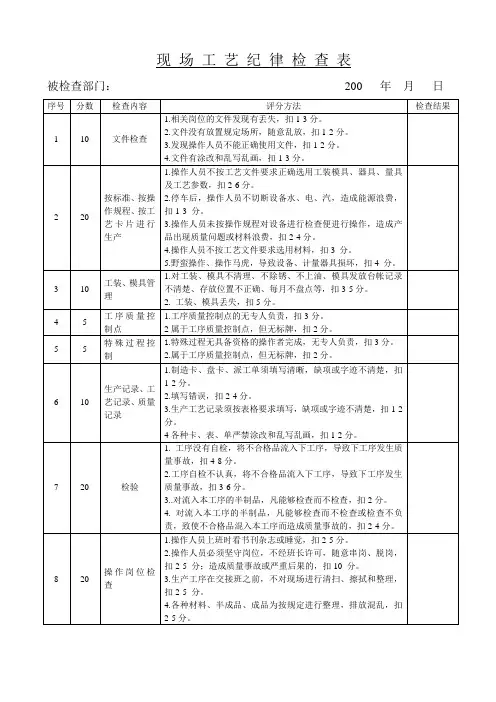
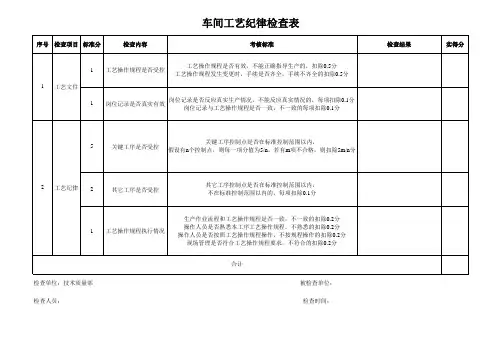
现场工艺纪律检查记录表被检查车间检查人/日期具体检查记录序检查不合格记录扣分量号1 现场工序作业有无指导性工艺文件?(查现场作业文件) 3分/次2 操作工是否熟悉作业文件?即:工序操作是否符合作业文件要求? 3分/次3 工序参数控制是否符合工艺文件?(查参数记录和控制、检测情况) 4分/次4 工序操作现场有无首末样?(查样件及标识) 4分/次5 工序自检/互检是否符合工艺文件要求?(查自检记录、核对操作) 5分/次6 操作员工资格确认?(检查员工对产品和流程的了解程度) 5分/次7 工装/设备、检具的检定、标识和维护?(查检定标识和点检记录) 2分/次现场产品标识和不合格品隔离处理?(查:有无待检、合格和不合格区;8 2分/次不合格放置和标识)扣分项扣分数得分数(满分:100)1、检查内容:A、指导工序操作用工艺文件是否完整、齐全?B、工序操作员工是否熟悉工艺文件?实际操作是否符合工艺文件?C、关键过程实际参数控制是否符合工艺设定要求?D、关键过程参数记录和监控实施是否及时、有效?E、现场是否实施首末件确认,并保留有效首末件样件?F、现场操作工序自检/互检是否有效?G、各操作工,尤其是特种、关键工序员是否持证上岗?H、设备、工装点检/维护记录及实施情况是否符合要求?I、现场产品标识、防护及安全放置是否妥当? 2、扣分要求:A、A项和B项每项每次扣分为:3分。
B、C项和D项每项每次扣分为:4分。
C、E项和F项每项每次扣分为:5分D、其余各项每次扣分为:2分。
3、评分标准:A、满分为:100分;扣分累加;得分=100-扣分累加值B、评级标准:同现场定置管理和5S检查。
C、评级频次为:和现场定置管理和5S检查汇总一起评分。
D、责任部门在第二个工作日须针对每次检查问题点制订整改措施及时间。
四、检查时间:每月和第二周和第四周四下午2:00。
五、检查人员:制造部工艺组工程师。
六、检查结果及要求同“现场定置管理和5S检查”。