纵
向工作台平行。
紧固钳体,并进行复检。
用百分表
校正固定钳口与铣床横向工作台平行时,则移动横
向工作台进行校正,校正方法相同。
3.毛坯件的装夹
选择毛坯件上一个大而平整的毛坯面,轻夹工件,
用划针盘校正毛坯上平面位置,符合要求后夹紧工
件。
4.经过粗加工的工件的装夹
选择工件上一个较大的粗加工表面做基准面,
将其靠向平口钳的固定钳口面或钳体导轨面上进
行安装。
工件的基准面靠向固定钳口面时,可在活
动钳口与工件之间放置一圆棒,圆棒要与钳口平面
平行,其位置在钳口夹持工件部分高度的中间偏
上。
通过圆棒夹紧工件,能保证工件基准面与固定
钳口很好的贴合。
工件的基准面靠向钳体导轨面时,在工件与导轨之
间要垫以平行垫铁。
为了使工件基准面与导轨面平
行,夹紧后可用铝锤或铜锤轻击工件上表面,并用
手试着推动垫铁,当其不松动时说明工件与垫铁贴
合良好。
5.在平口钳上装夹工件时的注意事项
3、认
真听
讲、理
解铣
床的
维护
保养,
对不
清楚
地方
提出
疑问
3、老
师讲
课,提
出问
题,引
导学
生自
主观
察、认
识。
3、以
提问
的方
式观
察学
生的
认识
情况
并打
分。
任务实施1 安装平口钳时,应擦净钳座底面、工作台面,安装工件时,应擦净钳口铁平面,钳体导轨面及工件表面。
2 工件在平口钳上装夹时,放置的位置应适当,夹紧后钳口的受力应均匀。
3 工件在平口钳上装夹时,待铣去的余量层应高出钳口上平面,高处的高度以铣削时铣刀不接触钳口上平面为宜。
4 用平行垫铁装夹工件时,所选垫铁的平面度、上下表面的平行度以及相邻表面的垂直度应具有一定的硬度。
案例分析装夹工件时应注意以下几点:
1.平口钳一定要加紧
2.工件要在平口钳敲紧
3.一定要放垫铁
4.垫铁以及钳口要刷干净
分解
练习
并评
价。