工艺纪律检查表
- 格式:pdf
- 大小:48.58 KB
- 文档页数:3
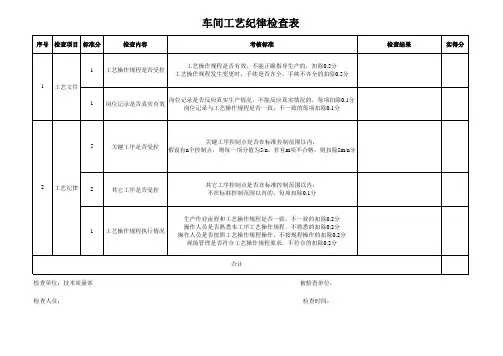
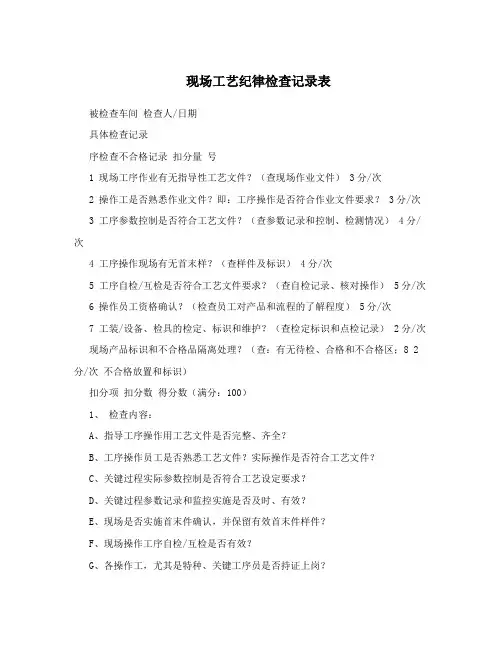
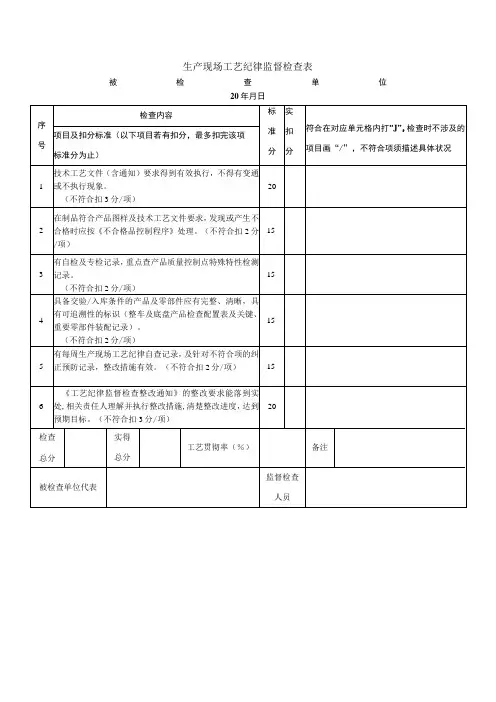
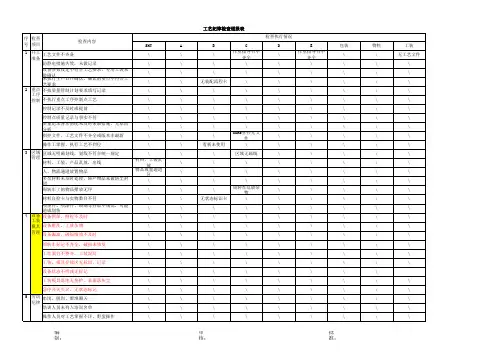
现场工艺纪律检查记录表被检查车间检查人/日期具体检查记录序检查不合格记录扣分量号1 现场工序作业有无指导性工艺文件?(查现场作业文件) 3分/次2 操作工是否熟悉作业文件?即:工序操作是否符合作业文件要求? 3分/次3 工序参数控制是否符合工艺文件?(查参数记录和控制、检测情况) 4分/次4 工序操作现场有无首末样?(查样件及标识) 4分/次5 工序自检/互检是否符合工艺文件要求?(查自检记录、核对操作) 5分/次6 操作员工资格确认?(检查员工对产品和流程的了解程度) 5分/次7 工装/设备、检具的检定、标识和维护?(查检定标识和点检记录) 2分/次现场产品标识和不合格品隔离处理?(查:有无待检、合格和不合格区;8 2分/次不合格放置和标识)扣分项扣分数得分数(满分:100)1、检查内容:A、指导工序操作用工艺文件是否完整、齐全?B、工序操作员工是否熟悉工艺文件?实际操作是否符合工艺文件?C、关键过程实际参数控制是否符合工艺设定要求?D、关键过程参数记录和监控实施是否及时、有效?E、现场是否实施首末件确认,并保留有效首末件样件?F、现场操作工序自检/互检是否有效?G、各操作工,尤其是特种、关键工序员是否持证上岗?H、设备、工装点检/维护记录及实施情况是否符合要求?I、现场产品标识、防护及安全放置是否妥当? 2、扣分要求:A、A项和B项每项每次扣分为:3分。
B、C项和D项每项每次扣分为:4分。
C、E项和F项每项每次扣分为:5分D、其余各项每次扣分为:2分。
3、评分标准:A、满分为:100分;扣分累加;得分=100-扣分累加值B、评级标准:同现场定置管理和5S检查。
