万能轧机简介(上)
- 格式:ppt
- 大小:7.76 MB
- 文档页数:11

万能轧机设备安装技术摘要:万能轧机安装关键技术是轧机底板的安装,采用座浆法安装垫板,可以保证底板安装精度,以及找正过程中,“先中间后两边”可以有效的控制安装精度,达到设计要求。
【关键词】万能轧机垫板安装座浆法底板找正“先中间后两边”1、前言随着各国铁路部门采取高速﹑重载运输方案,对钢轨的要求越来越严格。
为满足铁路部门高精度的要求,各国钢轨生产厂家对钢轨生产工艺﹑生产设备﹑生产技术进行了改进(例如,南韩江源﹑中国鞍钢、攀钢、包钢)。
使得生产出的钢轨在性能、断面尺寸、表面质量上均有了较大提高,本文对万能轧机安装与控制过程进行介绍。
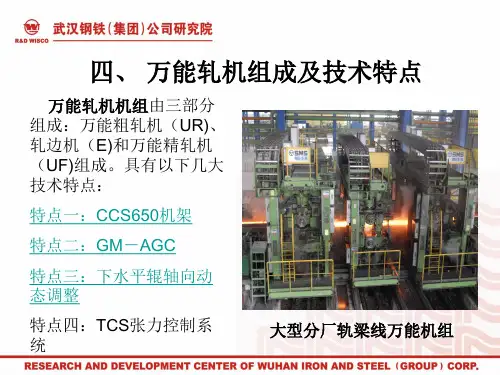
2、工程概况与分析2.1、万能轧机概况万能轧机组由3架轧机组成,分别为U1万能轧机、E轧边机、U2万能轧机。
轧机安装精度要求比较高,连续布置3台轧机,安装精度要求更高。
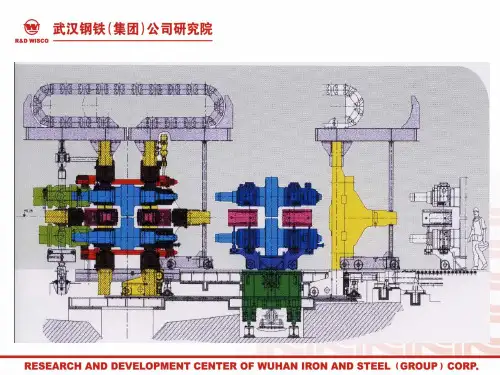
万能轧机主机设备主要由底座与机架两部分组成。
其中机架为紧凑卡盘式(CCS),它由两部分组成,传动侧为固定牌坊,操作侧为可移动牌坊,每片牌坊重量约为20吨,牌坊长为5米,高为4米。
在安装中,安装程序如下:基础验收→垫板准备→底板安装→底板找正→机架安装→机架找正。
现就本人经验,对此部分设备的安装进行一点总结。
2.2、万能轧机安装前条件分析2.2.1、设备安装前对土建施工完交工的基础,要按照图纸及施工验收规范进行基础中心线标高等几何尺寸的验收。
设备基础的尺寸极限偏差和水平度、铅垂度公差应符合施工验收规范的规定。
2.2.2地脚螺栓有效长度必须实地检查方可使用,可用天车吊着地脚螺栓逐个螺栓孔进行检查,检查项目包括:有效长度、螺栓锚板与螺栓T形头的配合,并要记录下螺栓锚板的方向。
2.2.3、设备垫板的准备按照规范规定的垫板规格,准备一定数量的斜垫板并配上配套的平垫板;在安放垫板时应注意下列各点:1)每一组垫板面积应按要求计算其承受负荷;2)尽量保证每个地脚螺栓旁有一组垫板,且垫板尽量靠近螺栓;3)承受垫板的基础表面应与垫板进行研磨。

第 1 章绪论1.1轧钢机的简介实现金属轧制过程、完成金属塑性变形的设备。
包括主要设备及附属设备,但一般所说的轧机仅指主要设备。
最早的轧机出现在14世纪的欧洲,1480年意大利人达•芬奇(Leonardo da Vinci)曾设计出轧机的草图。
1553年法国人布律利埃(Brulier)轧制出金和银的板材,用以制造钱币。
此后,西班牙、比利时和英国相继出现了轧机。
1766年英国有了顺列式的小型轧机,至19世纪中叶,第一台可逆式轧机在英国投产,并轧出了船用板材。
1838年建成了带活套(见活套轧制)的二列式线材轧机(见横列式轧机)。
1848年德国发明了万能轧机,1853年美国开始应用三辊式型材轧机,并用蒸汽机传动升降台,实现了升降动作的机械化。
