熔化极惰性气体保护电弧焊
- 格式:ppt
- 大小:1.86 MB
- 文档页数:36
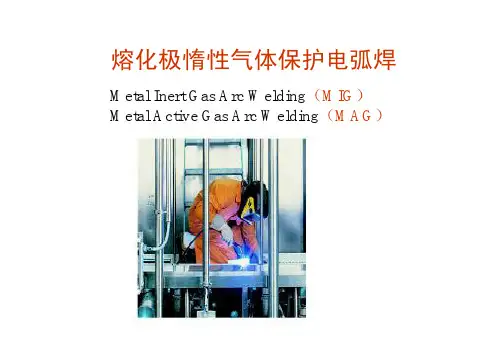
熔化极惰性气体保护电弧焊Metal Inert Gas Arc Welding(MIG)Metal Active Gas Arc Welding(MAG)一MIG 焊的特点及应用1、MIG 焊的基本原理焊接过程动画n 以惰性气体或混合气体作为保护气体,采用与母材相近材质的焊丝作为电极,焊丝熔化后形成熔滴过渡到熔池中,与熔化的母材共同形成焊缝。
n MIG/MAG 属于GMAWn MIG (Ar ,He )n MAG (Ar +O 2、Ar +CO 2)2. MIG/MAG焊的特点n惰性气体保护,焊缝纯净度高,力学性能好;电弧燃烧稳定;熔滴细小,过渡稳定;飞溅小。
n与TIG焊比:生产效率高;焊接板厚比TIG焊大,焊接电流大,焊接热输入大,熔深大n与SAW埋弧焊比:焊缝的[H]低,抗冷裂能力高n与CO2焊比:成本高3.MIG/MAG焊的应用材料:50年代初应用于铝及铝合金,以后扩展到铜及铜合金的焊接,几乎所有的材料,多用于有色金属的焊接厚度:厚、薄均可位置:可全位置结构:中、厚板的有色金属结构,尤其是铝合金结构。
MIG/MAG焊的应用4. MIG/MAG 焊的对比n MIG 以Ar 或He 作为保护气体n MAG 在Ar 或He 中加入活性气体,如O 2,CO 2n MAG 焊在电弧形态、熔滴过渡、电弧特性等方面与氩弧相似,活性气体的量一般小于30%n 可消除指状熔深n 由于氧化性气体的存在金属的氧化是不可避免的,在选择焊丝时应注意在成分上给与补充。
n MAG 焊主要用于高强钢及高合金钢的焊接。
Mn + CO 2→MnO + CO ↑Me + O →MeO二MIG/MAG 焊工艺MIG 焊:Ar 或He 为保护气体,不与金属发生冶金反应MAG 焊:含有氧化性气体O 2,CO 2,金属发生氧化反应1、MIG/MAG 焊的冶金特点2、MIG/MAG焊的熔滴过渡n MIG/MAG焊的熔滴过渡形式主要有:短路过渡,滴状过渡,喷射过渡,亚射流过渡n熔滴过渡形式主要取决于电流、电弧长度、极性、气体介质、焊丝材质、直径、伸出长度等参数。
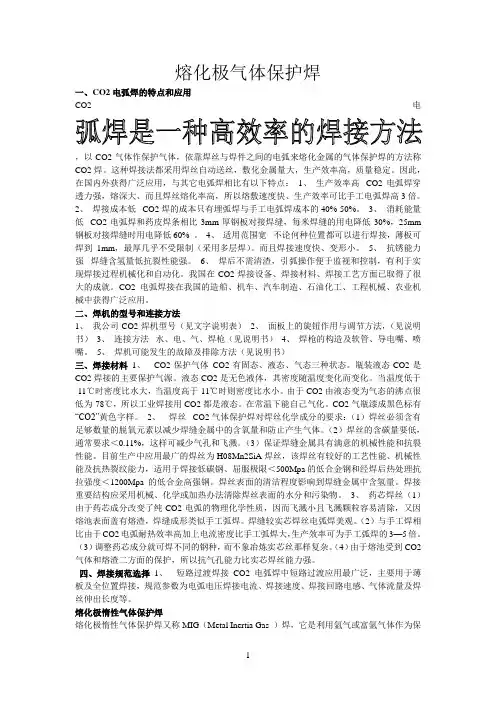
熔化极气体保护焊一、CO2电弧焊的特点和应用CO2电,以CO2气体作保护气体,依靠焊丝与焊件之间的电弧来熔化金属的气体保护焊的方法称CO2焊。
这种焊接法都采用焊丝自动送丝,敷化金属量大,生产效率高,质量稳定。
因此,在国内外获得广泛应用,与其它电弧焊相比有以下特点:1、生产效率高CO2电弧焊穿透力强,熔深大、而且焊丝熔化率高,所以熔敷速度快、生产效率可比手工电弧焊高3倍。
2、焊接成本低CO2焊的成本只有埋弧焊与手工电弧焊成本的40%-50%。
3、消耗能量低CO2电弧焊和药皮焊条相比3mm厚钢板对接焊缝,每米焊缝的用电降低30%,25mm 钢板对接焊缝时用电降低60% 。
4、适用范围宽不论何种位置都可以进行焊接,薄板可焊到1mm,最厚几乎不受限制(采用多层焊)。
而且焊接速度快、变形小。
5、抗锈能力强焊缝含氢量低抗裂性能强。
6、焊后不需清渣,引弧操作便于监视和控制,有利于实现焊接过程机械化和自动化。
我国在CO2焊接设备、焊接材料、焊接工艺方面已取得了很大的成就。