C、评级频次为:和现场定置管理和5S检查汇总一起评分。
D、责任部门在第二个工作日须针对每次检查问题点制订整改措施及时间。
四、检查时间:每月和第二周和第四周四下午2:00。
五、检查人员:制造部工艺组工程师。
六、检查结果及要求同“现场定置管理和5S检查”。

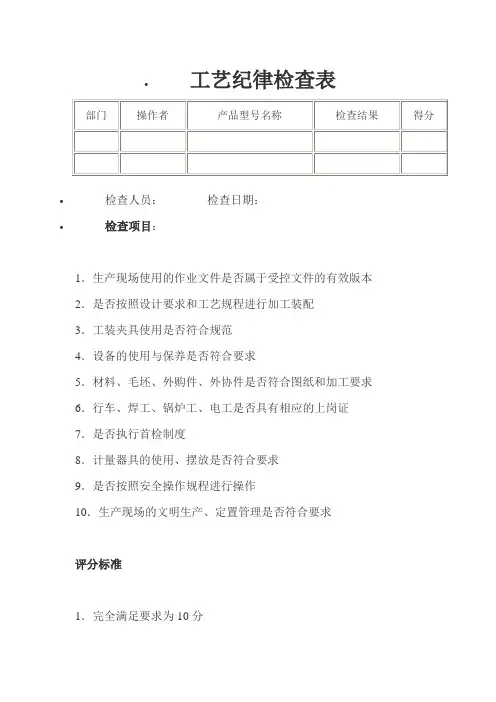
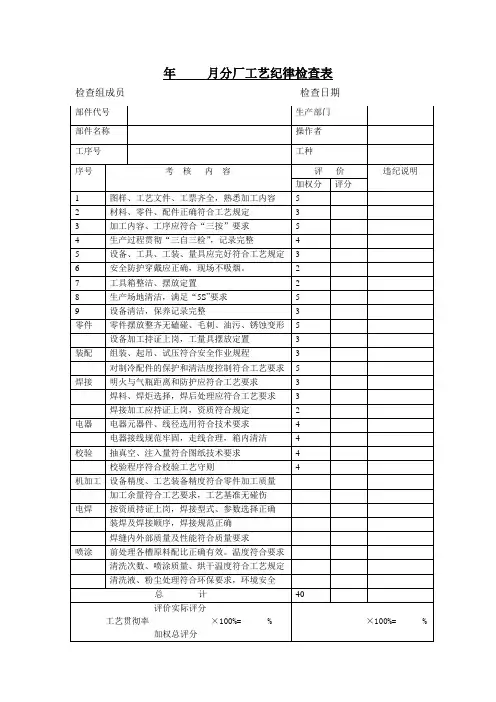
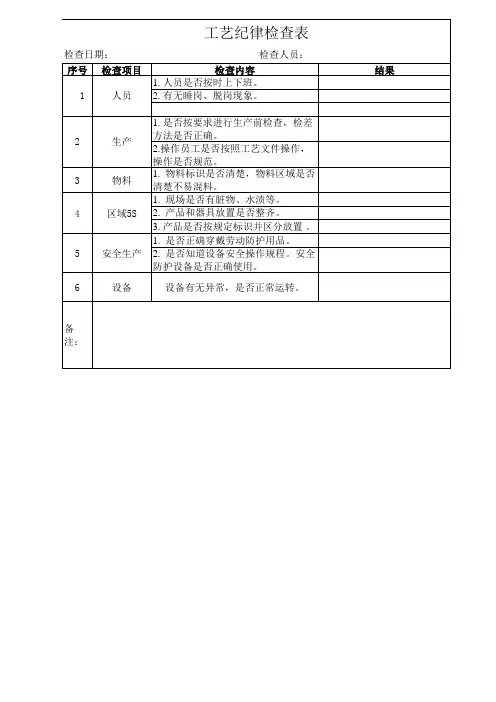
∙检查人员:检查日期:
∙检查项目:
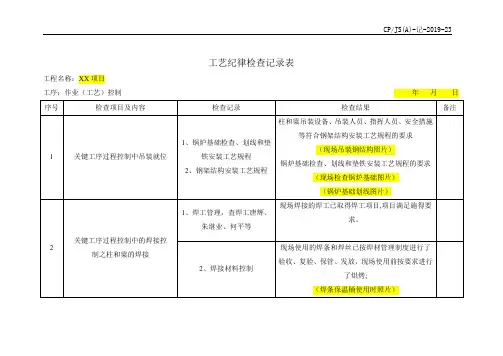
1.生产现场使用的作业文件是否属于受控文件的有效版本2.是否按照设计要求和工艺规程进行加工装配
3.工装夹具使用是否符合规范
4.设备的使用与保养是否符合要求
5.材料、毛坯、外购件、外协件是否符合图纸和加工要求6.行车、焊工、锅炉工、电工是否具有相应的上岗证
7.是否执行首检制度
8.计量器具的使用、摆放是否符合要求
9.是否按照安全操作规程进行操作
10.生产现场的文明生产、定置管理是否符合要求
评分标准
1.完全满足要求为10分
2.基本满足要求,但在实施过程中有轻度缺陷,经指出马上纠正者为8分
3.具有中等程度不合格项,但经指出后能纠正者为5分
4.具有严重不合格项,经指出仍不纠正者为0分。
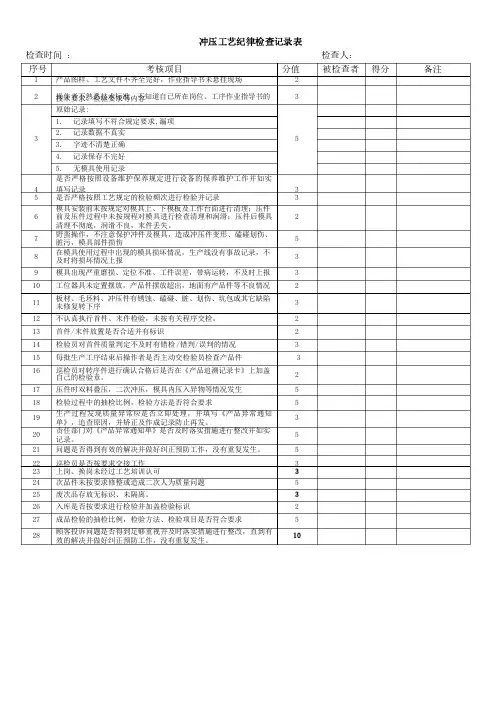
冲压工艺纪律检查记录表检查时间检查时间 : 检查人:检查人: 序号序号考核项目考核项目分值分值 被检查者被检查者 得分得分 备注备注1 产品图样、工艺文件不齐全完好,作业指导书未悬挂现场2 2操作者不熟悉技术标准,不知道自已所在岗位、工序作业指导书的技术要求、检验要求等内容技术要求、检验要求等内容 33原始记录原始记录: :51. 记录填写不符合规定要求记录填写不符合规定要求,,漏项漏项2. 记录数据不真实记录数据不真实3. 字迹不清楚正确字迹不清楚正确4. 记录保存不完好记录保存不完好5. 