接着美国又出现了三辊式劳特轧机(见厚板轧机),1859年建造了第一台连续式轧机,1862年英国人贝德森(G.Bedson)取得了平辊立辊交替配置的连续式线材轧机(见平立交替精轧机组)的专利。
轧制型材的带立辊的万能轧机是1872年问世的,20世纪初期建造了半连续式带钢轧机。
20世纪60年代以来各类轧机在设计、研究和制造方面取得了很大进展,并朝着连续化、自动化、高速化和专业化的方向发展,相继出现了轧制速度高达每秒钟130m的各种类型的线材轧机、全连续式的冷、热带钢轧机、宽度为5500mm的厚板轧机和连续式H型钢轧机(见H型钢)以及连续轧管机组等一系列先进设备,并在液压技术、电子计算机技术和各种测试仪表的应用以及轧制产品的实物质量和内部性能的控制等方面都有许多突破,使得轧机所用原料单重不断增大,产品的质量和产量不断提高,轧制的品种与规格日益增多。
中国于1871年在福州船政局所属拉铁厂首先应用轧机,用以轧制厚度为15mm 以下的钢板,6~120mm的方、圆钢。
1890年湖北汉冶萍公司汉阳铁厂装有宽为2450mm的用蒸汽机拖动的二辊中板轧机、横列式三机架二辊轨梁轧机以及350mm/300mm的小型轧机。
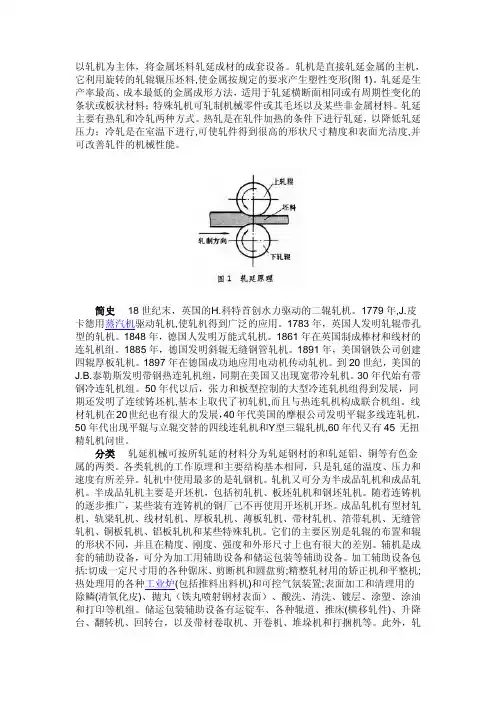
以轧机为主体,将金属坯料轧延成材的成套设备。
轧机是直接轧延金属的主机,它利用旋转的轧辊辗压坯料,使金属按规定的要求产生塑性变形(图1)。
轧延是生产率最高、成本最低的金属成形方法,适用于轧延横断面相同或有周期性变化的条状或板状材料;特殊轧机可轧制机械零件或其毛坯以及某些非金属材料。
轧延主要有热轧和冷轧两种方式。
热轧是在轧件加热的条件下进行轧延,以降低轧延压力;冷轧是在室温下进行,可使轧件得到很高的形状尺寸精度和表面光洁度,并可改善轧件的机械性能。
简史18世纪末,英国的H.科特首创水力驱动的二辊轧机。
1779年,J.皮卡德用蒸汽机驱动轧机,使轧机得到广泛的应用。
1783年,英国人发明轧辊带孔型的轧机。
1848年,德国人发明万能式轧机。
1861年在英国制成棒材和线材的连轧机组。
1885年,德国发明斜辊无缝钢管轧机。
1891年,美国钢铁公司创建四辊厚板轧机。
1897年在德国成功地应用电动机传动轧机。
到20世纪,美国的J.B.泰勒斯发明带钢热连轧机组,同期在美国又出现宽带冷轧机。
30年代始有带钢冷连轧机组。
50年代以后,张力和板型控制的大型冷连轧机组得到发展,同期还发明了连续铸坯机,基本上取代了初轧机,而且与热连轧机构成联合机组。
线材轧机在20世纪也有很大的发展,40年代美国的摩根公司发明平辊多线连轧机,50年代出现平辊与立辊交替的四线连轧机和Y型三辊轧机,60年代又有45°无扭精轧机问世。
分类轧延机械可按所轧延的材料分为轧延钢材的和轧延铝、铜等有色金属的两类。
各类轧机的工作原理和主要结构基本相同,只是轧延的温度、压力和速度有所差异。
轧机中使用最多的是轧钢机。
