凸凹体锉配工艺
- 格式:ppt
- 大小:403.00 KB
- 文档页数:4
锉配凹凸体的加工工艺步骤
锉配凹凸体的加工工艺步骤如下:
1. 确定形状和尺寸:根据设计要求和图纸,确定凹凸体的几何形状和尺寸。
2. 选择锉具:根据凹凸体的形状和尺寸,选择合适的锉具,如平面锉、半圆锉、方头锉等。
3. 固定工件:将要加工的凹凸体固定在工作台上,可以使用夹具或者其他适当的固定装置。
4. 粗锉:用粗锉先行去除工件表面多余材料,将凹凸体的整体形状进行粗加工。
5. 精锉:用细锉对凹凸体进行细致加工,将凹凸体的表面进行光洁度的加工。
6. 清洁:对加工后的凹凸体进行清洁,去除锉屑和粉尘。
7. 检验和修正:对加工后的凹凸体进行检验,检查形状和尺寸是否符合要求,如出现偏差则进行修正。
8. 表面处理:对凹凸体进行表面处理,如打磨、抛光等,以提高其外观质量和耐腐蚀性能。
9. 检验和保养:最后对加工后的凹凸体进行最终检验,确保质量合格,然后进行适当的保养和防护。
以上是锉配凹凸体的加工工艺步骤,具体步骤可能会根据不同的工件形状和加工要求有所差异。
钳工工艺一体化授课计划讲授新课:(工艺知识)二、扩孔扩孔的定义:就是在钻孔的基础上用扩孔工具(要求不高时,可用普通钻头)把孔径加大。
常用的扩孔方法有麻花钻扩孔和扩孔钻扩孔扩孔钻1麻花钻扩孔的特点:横刃不参加切削,轴向力小,进给省力。
但麻花钻外缘处前角较大,易把钻头从钻头套中拉下来。
扩孔钻2扩孔为什么比钻孔的精度高:用钻头在工件实体部位加工孔称为钻孔。
钻孔属粗加工,可达到的尺寸公差等级为IT13-IT11,表面粗糙度值为Ra50-12.5μm。
由于麻花钻长度较长,钻芯直径小而刚性差,又有横刃的影响,故钻孔有以下工艺特点:1.钻头容易偏斜。
由于横刃的影响定心不准,切入时钻头容易引偏;且钻头的刚性和导向作用较差,切削时钻头容易弯曲。
在钻床上钻孔时,容易引起孔的轴线偏移和不直,但孔径无显著变化。
2.孔径容易扩大。
钻削时钻头两切削刃径向力不等将引起孔径扩大。
3.孔的表面质量较差。
钻削切屑较宽,在孔内被迫卷为螺旋状,流出时与孔壁发生摩擦而刮伤已加工表面。
4.钻削时轴向力大。
这主要是由钻头的横刃引起的。
扩孔钻的结构与麻花钻相比有以下特点:1.刚性较好。
由于扩孔的背吃刀量小,切屑少,扩孔钻的容屑槽浅而窄,钻芯直径较大,增加了扩孔钻工作部分的刚性。
2.导向性好。
扩孔钻有3-4个刀齿,刀具周边的棱边数增多,导向作用相对增强。
3.切屑条件较好。
扩孔钻无横刃参加切削,切削轻快,可采用较大的进给量,生产率较高;又因切屑少,排屑顺利,不易刮伤已加工表面。
因此扩孔与钻孔相比,加工精度高,表面粗糙度值较低,且可在一定程度上校正钻孔的轴线误差。
此外,适用于扩孔的机床与钻孔相同。
三、锪孔锪孔的定义:将经过加工以后的孔用另外的一种工具将此孔的底部加工成一平面。
或者说用锪钻在孔口表面锪出一定形状的孔或表面的加工方法。
锪孔钻的常见分类:柱形锪钻、锥形锪钻、端面锪钻a)锪圆柱孔b)锪锥形孔c)锪孔口和凸台平面扩孔、锪孔方法:1、扩孔时为了保证扩大的孔与先钻的小孔同轴,应当保证在小孔加工完工件不发生位移的情况下进行扩孔。
项目八锉配锉配是钳工的一项重要操作技能。
本项目主要通过凹凸体锉配、四方件锉配、六方件锉配三个锉配任务的练习来介绍相关的锉配工艺知识、操作步骤及要点,从而进一步掌握和提高操作者的锉配技能。
任务一锉配凹凸体通过凹凸体的锉配练习可以进一步提高锉削技能,从而掌握正确的加工和检查方法可以提高锉配技能,提高锉配加工质量,为今后更好地从事钳工装配技术打下一个良好的基础。
学习目标掌握锉配的相关工艺知识;掌握锉配的一般加工步骤。
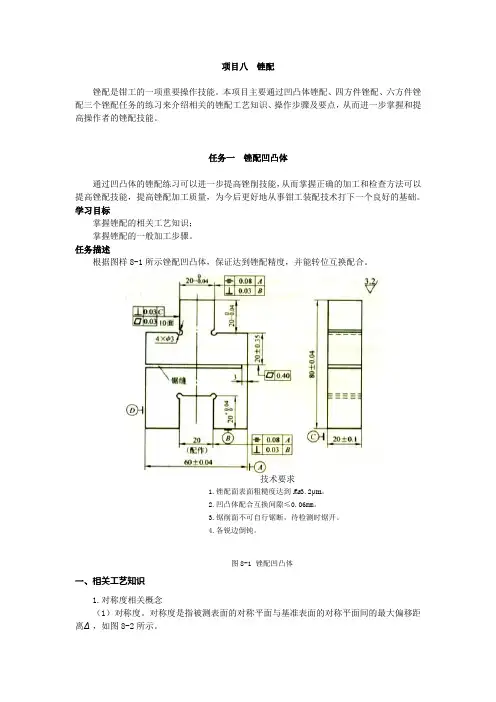
任务描述根据图样8-1所示锉配凹凸体,保证达到锉配精度,并能转位互换配合。