CO2电弧焊接在我国的造船、机车、汽车制造、石油化工、工程机械、农业机械中获得广泛应用。
二、焊机的型号和连接方法1、我公司CO2焊机型号(见文字说明表)2、面板上的旋钮作用与调节方法,(见说明书)3、连接方法水、电、气、焊枪(见说明书)4、焊枪的构造及软管、导电嘴、喷嘴。
5、焊机可能发生的故障及排除方法(见说明书)三、焊接材料1、CO2保护气体CO2有固态、液态、气态三种状态。
瓶装液态CO2是CO2焊接的主要保护气源。
液态CO2是无色液体,其密度随温度变化而变化。
当温度低于-11℃时密度比水大,当温度高于-11℃时则密度比水小。
由于CO2由液态变为气态的沸点很低为-78℃,所以工业焊接用CO2都是液态。
在常温下能自己气化。
CO2气瓶漆成黑色标有“CO2”黄色字样。
2、焊丝CO2气体保护焊对焊丝化学成分的要求:(1)焊丝必须含有足够数量的脱氧元素以减少焊缝金属中的含氧量和防止产生气体。
T I G和M I G焊接的区别1、TIG焊一般是一手持焊枪,另一只手持焊丝,适合小规模操作和修补的手工焊。
2、MIG和MAG,焊丝通过自动送丝机构从焊枪送出,适合自动焊,当然也可以用手工。
3、MIG和MAG的区别主要在保护气氛。
设备近似,但前者一般用氩气保护,适合焊接有色金属;后者在氩气里一般掺二氧化碳活性气体,适合焊接高强钢和高合金钢。
4、TIG、MIG都是惰性气体保护焊,俗称氩弧焊。
惰性气体可以是氩或者氦,但是氩便宜,所以常用,于是惰性气体弧焊一般称为氩弧焊。
钨极惰性情体保护焊是以钨或钨的合金作为电极材料,在惰性气体的保护下,利用电极与母材金属(工件)之间产生的电弧热熔化母材和填充焊丝的焊接过程。
英文称为GTAW——Gas Tungsten Arc Welding或TIG——Tungsten Inert Gas Welding1)手弧焊(STICK)?2)焊条手弧焊,英文是Shielded Arc Welding(缩写SMAW),?3)其原理是:在药皮焊条和母材间产生电弧,利用电弧热融化焊条和母材的焊接方法。
焊条外层覆盖焊药,遇热融化,具有使电弧稳定、形成溶渣、脱氧、精炼等作用。
4)焊条手弧焊焊接原理图:焊接电源使用具有下降特性的交流电焊机或直流电弧焊机。
一般使用交流电弧焊机,特别要求电弧稳定性时使用直流电弧焊机。
?主要特点:?焊接操作简单;焊钳轻,移动方便,适用作业范围广。
2)熔化极气保焊(CO2/MAG/MIG)3)?4)消耗电极式气体保护焊接,英文是Gas meta l Arc Welding(缩写GMAW)5)MAG 焊接:meta l Active Gas Welding(Active Gas: 活性气体)6)MIG 焊接:meta l Inert Gas Welding,(Inert Gas: 惰性气体)7)根据保护气体的种类,大体分为MAG焊接和MIG焊接。
MAG焊接使用CO2、或在氩气内混合C02或氧气(这些称为活性气体)。
MIG焊MIG焊(惰性气体保护金属极电弧焊)英文:metal inert-gas weldingMIG焊接除用金属丝代替焊炬内的钨电极外。
其它和TIG焊一样。
因此,焊丝由电弧熔化,送入焊接区。
电力驱动辊按照焊接所需从线轴把焊丝送入焊炬。
热源也是直流电弧,但极性和TIG焊接时所用的正好相反。
所用保护气体也不同,要在氩气内加入l%氧气,来改善电弧的稳定性。
在基本工艺上也有些不同,例如,喷射传递、脉动喷射、球状传递和短路传递。