轧机又可分为半成品轧机和成品轧机。
半成品轧机主要是开坯机,包括初轧机、板坯轧机和钢坯轧机。
随着连铸机的逐步推广,某些装有连铸机的钢厂已不再使用开坯机开坯。
成品轧机有型材轧机、轨梁轧机、线材轧机、厚板轧机、薄板轧机、带材轧机、箔带轧机、无缝管轧机、铜板轧机、铝板轧机和某些特殊轧机。
第一篇:万能轧机钢结构技术总结攀钢万能轧机钢结构安装技术总结一、工程概况1.1工程简介攀钢万能轧机主厂房包括加热炉区域、1#、2#两个主轧线跨和1#、2#、3#三个主电室跨。
总建筑面积为18807.44㎡,约3400t钢结构。
共有柱子68根,最高为25.5m,最重为17.731t;吊车梁最大跨度为36m,最重为43t。
新建厂房的组成情况如下:1.1. 1加热炉区域长47.15m,跨度51m,设1台125/32t桥式吊车,吊车轨面标高为13.38m;设1台10t电动葫芦,吊车轨面标高为43.5m,建筑面积为2404.65㎡。
1.1. 2 1#主轧跨(C2D2跨)长201.1m,跨度33m,设2台200/16t桥式吊车,吊车轨面标高为13.38m;建筑面积为6636.3㎡。
1.1.3 1#主电室(C2B2跨)长201.1m,跨度18m,设1台125/32t桥式吊车,吊车轨面标高为8.3m;设1台10t双轨电动葫芦,吊车轨面标高为39m,建筑面积为3619.8㎡。
1.1.4 2#主轧跨(EF跨)长180.8m,跨度21m,设1台32/5t桥式吊车,设2台30t钢性料耙吊车,吊车轨面标高均为7.81m;设10t、5t电动葫芦各1台,吊车轨面标高均为25m,建筑面积为3796.8㎡。
1 1.1.4 2#主电室跨(EF2跨)长89.3m,跨度18m,设1台125/32t桥式吊车,1台50/10t桥式吊车,吊车轨面标高均为13.5m;设10t、5t电动葫芦各1台,吊车轨面标高均为25m,建筑面积为1607.4㎡。
1.1.4 3#主电室跨(EF3跨)长49.5m,跨度15m,设1台32/5t桥式吊车,吊车轨面标高均为13.5m;设5t电动葫芦1台,吊车轨面标高均为24m,建筑面积为742.5㎡。
新建主厂房为全钢结构,屋面及墙皮采用彩色压型钢板:屋面为角弛Ⅲ-600彩色瓦;墙皮采用V—125型彩色瓦。
二、采用的特殊措施a) JZ2柱的空中吊装由于JZ2柱长25.5m,故在制作时将高跨柱分两段出厂运输到现场,采用高空拼接。
机械工程学院课程设计任务书专业班级:设计人同组人:设计题目:万能轧机机架设计设计参数:Q235 D W=500mm D b=850mm 最大轧制力设计要求:通过本课程设计使学生了解轧钢机机架的结构及类型;熟悉轧钢机机架的主要结构参数;掌握轧钢机机架的强度校核方法及变形计算方法,为毕业设计及今后从事相关的专业打下必要的基础。
设计内容包括:1)主要结构参数的确定;2)机架强度校核;3)机架变形计算; 4)计算机绘制相关图纸;5)撰写说明书。
