现场工艺纪律检查表
- 格式:xlsx
- 大小:13.49 KB
- 文档页数:1
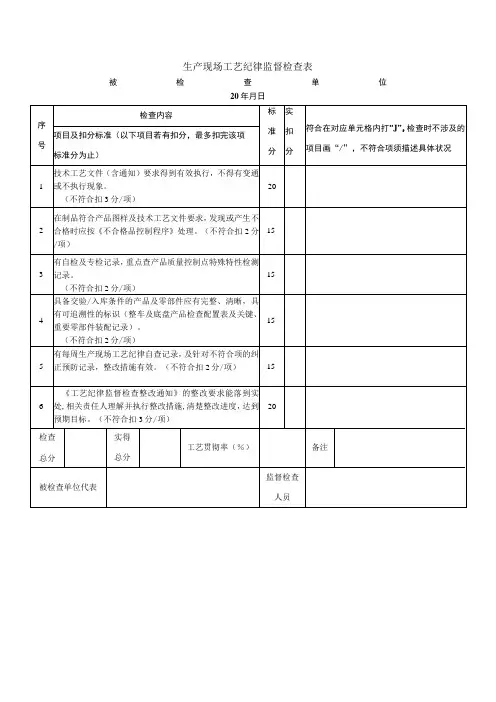
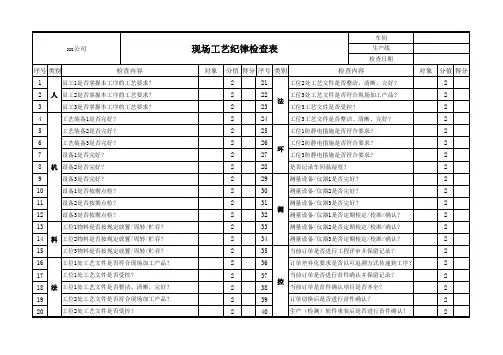
现场工艺纪律检查记录表被检查车间检查人/日期具体检查记录序检查不合格记录扣分量号1 现场工序作业有无指导性工艺文件?(查现场作业文件) 3分/次2 操作工是否熟悉作业文件?即:工序操作是否符合作业文件要求? 3分/次3 工序参数控制是否符合工艺文件?(查参数记录和控制、检测情况) 4分/次4 工序操作现场有无首末样?(查样件及标识) 4分/次5 工序自检/互检是否符合工艺文件要求?(查自检记录、核对操作) 5分/次6 操作员工资格确认?(检查员工对产品和流程的了解程度) 5分/次7 工装/设备、检具的检定、标识和维护?(查检定标识和点检记录) 2分/次现场产品标识和不合格品隔离处理?(查:有无待检、合格和不合格区;8 2分/次不合格放置和标识)扣分项扣分数得分数(满分:100)1、检查内容:A、指导工序操作用工艺文件是否完整、齐全?B、工序操作员工是否熟悉工艺文件?实际操作是否符合工艺文件?C、关键过程实际参数控制是否符合工艺设定要求?D、关键过程参数记录和监控实施是否及时、有效?E、现场是否实施首末件确认,并保留有效首末件样件?F、现场操作工序自检/互检是否有效?G、各操作工,尤其是特种、关键工序员是否持证上岗?H、设备、工装点检/维护记录及实施情况是否符合要求?I、现场产品标识、防护及安全放置是否妥当? 2、扣分要求:A、A项和B项每项每次扣分为:3分。
B、C项和D项每项每次扣分为:4分。
C、E项和F项每项每次扣分为:5分D、其余各项每次扣分为:2分。
3、评分标准:A、满分为:100分;扣分累加;得分=100-扣分累加值B、评级标准:同现场定置管理和5S检查。
C、评级频次为:和现场定置管理和5S检查汇总一起评分。
D、责任部门在第二个工作日须针对每次检查问题点制订整改措施及时间。
四、检查时间:每月和第二周和第四周四下午2:00。
五、检查人员:制造部工艺组工程师。
六、检查结果及要求同“现场定置管理和5S检查”。
工艺纪律检查表设备和仪器仪表是否符合工艺规定,使用方法是否正确、维护保养情况是否良好。
如发现不符合要求的,每项扣2分。
检查工装模具是否使用前进行检验,使用完毕是否清洁干净并送回工装模具库。
检查计量器具和检测装置是否经过周期检定,保持精度合格、标识清晰。
定期检查、保养设备并保持记录。
铸工车间2017年9月24日进行了工艺纪律检查。