脉冲MIG焊脉冲MIG焊是利用脉冲电流取代通常的脉动直流的MIG焊方法。
由于采用脉冲电流,脉冲MIG焊的电弧是脉冲式的,与通常的连续电流(脉动直流)焊接相比:1、焊接参数调节范围更宽;如平均电流小于喷射过渡的下临界电流I0,只要脉冲峰值电流大于I0 ,仍然可以获得喷射过渡。
2、可方便、精确控制电弧能量;不仅脉冲或基值电流大小可调,而且其持续时间可以10-2 S为单位调节。
3、薄板及全位置、打底焊能力优越。
熔池仅在脉冲电流时间内熔化,在基值电流时间内可得到冷却结晶。
与连续电流的焊接相比,在熔深相同的前提下,平均电流(对焊缝的热输入)更小。
MIG焊(熔化极惰性气体保护焊)使用熔化电极,以外加气体作为电弧介质,并保护金属熔滴、焊接熔池和焊接区高温金属的电弧焊方法,称为熔化极气体保护电弧焊。
用实芯焊丝的惰性气体(Ar或He)保护电弧焊法称为熔化极惰性气体保护焊,简称MIG焊。
1、MIG焊原理和TIG焊不同,MIG(MAG)焊采用可熔化的焊丝作为电极,以连续送进的焊丝与被焊工件之间燃烧的电弧作为热源来熔化焊丝与母材金属。
焊接过程中,保护气体-氩气通过焊枪喷嘴连续输送到焊接区,使电弧、熔池及其附近的母材金属免受周围空气的有害作用。
焊丝不断熔化应以熔滴形式过渡到焊池中,与熔化的母材金属熔合、冷凝后形成焊缝金属。
2、MIG焊特点1.和TIG焊一样,它几乎可以焊接所有的金属,尤其适合于焊接铝及铝合金、铜及铜合金以及不锈钢等材料。

GMAW焊接--熔化极气体保护焊(又称惰性气体保护焊<MIG焊>).FCAW焊接--药芯焊丝气体保护焊.GTAW焊接--钨极氩弧焊(又称钨极惰性气体保护焊<TIG焊>).RESW焊接--电阻点焊.MCAW焊接--金属芯焊丝气体保护金属弧焊,或金属芯焊丝弧焊.SAW焊接---埋弧焊.PAW焊接---等离子电弧焊.MAG焊接---金属活性气体保护焊.回复引用TOP3#Re: 关于焊接符号---[请教]焊接名词与相对应的符号序号焊接名词符号1 氧乙炔焊OAW2 手工电弧焊SMAW3 埋弧焊SAW4 二氧化碳气体保护电弧焊FCAW5 钨极惰性气体保护电弧焊TIG6 熔化极惰性气体保护电弧焊MIG7 活性气体保护电弧焊MAG8 钨极脉冲氩弧焊TAW-P9 熔化极脉冲氩弧焊MAW-P10 气电立焊EGW11 等离子弧焊PAW12 电渣焊ESW13 电子束焊EBW14 激光焊LBW15 热剂焊TW16 高频电阻焊HFRW17 闪光对焊FW18 摩擦焊FRW19 电阻焊RW20 扩散焊DFW21 爆炸焊EW22 超声波焊USW23 硬钎焊 B24 软钎焊S25 热切割TC26 氧乙炔气割OFC-A27 等离子弧切割PAC28 激光切割LBC29 火焰喷涂FLSP30 电弧喷涂EASP31 等离子弧喷涂PSP32 焊态AW33 母材BM34 焊缝WM35 热影响区HAZRW——RWSISTANCE WELDING——电阻焊FW——flash welding——闪光焊RW-PC——pressure controlled resistance welding——压力控制电阻焊PW——projection welding——凸焊RSEW——resistance seam welding——电阻缝焊RSEW-HF——high-frequency seam welding——高频电阻缝焊RSEW-I——induction seam welding——感应电阻缝焊RSEW-MS——mash