设计时间: 2014 年 12 月 15 日至 2015 年 01 月 02 日设计人(签字)指导教师(签字)教研室主任(签字)附注:本课程设计任务书由学生附入设计说明书内。
机架是轧机的主要承载部件之一,其力学性能直接影响产品的质量、轧制控制系统的精度和轧机的使用寿命。
本课程主要研究初轧机机架,首先介绍机架的类型、主要结构参数和结构特点,然后通过计算机架的强度、刚度和变形来对机架进行校核,并对机架的受力做了分析使其满足使用要求。
关键词:初轧机机架强度刚度变形摘要 (1)目录 (3)第一章绪论 (4)1.1万能轧机的介绍 (4)1.2机架的主要结构参数 (5)1.3机架的结构特点 (7)第二章轧机机架强度和刚度计算 (9)2.1轧钢机机架的强度和变形的计算步骤 (9)2.2机架的设计计算 (9)结论 (19)参考文献 (20)致谢 (21)第一章绪论1.1万能轧机的介绍1.1.1万能轧机万能轧机是由一对水平辊和一对立辊组成主机架,其四个辊的轴线在一个平面内,水平辊为主动辊,立辊为从动辊(有的轧机立辊也可驱动),可对轧件进行四面加工,并由二辊水平轧机做辅助机架(轧边机)。
[1]1.1.2万能轧机的用途万能轧机主要用来轧制各类型钢,例如:H型钢、钢轨、工字钢、槽钢、钢板桩、U型钢、L型钢、不等边角钢等各种类型的型钢,因其适用于多品种钢材轧制,故而得名“万能轧机”。
[3]1.1.3万能轧机的优点与常规轧制法相比,万能轧机轧制钢轨具有如下优点:由于可对钢轨头部和底部进行直接压下,对钢轨性能非常重要的头部与底部的加工硬化效果增大,可以得到良好的材料质量;通过轧制工序的各个部分,可以施加比较均匀的压下力而得到均匀的变形,从而得到高质量的钢轨;钢轨的轨底背部不发生缺陷,可获得平坦度及垂直度良好的钢轨;由于能够减轻轧辊局部的摩擦,可以保证产品良好的表面性能;轧辊的孔型设计方法得到简化,新精轧管产品开发周期得以缩短。
曼谷钢铁公司的万能轧机
Lesta.,M;曾节胜
【期刊名称】《马钢科研》
【年(卷),期】1998(000)004
【摘要】世界上最通用的长产品轧机之一已在曼谷钢铁公司成功地投入生产。
由于配备了用于全部产品精轧的快速变化双机架定径机组,轧机产量达到100t/h,比传统轧机提高15 ̄20%,且轧机率达90% ̄92%。
此外,轧机还配备了坯料接机,以实现“无头轧制”。
.
【总页数】4页(P50-53)
【作者】Lesta.,M;曾节胜
【作者单位】不详;不详
【正文语种】中文
【中图分类】TG333
【相关文献】
1.曼谷中国文化中心景观,曼谷,泰国 [J], 房木生;SUN Meng
2.曼谷大学国际学院和美术馆,曼谷,泰国 [J], 覃莺
3.崭新曼谷路浓浓检疫情——无锡检验检疫局机场办事处保障曼谷首航纪实 [J], 曹晓蕴
4.“曼谷杂种”——因曼谷热带性而生的本土原型 [J], 查蓬·楚恩鲁迪莫尔;庞凌波
5.Novokuznetsk钢铁公司订购万能轧机 [J], 植恒毅
因版权原因,仅展示原文概要,查看原文内容请购买。