在检查中,我们发现有以下问题:缺少工艺文件、现场文件不清晰、工艺文件签署不全等问题。
操作工不了解产品特性、质检查各工序对文件的执行,不按工艺规程操作。
制芯工序无混砂时间记录,手工造型工序在做xxxxxxxD61Z0时型腔硬度实测为75,与要求>80不符,且未查到记录。
造型线上造型时间要求3-5秒,实际记录显示为10秒,与要求不符。
现场线上xxxxxxxAA6T其中一箱局部硬度在75-79,与要求>80不符,但记录显示全部为合格。
为了解决这些问题,我们需要采取以下措施:加强工艺文件的管理,确保现场文件的清晰和最新。
操作工需要了解产品特性和质检查各工序对文件的执行,并按照工艺规程操作。
制芯工序需要记录混砂时间,手工造型工序需要检验型腔硬度并记录。
需要记录造型线上的造型时间,并保证硬度符合要求。
现场线上的产品需要进行局部硬度检测,并记录检测结果。
同时,需要检查工具、量具、设备和仪器仪表是否符合工艺规定,使用方法是否正确、维护保养情况是否良好。
检查工装模具是否使用前进行检验,使用完毕是否清洁干净并送回工装模具库。
检查计量器具和检测装置是否经过周期检定,保持精度合格、标识清晰。
定期检查、保养设备并保持记录。
通过这些措施,我们可以提高工艺纪律的执行水平,确保产品的质量和生产效率。
文章中存在格式错误和明显有问题的段落,已经被删除。
以下是改写后的文章:在生产过程中,设备的运行状态和维护情况对产品质量和安全至关重要。
因此,为了确保设备的正常运行和产品的质量,需要进行定期的设备检查和维护。
在设备检查中,需要抽查设备维修记录,检查工装模具是否符合工艺要求,并验证其是否合格。
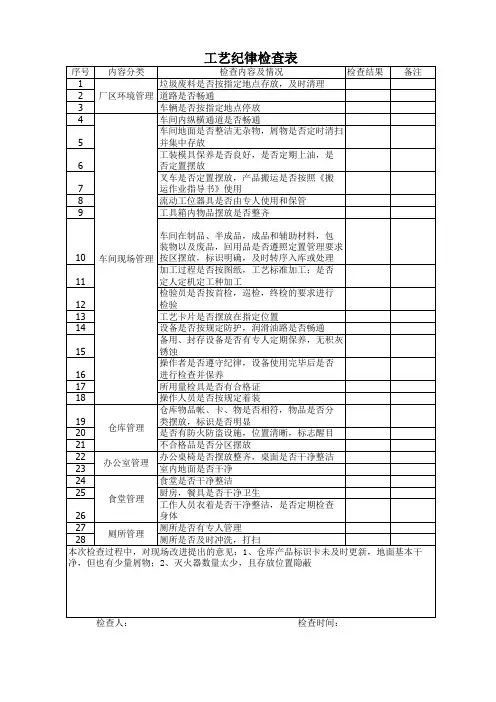
序号内容分类检查内容及情况检查结果备注1垃圾废料是否按指定地点存放,及时清理2道路是否畅通3车辆是否按指定地点停放4车间内纵横通道是否畅通5车间地面是否整洁无杂物,屑物是否定时清扫并集中存放6工装模具保养是否良好,是否定期上油,是否定置摆放7叉车是否定置摆放,产品搬运是否按照《搬运作业指导书》使用8流动工位器具是否由专人使用和保管9工具箱内物品摆放是否整齐10车间在制品、半成品,成品和辅助材料,包装物以及废品,回用品是否遵照定置管理要求按区摆放,标识明确,及时转序入库或处理11加工过程是否按图纸,工艺标准加工;是否定人定机定工种加工12检验员是否按首检,巡检,终检的要求进行检验13工艺卡片是否摆放在指定位置14设备是否按规定防护,润滑油路是否畅通15备用、封存设备是否有专人定期保养,无积灰锈蚀16操作者是否遵守纪律,设