seam welding——压平缝焊RSW——resistance spot welding——点焊UW——upset welding——电阻对焊UW-HF——high-frequency ——高频电阻对焊UW-I——induction——感应电阻对焊SSW——SOLID STATE WELDING——固态焊CEW——co-extrusion welding——挤压焊CW——cold welding——冷压焊DFW——diffusion welding——扩散焊HIPW——hot isostatic pressure diffusion welding——热等静压扩散焊EXW——explosion welding——爆炸焊FOW——forge welding——锻焊FRW——friction welding——摩擦焊FRW-DD——direct drive friction welding——径向摩擦焊FSW——friction stir welding——搅拌摩擦焊FRW-I——inertia friction welding——惯性摩擦焊HPW——hot pressure welding——热压焊ROW——roll welding——热轧焊USW——ultrasonic welding——超声波焊。
TIG
中文:钨极惰性气体保护焊
日文:タングステンアーク溶接(ティグ)
英文:Tungsten inert gas welding
MIG
中文:熔化极惰性气体保护焊
日文:ミグ溶接
英文:metal inert-gas welding
MAG
中文:熔化极活性气体保护焊
日文:マグ溶接
英文:metal active-gas welding
Mig(惰性气体保护焊接)
使用惰性气体当保护气体以避免与其他物质产生反应。
惰性气体通常使用氩气Ar 或氦气He。
有时在惰性气体中混合有其他少量的O2、CO2或H2。
Mag(活性气体保护焊接)
使用活性气体当保护气体。
通常是使用CO2。
气体会在电弧中被分解,进而增大或缩小熔接范围。
因为CO2为主要的气体,因此通常又将MAG熔接称为CO2熔接。
熔化极气体保护电弧焊通常用的保护气体有:氩气、氦气、CO2气或这些气体的混合气。
以氩气或氦气为保护气时称为熔化极惰性气体保护电弧焊(在国际上简称为MIG焊);以惰性气体与氧化性气体(O2,CO2)混合气为保护气体时,或以CO2气体或CO2+O2混合气为保护气时,或以CO2气体或CO2+O2混合气为保护气时,统称为熔化极活性气体保护电弧焊(在国际上简称为MAG焊)。
熔化极气体保护电弧焊的主要优点是可以方便地进行各种位置的焊接,同时也具有焊接速度较快、熔敷率高等优点。
熔化极活性气体保护电弧焊可适用于大部分主要金属,包括碳钢、合金钢。
熔化极惰性气体保护焊适用于不锈钢、铝、镁、铜、钛、锆及镍合金。
利用这种焊接方法还可以进行电弧点焊。
熔化极氩弧焊特点熔化极氩弧焊是一种常见的焊接方法,它采用惰性气体——氩气作为保护气体,使得焊接过程中不会受到空气中的杂质和氧化物的影响。
下面将详细介绍熔化极氩弧焊的特点。
一、基础知识1. 熔化极氩弧焊的定义熔化极氩弧焊是利用电弧加热工件和填充材料,使其熔化并形成焊缝的一种常见的手工电弧焊接方法。
在这个过程中,使用惰性气体——通常是纯度高达99.995%的氩——作为保护气体来防止空气中的杂质和水分进入到熔池中。
2. 熔化极与非熔化极在手工电弧焊接中,有两种类型的电极可供选择:熔化极和非熔化极。