技术要求1.锉配面表面粗糙度达到Ra3.2μm。
2.凹凸体配合互换间隙≤0.06mm。
3.锯削面不可自行锯断,待检测时锯开。
4.各锐边倒钝。
图8-1 锉配凹凸体一、相关工艺知识1.对称度相关概念(1)对称度。
对称度是指被测表面的对称平面与基准表面的对称平面间的最大偏移距离Δ,如图8-2所示。
(2)对称度公差带。
对称度公差带是指距离为公差值t ,且相对基准中心平面对称配置的两平行平面之间的区域,如图8-3所示。
2.对称度的测量测量被测表面与基准面的尺寸A 和B ,其差值之半即为对称度。
如图8-4所示为对称度的测量示意图。
3.对称度对工件互换精度的影响如图8-5所示,如果凹凸件都有对称度要求0.04mm ,并且在同方向位置上锉配达到要求的间隙后,得到两侧基准面对齐,而调换180°后做配合就会产生两侧面基准面偏位误差,其总对称度值为0.08mm 。
任务实施一、练习图样凹凸体的锉配练习图样见图8-1。
二、工量具准备划针、样冲、锤子、划线平板、划线靠铁、锯弓、锯条、扁锉(粗、细各一个)、三角图8-2 对称度 图8-3 对称度公差带(a ) (b ) 图8-4 对称度的测量(a )同方向位置配合 (b) 转位后的配合图8-5 对称度对转位的精度影响锉、钻头(φ3mm )、金属直尺、高度游标卡尺、游标卡尺、千分尺、刀口形直尺、游标万能角度尺、塞尺、灯箱。
凹凸体的锉配技术锉配凹凸体是钳工学习锉配技术的的基础,对称的保证、直接尺寸和间接尺寸的控制方法、间隙的保证、形位公差对配合件质量的影响等知识都是我们从事钳工工作应该掌握的技术关键。
相关工艺技术,锉配凹凸体的工艺技术及应注意的问题是需要阐述的三个方面。
一相关工艺技术对称度概念:对称度是指被测表面的对称平面与基准表面的对称平面间的最大偏离距离如图1所示。
(1)对称度的测量测量被测表面与基准表面的尺寸A和B,其差值之半即为对称度差值如图2所示。
对称度误差对转位精度的影响按图3说明如下:当凹凸件都有称度误差为0.05mm,且在一个同方向位置配合达到间隙要求后,得到两侧面平齐,而转位180°作配合,就会产生两基准面偏位误差,其总值为0.10mm。
(3)工件图技术要求;材料HT150,备料81×61×20 mm,转位180°作配合配合间隙≤0.10 mm,楞边倒钝。
二锉配凹凸体的工艺技术1.外形尺寸80×60的锉削加工:锉削基准面A ,注意直线度、平面度和与C面的垂直度的保证。
以A面为基准锉削加工B面,要求平面度和垂直度均合格。
锉削80±0.05和60±0.05两组外形尺寸,要求在公差范围内越准越好。
2.划线:以B 面为基准用高度尺依次划出20、60两条线。
以A 面为基准用高度尺依次划出20、40两条线。
用Φ3钻头按图所示钻出工艺孔。
要求: 线条清晰,线位正确,用钢板尺或游标卡尺校兑尺寸是否正确,工件正反面同时划出。
3.凸形部位的加工: 锯割如图4所示去除工件左侧材料后依次锉削,以B 面为基准锉削加工图4中的60尺寸, 以A 面为基准锉削加工图4中的40尺寸。
(4)要求:以上两尺寸应控制在80和60的实际尺寸减去005.020-mm 范围内。
锯除工件右侧材料,锉削两垂直面,如图5所示。
以B 面为基准锉削加工图5中的60尺寸,以A 面为基准锉削加工图5中的005.020-尺寸。

锉配凹凸件工艺技术
锉配凹凸件工艺技术是制造行业中常见的一种加工工艺,用于在工件表面制作凹凸形状的零件。
下面我们就来详细介绍一下锉配凹凸件工艺技术。
首先,锉配凹凸件工艺技术主要由以下几个步骤组成:
1. 准备工作:确定所需加工的零件图纸,了解零件的形状、尺寸和表面要求。
同时,准备好需要使用的锉具,如平锉、三方锉等。
2. 定位和夹紧:根据零件图纸中的要求,将待加工的凹凸件安装到加工设备上,并通过夹紧装置将其牢固固定。
3. 粗加工:采用粗锉进行初步加工,将零件表面的多余材料去除,使其达到粗略的形状和尺寸要求。