无模具使用记录无模具使用记录4 是否严格按照设备维护保养规定进行设备的保养维护工作并如实填写记录填写记录35 是否严格按照工艺规定的检验频次进行检验并记录3 6 模具安装前未按规定对模具上、下模板及工作台面进行清理;压件前及压件过程中未按规程对模具进行检查清理和润滑;前及压件过程中未按规程对模具进行检查清理和润滑;压件后模具压件后模具清理不彻底,润滑不良,末件丢失。
2 7 野蛮操作,不注意保护冲件及模具,造成冲压件变形、磕碰划伤、脏污,模具部件损伤脏污,模具部件损伤5 8 在模具使用过程中出现的模具损坏情况,生产线没有事故记录,不及时将损坏情况上报及时将损坏情况上报3 9 模具出现严重磨损、定位不准、工件误差,带病运转,不及时上报 3 10 工位器具未定置摆放,产品件摆放超出,地面有产品件等不良情况 2 11 板材、毛坯料、冲压件有锈蚀、磕碰、脏、划伤、坑包或其它缺陷未修复转下序未修复转下序3 12 不认真执行首件、末件检验,未按有关程序交检。
2 13 首件首件//末件放置是否合适并有标识末件放置是否合适并有标识2 14 检验员对首件质量判定不及时有错检/错判错判//误判的情况误判的情况3 15 每批生产工序结束后操作者是否主动交检验员检查产品件 3 16 巡检员对转序件进行确认合格后是否在《产品追溯记录卡》上加盖自己的检验章,自己的检验章,2 17 压件时双料叠压,二次冲压,模具内压入异物等情况发生 5 18 检验过程中的抽检比例,检验方法是否符合要求5 19 生产过程发现质量异常应是否立即处理,并填写《产品异常通知单》,追查原因,并矫正及作成记录防止再发。
冲压工艺纪律检查记录表2、每次检查前工艺组要先做好计划(包括检查工序及内容)。
3、要求检查考核项目中50%以上的项目,重点检查A、B类问题及生产中经常发生的问题。
4、要求车间对发现的问题填写纠正措施进行整改,并反馈工艺科,工艺组对上次改进问题进行审查验证,记录交综合组存档。
5、检查结果及时返给综合组归档,综合组针对四工艺组和车间联查情况督促进行工艺考核,月底向人力资源部反馈工艺考核情况。