在熔化极电弧焊中,电极本身会在使用过程中被部分或完全融化,并成为填充材料;而在非熔化极电弧焊中,电极不会融化,只是用来产生电弧并传递电流。
3. 熔化极氩弧焊的应用熔化极氩弧焊广泛应用于各种材料的焊接,包括钢铁、铝、镁、钛等。
它可以用于手工焊接、机器人自动化焊接和半自动焊接等多种方式。
二、特点1. 高质量的焊缝由于熔化极氩弧焊采用惰性气体作为保护气体,可以避免空气中的杂质和水分进入到熔池中,从而产生高质量的焊缝。
此外,使用熔化极还能够使得填充材料与工件之间形成更好的结合。
2. 焊接速度快相对于其他手工电弧焊接方法,熔化极氩弧焊具有较快的焊接速度。
这是因为惰性气体可以有效地保护熔池,并且使用熔化极时填充材料可以更快地融化并形成均匀的焊缝。
3. 适用于各种厚度和形状的工件由于熔化极氩弧焊采用的是手工焊接或机器人自动化焊接等方式,因此适用于各种厚度和形状的工件。
此外,由于填充材料可以根据需要进行调整,因此可以实现各种类型的焊接。
4. 焊接过程中产生少量烟雾和毒气虽然熔化极氩弧焊相对于其他电弧焊接方法来说产生的烟雾和毒气较少,但仍然需要注意安全问题。
在使用时应该采取必要的防护措施,如佩戴呼吸器和手套等。
5. 适用于高温环境由于熔化极氩弧焊采用惰性气体作为保护气体,并且使用熔化极时填充材料可以更快地融化并形成均匀的焊缝,因此适用于高温环境下的焊接。
熔化极气体保护焊原理及分类一、熔化极气体保护焊原理、特点及分类1、熔化极气体保护焊的原理用外加气体作为电弧介质,并保护熔滴、熔池和焊接区的电弧焊方法,称为气体保护焊。
气体保护焊分为:(1)熔化极气体保护焊;(2)不熔化极气体保护焊。
2.熔化极气体保护焊的特点(1)明弧焊,熔池可见度好;不用焊剂,烟雾少,无熔渣;保护气体是喷射的,适宜全位置焊接,不受空间位置的限制,有利于实现机械化和自动化焊接。
(2)电弧在保护气流的压缩下热量集中,熔池和热影响区很小,焊接变形小、焊接裂纹倾向不大,尤其适合于薄板焊接。
(3)采用氩、氦等惰性气体保护,当焊接化学性质较活泼的金属或合金时,可获得高质量的焊接接头。
(4)不宜在有风的地方施焊;弧光强烈;设备复杂。
3.熔化极气体保护焊的分类(1)按保护气体的成分可分为:①熔化极惰性气体保护焊(Metal Inert Gas Arc Welding )(MIG焊);②熔化极活性气体保护焊(Metal Active Gas Arc Welding)(MAG焊);③CO2气体保护焊(CO2焊)。
(2)按所用焊丝的类型不同可分为:①实芯焊丝气体保护焊;②药芯焊丝气体保护焊。
(3)按操作方式不同可分为:①半自动气体保护焊;②自动气体保护焊。
二、熔化极气体保护焊常用气体及应用熔化极气体保护焊常用的保护气体有:氩气(Ar)、氦气(he)、氮气(N2)、氢气(H2)、氧气(O2)、二氧化碳(CO2)及混合气体。
被焊材料保护气体混合比化学性质焊接方法铝及铝合金Ar惰性熔化极和钨极Ar+He (He)=10%铜及铜合金Ar惰性熔化极和钨极Ar+N2 (N2)=20%熔化极N2 还原性不锈钢Ar+O2 (O2)=1%~ 2% 氧化性熔化极Ar+O2+CO2 (O2)=2% 、(CO2)=5%碳钢及低合金钢CO2氧化性熔化极Ar+CO2 (CO2)=20%~ 30%O2+CO2 (O2)=10%~ 15%钛锆及其合金Ar惰性熔化极和钨极Ar+He (He)=25%镍基合金Ar+He (He)=15%惰性熔化极和钨极1.氩气(Ar)和氦气(he)—惰性气体常用于铝、镁、钛等金属及其合金的焊接。