这一步骤需要根据零件的具体要求和锉具的选择,进行适当的锉削和切割。
4. 精加工:使用细锉对零件进行精细加工,使其表面平整、光滑,并达到所需的凹凸形状。
这一步骤需要采用不同大小的细锉,结合锉削、拉锉和搓锉等技术,精密地调整零件的尺寸和形状。
5. 检验和修整:在锉配凹凸件工艺技术中,检验是非常重要的一步。
通过使用各种测量工具,如卡规、千分尺等,对加工后的零件进行尺寸和形状的检验,确保其符合要求。
如果检验结果不符合要求,需要进行修整和再次加工。
6. 清洁和防锈:在工艺流程的最后,对加工后的凹凸件进行清洁,并采取相应的防锈措施,以确保零件的质量和使用寿命。
总之,锉配凹凸件工艺技术是一种常见的加工工艺,在制造行业中具有广泛的应用。
通过合理的准备工作、准确的定位夹紧、粗加工和精加工、严格的检验和修整,以及适当的清洁和防锈措施,可以获得高质量的凹凸件,满足各种需求。
制作凹凸V形全封闭挫配体
【操作要点】图21-14所示是凸凹V形全封闭锉配体,它是将V形模板件2(见图C)完全配入件1(见图b)中,主要采用划线、锯削、锉削、钻孔操作。
其加工难点是尺寸的
控制,要求测量数值时必须精确。
锉配体钳工工艺如下:
∙检查坯料。
∙加工件2的外形尺寸,达到30mm和40 0/-0.025mm及形位公差的技术要求。
∙划凹形和V形加工线。
∙加工V形,锯掉余料,锉削并利用V形架检查其对称度,达到33mm±0.02mm 和对
称度要求。
∙加工凹形,钻排孔用锯削去除余料,锉削凹槽并用控制尺寸的办法达到对称度要求,
槽底7 +0.04/0mm可用百分表测量控制,直至全部加工面达到图样的技术要求。
∙加工件1外形尺寸,达到60 0/-0.03mm和70 0/-0.03及相关的形位公差要求。
∙划线并检查划线质量。
∙钻6×ø12mm孔。
∙钻排孔并去除余料。
锉削加工应按顺序进行,采用控制尺寸的办法对40mm、30mm、
16mm进行组对加工。
∙加工V形。
∙以件2为基准锉削修整件1,但要坚持以尺寸测量控制为基础,逐渐完成错配,达
到手推进推出均不能有阻滞现象。
∙钻铰2×ø8H7孔,达到尺寸8mm±0.08mm44mm±0.08mm和对称度等要求。
∙去毛刺、清理铁屑。
实习课教案编号:版本:A/O一、相关工艺知识(授课25分钟)1.对称度概念1)对称度公差带是指被测表面的对称平面与基准表面的对称平面间的最大偏移距离Δ,见图。
对称度误差2)对称度公差带是指相对基准中心平面对称配置的两个平行平面之间的区域,两平行面距离即为公差值,见图。
对称度公差带2.对称度的测量1)对称度的测量方法测量被测表面与基准表面的尺寸A和B,其差值之半即为对称度误差值,见图。
对称度测量2)对称体工件的划线对于平面对称工件的划线,应在形成对称中心平面的两个基准面精加工后进行。
划线基准与该两基准面重合,划线尺寸则按两个对称基准平面间的实际尺寸及对称要素的要求尺寸计算得出。
3)对称度误差对转位互换精度的影响,见图;当凹、凸件都有对称度误差为0.1mm,且在一个同方向位置配合达到间隙要求后,得到两侧面平齐,而转位180作配合,就会产生两偏位误差,其总值为0.2mm。
对称度误差对转位的精度影响a)同方向位置配合b)转位后的配合3.角度样板的尺寸测量一般采用间接的测量法,见图。
角度样板边角尺寸测量其测量尺寸M 与样板尺寸B 、圆柱直径d 之间有如下关系:M =B+2d cot 2α+2d式中 M─测量读数值,mm ;B─样板斜面与槽底的交点至侧面的距离,mm ; d─圆柱量棒的直径尺寸,mm ; a─斜面的角度值。
当要求尺寸为A 时,则可按下式进行换算B =A -αtan c式中 A─斜面与槽口平面的交点至侧面的距离,mm 。
C─深度尺寸,mm 。
二、生产实习图凸凹体角度样板锉配三、示范操作(授课25分钟)1.示范角度样板的尺寸测量使用方法。
2.示范对称度的测量方法。