焊装工艺纪律检查记录表注:1、每工艺组每周与车间联查两次,要求车间联查人员确认签字。
2、每次检查前工艺组要先做好计划(包括检查工序及内容)。
3、要求检查考核项目中50%以上的项目,重点检查A、B类问题及生产中经常发生的问题。
4、要求车间对发现的问题填写纠正措施进行整改,并反馈工艺科,工艺组对上次改进问题进行审查验证,记录交综合组存档。
5、检查结果及时返给综合组归档,综合组针对四工艺组和四车间联查情况督促进行工艺考核,月底向人力资源部反馈工艺考核情况。
涂装工艺纪律检查记录表检查时间:检查人:注:1、每工艺组每周与车间联查两次,要求车间联查人员确认签字。
2、每次检查前工艺组要先做好计划(包括检查工序及内容)。
3、要求检查考核项目中50%以上的项目,重点检查A、B类问题及生产中经常发生的问题。
4、要求车间对发现的问题填写纠正措施进行整改,并反馈工艺科,工艺组对上次改进问题进行审查验证,记录交综合组存档。
5、检查结果及时返给综合组归档,综合组针对四工艺组和四车间联查情况督促进行工艺考核,月底向人力资源部反馈工艺考核情况。
总装工艺纪律检查记录表检查时间:检查人:注:1、每工艺组每周与车间联查两次,要求车间联查人员确认签字。
2、每次检查前工艺组要先做好计划(包括检查工序及内容)。
3、要求检查考核项目中50%以上的项目,重点检查A、B类问题及生产中经常发生的问题。
4、要求车间对发现的问题填写纠正措施进行整改,并反馈工艺科,工艺组对上次改进问题进行审查验证,记录交综合组存档。
工艺纪律检查表
部门:铸工车间 2017年 9月 24 日
序号检查
项目
主要内容抽查方式及扣分办法
应得
分
扣
分
备注
1 工艺
技术
文件
a.工艺文件在现场是否能方便
的获取,现场文件是不是最新
状态,现场工艺文件是否齐
备。
缺少一项扣一分,缺三项及以上
者,扣10分。
生产现场文件不清
楚、有明显错误、随意划改,发
现一处扣1分,发现三处及以上,
扣10分。
技术文件签署不全等,
发现一处扣1分,发现三处及以
上,扣10分。
15
1 手工造型现场悬挂2901211D61Z0工艺卡不清
晰.