备使用完毕后是否进行检查并保养17所用量检具是否有合格证18操作人员是否按规定着装19仓库物品帐、卡、物是否相符,物品是否分类摆放,标识是否明显20是否有防火防盗设施,位置清晰,标志醒目21不合格品是否分区摆放22办公桌椅是否摆放整齐,桌面是否干净整洁23室内地面是否干净24食堂是否干净整洁25厨房,餐具是否干净卫生26工作人员衣着是否干净整洁,是否定期检查身体27厕所是否有专人管理28厕所是否及时冲洗,打扫厕所管理本次检查过程中,对现场改进提出的意见:1、仓库产品标识卡未及时更新,地面基本干净,但也有少量屑物;2、灭火器数量太少,且存放位置隐蔽厂区环境管理车间现场管理仓库管理办公室管理食堂管理。
现场及工艺纪律检查表10)操作者不遵守本岗位的规范标准和要求扣10元;11)操作者着装不整洁,穿背心、光膀子,每发现一次扣10元;12)周转车/箱内的产品码放规范,整齐有序,每发现一次混放,杂乱无序扣款20元。
13)工具箱内的工具,分类定置存放,整齐有序,每发现一处次杂乱无序扣款10元。
六、设备管理1)设备操作者必须了解并熟悉掌握设备操作规程,并严格按操作规程开机运行,不熟悉操作规程,每人次扣10元;不严格按设备操作规程操作设备,每发现一次扣300元,造成损失的罚款500元以上,同时对车间有关管理人员处以200元以上罚款。
2)操作者必须明确所使用过程设备维护保养的项目、部位及保养要求,不能清楚回答的,每人次扣20元。
3)操作者按要求对所使用的过程设备实施日常的维护保养、润滑、擦拭,未按规定保养的,每处次扣50元。
4)设备操作人员不得无故离开工作现场,造成设备在无人监护下运转,否则每发现一次,扣当事人200元,车间有关管理人员100元。
造成损失的另行处理。
5)设备周围必须保持清洁,周围无废品、废料及杂物存放,检查每发现一处次不符合要求扣款10元。
6)公司及车间设备管理人员每周不定期进行检查,严格按规定考核。
管理人员末组织考核,或不能提供检查记录的,每次扣款50元;考核中弄虚作假,好人主义者,发现一次扣30元。
七、安全管理1)过程操作人员必须严格按规定穿戴劳保用品,检查每发现一人次未按要求穿戴劳保用品扣款10元。
2)过程设备的脚踏板安全、适用,防护设施齐全,接地良好,设备状态标志明显,检查每发现一处次不符合要求扣款10元。
3)不准在设备上摆放任何与工作无关的物品,每发现1处次,对责任人罚款20元。
4)车间内无与生产产品无关的物品存放,检查每发现一次有无关物品扣款50元。
八、生产管理1)每个过程操作者必须及时完成车间调度要求的品种和数量生产任务,每有一个品种或数量完不成,扣操作者10元。