石家庄理工职业学院教案第一节熔化极惰性气体保护焊的特点和应用一、熔化极惰性气体保护焊的基本原理熔化极惰性气体保护焊是采用惰性气体(氩气或氦气)或它们的混合气体作为保护气体,焊丝既作为电极又作为填充金属,在焊接过程中焊丝不断熔化并过渡到熔池中去,成为焊缝金属的一部分。
以Ar或He作保护气体时,称之为熔化极惰性气体保护焊,简称为MIG焊接。
如果用Ar+O2、Ar+CO2或者Ar+CO2+O2等混合气体作为保护气体则称之为熔化极活性混合气体保护焊,简称为MAG焊接。
二、熔化极惰性气体保护焊的特点由于熔化极惰性气体保护焊采用的是惰性气体作为保护气体,与埋弧焊、焊条电弧焊等其它熔化极电弧焊相比,它具有如下一些特点:1.焊接质量好由于采用惰性气体作保护气体,保护效果好,焊接过程稳定,变形小,飞溅极少或根本无飞溅。
2.焊接生产率高由于是用焊丝作电极,可采用大的电流密度焊接,因而母材熔深大,焊丝熔化速度快。
3.焊接范围广由于采用惰性气体作保护气体,不与熔池金属发生反应,保护效果好,几乎所有的金属材料都可以焊接。
三、熔化极惰性气体保护焊的应用熔化极惰性气体保护焊适合于焊接低碳钢、低合金钢、耐热钢、不锈钢、有色金属及其合金。
低熔点或低沸点金属材料如铅、锡、锌等,不宜采用熔化极惰性气体保护焊。
目前在中等厚度、大厚度铝及铝合金板材的焊接,已广泛地应用熔化极惰性气体保护焊。
所焊的最薄厚度约为1mm,厚度基本不受限制。
[教学总结]:1.熔化极氩弧焊方法的原理2.熔化极氩弧焊方法的应用作业P132 1、2第二节 MIG焊设备一、组成及要求熔化极惰性气体保护焊设备主要由焊接电源、送丝机构、焊枪、控制系统、供水供气系统等部分组成。
1、焊接电源为了保证焊接过程稳定,减少飞溅,焊接电源均采用直流电源,且反接。
2、送丝机构送丝机构与CO2气体保护焊的送丝机构相似,分为推丝式、拉丝式和推拉丝式。
3、焊枪焊枪分为半自动焊枪和自动焊枪,有气冷和水冷两种形式。
常用焊接符号在焊接过程中,为了方便表达各种焊接方式、焊接接头形式和焊接参数等信息,常用一些焊接符号来表示。
本文介绍了一些常用的焊接符号,以便读者了解和掌握。
下面是本店铺为大家精心编写的3篇《常用焊接符号》,供大家借鉴与参考,希望对大家有所帮助。
《常用焊接符号》篇1一、焊接方式符号1. MIG 焊:MIG 焊是一种熔化极惰性气体保护焊,常用于焊接不锈钢、铝合金等材料。
其焊接符号为“MIG”。
2. TIG 焊:TIG 焊是一种熔化极惰性气体保护焊,常用于焊接不锈钢、铜合金等材料。
其焊接符号为“TIG”。
3. MAG 焊:MAG 焊是一种熔化极活性气体保护焊,常用于焊接碳钢、合金钢等材料。
其焊接符号为“MAG”。
4. 手弧焊:手弧焊是一种常用的焊接方法,其焊接符号为“HW”。
二、焊接接头形式符号1. 对接接头:对接接头是指两个焊件端部对接,焊缝形成一条直线的接头形式。
其焊接符号为“I”。
2. 角接接头:角接接头是指两个焊件以角度相交连接的接头形式。
其焊接符号为“V”。
3. 搭接接头:搭接接头是指两个焊件的一部分重叠连接的接头形式。
其焊接符号为“J”。
4. 端接接头:端接接头是指两个焊件的一端对接连接的接头形式。
其焊接符号为“E”。
三、焊接参数符号1. 焊接电流:焊接电流是焊接过程中的一个重要参数,其符号为“I”。