b.现场工艺文件正确、完整、清
晰并受控。
c.工艺文件按规定程序签署完
整方能执行,不得随意修改。
d.产品是否按照工艺文件生产。
2 工艺
执行
a.操作工是否了解产品特性、质
量要求、检验和评价方法
检查各工序对文件的执行,不按
工艺规程操作,一项扣2分。
抽
查原始记录,无原始记录或无检
测手段,缺少一项扣5分,缺少
三份及以上者扣20分。
20
10 查制芯工序无混砂时间记录;
查手工造型工序在做2901211D61Z0时型腔硬
度实测为75,与要求>80不符,且未查到记
录;
造型线上造型时间要求3-5秒,实际记录显
示为10秒,与要求不符;
现场线上3502211AA6T其中一箱局部硬度在
75-79,与要求>80不符,但记录显示全部为
合格。
b.是否严格按工艺规程操作,记
录是否真实并符合工艺要求。
c.是否合理使用工艺装备及计
量器具。
d.与质量直接有关的设备是否
满足工艺要求。
e.使用工装模具前是否对其进
行检验,工装模具使用完毕清
洁干净并送回工装模具库。
3 过程
控制
a.严格执行自检制度,并做好记
录。
抽查三级检验及首检记录,记录
不规范的,每项扣3分。
查出一
项无检验记录(制度规定要有记
录的)本项记0分。
15
b.在用量检具检定、校准合格,
使用正确
c.自检后成品、废品隔离存放
4 工艺
装备
a.生产过程中的设备、工装模
具、仪器、仪表及工具应符合
工艺规定;使用方法正确、维
护保养情况应良好。
使用的设备、工装模具及器具等
符合工艺规定。
检查工具、量具
的放置及防护情况。
抽查设备维
修记录,工装模具是否符合工艺
要求,是否经过验证合格。
检查
是否有超期未检和使用不合格的
量、检具。
设备有定期检查记录
及标识完整、清晰。
每处不符合
扣2分。
20
2 新车间壳芯机(东)静模温度工艺卡要求
230℃±15℃,设备显示温度为205℃,与工
艺要求不符。
b.工具、量具等放置整齐。
c.工装模具、压力机、其它生产
设备应经常保持精度和良好
的技术状态,满足生产技术需
要。
d.计量器具、检测装置应坚持周
期检定,保持精度合格、标识
清晰。
e.设备应按要求进行定期检查、
保养和保持记录。
f.
5 工作
现场
管理
a.生产、作业环境良好,具备便
利、安全和整洁的操作平台和
空间。
每条不符合扣1分。
发现使用不
合格的材料、不合格产品无标识
或混放者本项记0分。
15
b.技术文件和工作场所整齐、整
洁、道路畅通。
c.不合格品或待处理品应隔离
放置,不得随意摆放、混淆摆
放,并应有明显的标识。
d.材料、半成品流转过程的标识
明确,对特殊材质产品保护到
位。
6
人员
管理
a.操作人员特别是关键工序的
操作人员,需经过培训和考
核,有资质要求的岗位有相应
的上岗证。
若有新员工,抽查是否已进行岗
位培训和教育,考核合格,能否
满足本岗位的需要。
到生产现场
向操作者了解情况,判断是否符
合要求。
抽查新员工实际操作是
否符合工艺要求。
每个不符合项
扣2分。
15
b.操作人员应明确工艺规程或
作业指导书的要求,熟悉操作
规范和日常设备保养规范。
总计100
实际得分87 检查人员:日期:。