九、综合管理公司不定期组织检查,对车间未按要求分配工序任务,或未按规定组织对各工序进行检查,或不能提供检查记录的,每次对车间负责人及有关管理人员罚款100元。
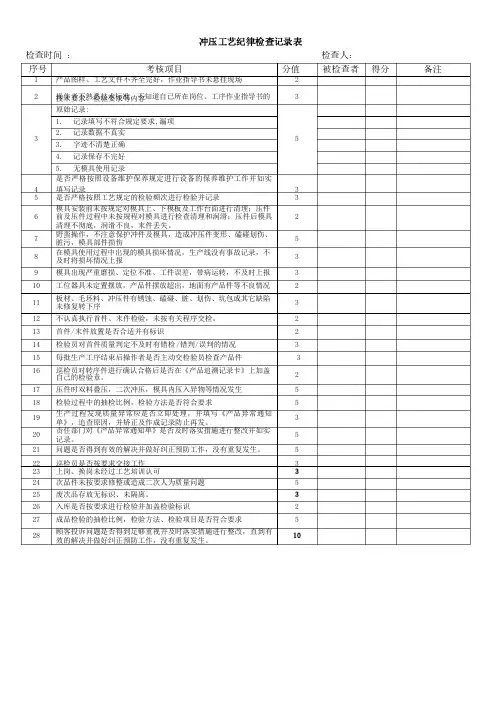
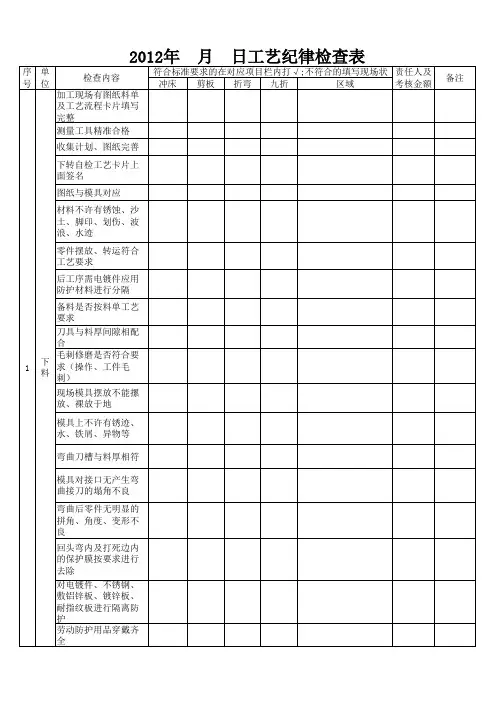
冲压工艺纪律检查记录表检查时间检查时间 : 检查人:检查人: 序号序号考核项目考核项目分值分值 被检查者被检查者 得分得分 备注备注1 产品图样、工艺文件不齐全完好,作业指导书未悬挂现场2 2操作者不熟悉技术标准,不知道自已所在岗位、工序作业指导书的技术要求、检验要求等内容技术要求、检验要求等内容 33原始记录原始记录: :51. 记录填写不符合规定要求记录填写不符合规定要求,,漏项漏项2. 记录数据不真实记录数据不真实3. 字迹不清楚正确字迹不清楚正确4. 记录保存不完好记录保存不完好5. 无模具使用记录无模具使用记录4 是否严格按照设备维护保养规定进行设备的保养维护工作并如实填写记录填写记录35 是否严格按照工艺规定的检验频次进行检验并记录3 6 模具安装前未按规定对模具上、下模板及工作台面进行清理;压件前及压件过程中未按规程对模具进行检查清理和润滑;前及压件过程中未按规程对模具进行检查清理和润滑;压件后模具压件后模具清理不彻底,润滑不良,末件丢失。
2 7 野蛮操作,不注意保护冲件及模具,造成冲压件变形、磕碰划伤、脏污,模具部件损伤脏污,模具部件损伤5 8 在模具使用过程中出现的模具损坏情况,生产线没有事故记录,不及时将损坏情况上报及时将损坏情况上报3 9 模具出现严重磨损、定位不准、工件误差,带病运转,不及时上报 3 10 工位器具未定置摆放,产品件摆放超出,地面有产品件等不良情况 2 11 板材、毛坯料、冲压件有锈蚀、磕碰、脏、划伤、坑包或其它缺陷未修复转下序未修复转下序3 12 不认真执行首件、末件检验,未按有关程序交检。
2 13 首件首件//末件放置是否合适并有标识末件放置是否合适并有标识2 14 检验员对首件质量判定不及时有错检/错判错判//误判的情况误判的情况3 15 每批生产工序结束后操作者是否主动交检验员检查产品件 3 16 巡检员对转序件进行确认合格后是否在《产品追溯记录卡》上加盖自己的检验章,自己的检验章,2 17 压件时双料叠压,二次冲压,模具内压入异物等情况发生 5 18 检验过程中的抽检比例,检验方法是否符合要求5 19 生产过程发现质量异常应是否立即处理,并填写《产品异常通知单》,追查原因,并矫正及作成记录防止再发。
班组长现场工艺纪律检查表