2. 焊接电压:焊接电压也是焊接过程中的一个重要参数,其符号为“U”。
3. 焊接速度:焊接速度是指焊接过程中焊缝形成的速度,其符号为“V”。
4. 焊接层数:焊接层数是指焊接过程中焊件被焊接的层数,其符号为“N”。
《常用焊接符号》篇2焊接符号是焊接工艺中用来表示焊接方式、焊接位置、焊接尺寸和焊接参数等的符号。
以下是一些常用的焊接符号:1. 焊接方式符号:- 气焊:F- 电弧焊:E- 气压焊:P- 激光焊:L- 等离子弧焊:I - 电磁脉冲焊:M 2. 焊接位置符号: - 顶部焊接:T- 底部焊接:B- 左侧焊接:L- 右侧焊接:R- 前部焊接:F- 后部焊接:B- 内部焊接:I- 外部焊接:O3. 焊接尺寸符号: - 焊缝厚度:H- 焊缝宽度:W- 焊缝长度:L- 角焊缝厚度:C - 角焊缝宽度:S - 角焊缝长度:L 4. 焊接参数符号:- 焊接电流:I- 焊接电压:U- 焊接速度:V- 焊接温度:T- 气体保护:G- 焊接线径:D5. 焊接质量符号:- 焊缝质量等级:Q- 焊接方法等级:P- 焊接工艺评定:R- 焊接质量检验:I6. 焊接结构符号:- 接头:J- 节点:N- 零件:P- 组件:A- 组装:S这些焊接符号在焊接工艺文件、图纸和说明书中经常使用,了解这些符号有助于理解和掌握焊接工艺。
MIG焊、MAG焊和CO2气保焊及其适用原则作为焊接人员,我们在职称答辩或者专业面试时经常面对如下问题,介绍一下MIG焊和MAG焊及应用,或介绍MAG焊和C02气保焊及应用。
大多时候我们是能够说出个大体概念,但具体到应用或者想稍微延伸时就紧张停顿,甚至部分专业人员分不清MAG焊和C02气保焊,而这两种焊接方法在公司实际应用中最为广泛。
今天我们来详细说明一下这三种焊接方式,也是我们焊接人员必须知道的基本知识之一。
先说基本定义,只有了解和对比其定义,我们才容易理解区分和记忆,三种焊接方式对比定义如下:(1)MIG焊熔化极惰性气体保护焊,英文:Meta1Inert-gaswe1ding o使用熔化电极,以外加惰性气体(Ar或He)作为电弧介质,并保护金属熔滴、焊接熔池和焊接区高温金属的电弧焊方法,称为熔化极惰性气体保护焊,简称MIG焊。
(2)MAG焊:熔化极活性气体保护焊,英文:Meta1ActiveGasArcWe1ding o使用熔化电极,以外加混合气体(惰性气体主要是氮气中加入少量的氧化性气体)作为电弧介质,并保护金属熔滴、焊接熔池和焊接区高温金属的电弧焊方法,称为熔化极活性气体保护焊,简称MIG焊。
氧化性气体主要是氧气,二氧化碳或其混合气体,我国常用的是80%Ar+20%C02或者90%Ar+10%C02的混合气体。
由于混合气体中氨气占的比例较大,故常称为富氮混合气体保护焊。
当然只要是熔化电极,不管氧化活性气体含量有多少,只要含有氧化活性气体都是MAG焊,而不能称为MIG焊。
(3)CO2气保焊:二氧化碳气体保护焊,英文:CarbonDioxideArcWe1ding o使用熔化电极,以外加C02气体作为电弧介质,并保护金属熔滴、焊接熔池和焊接区高温金属的电弧焊方法,称为二氧化碳气体保护焊,简称C02焊。
通过以上定义对比,明显能将三种方式说清并区分出来:三种方法都属于电弧焊,都是熔化电极,主要区别是电弧的气体介质不同,保护气体全部惰性气体的叫MIG焊,保护气体全部是二氧化碳的是Co2气保焊,保护气体是惰性气体和活性气体混合体的是MAG焊。