此表为班组长每日检查工位以下项目后填写,按周向质量管理科提交:
1工艺纪律的执行是否达标;2安全人穿戴是否标准;3是否按作业要领书操作;4计数器的使用是否正确;5自检是否及时;6分零件的清点是否按标准;7破检是否及时、标识是否清晰;8作业纸填写是否标准;9工具箱摆放是否整洁;10现场是否整齐;11螺母螺栓打点是否按标准;12TPM点检是否按标准;13非破检是否按规定完成;14现场5S是否按标准执行;15工装的打扫保养是否达标;16设备的清洁保养是否达标;17检夹具的摆放是否到位;18返修品是否及时返修完;19每日班产量是否达标。
工艺纪律检查表一、设备与工装1、设备是否按照规定进行维护保养,保养记录是否完整?检查设备的日常保养记录,包括清洁、润滑、紧固等项目。
查看设备的定期检修计划和执行情况,是否按时进行了大、中、小修。
2、设备的运行状态是否正常,有无异常噪音、振动或发热?观察设备在运行过程中的表现,倾听是否有异常声音。
用手触摸设备表面,感受是否有过度的振动或发热。
3、工装是否完好无损,定位是否准确?检查工装的外观,有无变形、磨损或损坏。
验证工装在使用时的定位精度,是否符合工艺要求。
4、设备和工装的标识是否清晰,编号是否唯一?查看设备和工装的标识牌,确认其名称、型号、编号等信息是否清晰准确。
二、原材料与零部件1、原材料和零部件的采购是否符合规定的渠道和标准?核对采购合同和供应商清单,确认原材料和零部件的来源合法合规。
检查原材料和零部件的质量检验报告,是否符合相关标准。
2、原材料和零部件的存放是否符合要求,有无防潮、防锈、防变质措施?查看仓库的存储环境,温度、湿度是否适宜。
检查原材料和零部件的包装和防护措施是否到位。
3、领用的原材料和零部件是否经过检验和确认,有无错领、混领现象?查看领料单和检验记录,确认领用的物料经过了检验合格。
在生产现场抽查正在使用的原材料和零部件,核对其规格型号是否正确。
4、剩余的原材料和零部件是否妥善保管,是否有清晰的标识和记录?检查剩余物料的存放区域,是否整齐有序。
查看剩余物料的标识和台账,记录是否完整准确。
三、生产操作1、操作人员是否经过培训和考核,具备相应的技能和资质?查看操作人员的培训记录和资格证书。
现场询问操作人员对工艺文件的理解和掌握程度。
2、操作人员是否严格按照工艺文件进行操作,有无擅自更改工艺参数或操作方法?观察操作人员的实际操作过程,与工艺文件进行对比。
检查工艺参数的设定和调整记录,是否经过授权和审批。
3、生产过程中的自检、互检和专检是否执行到位,检验记录是否完整?询问操作人员自检的内容和方法,查看自检记录。