(完整word版)数控车切槽教案
- 格式:doc
- 大小:39.01 KB
- 文档页数:7
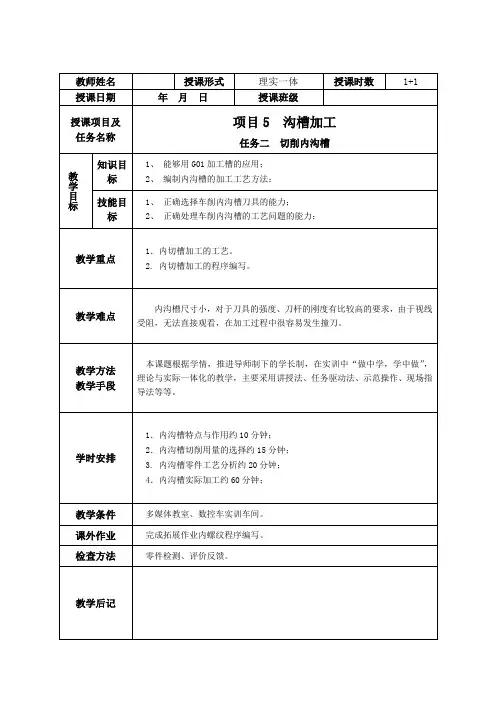
(2)工件原点
以工件右端面与轴线交点为工件原点,建立工件坐标系(采用试切对刀建立)。
(3)加工工艺路线
粗加工5X2的内沟槽→精加工5X2的内沟槽。
5.实例编程
任务小结
本任务主要学习了用FANUC 0i系统数控车床的准备功能指令G01的应用并在数控车床上加工零件的内沟槽。
零件实际加工中应注意的问题:(1)要注意检查对刀和程序是否正确,特别是参数的设置,可以采用单段运行形式进行刀具位置和程序验证;(2)粗车与精车之间要考虑零件的加工工艺及加工进给速度与转速的改变。
课后作业
用数控车床编写如图所示零件,毛坯为φ50mm×35mm,材料为45钢。

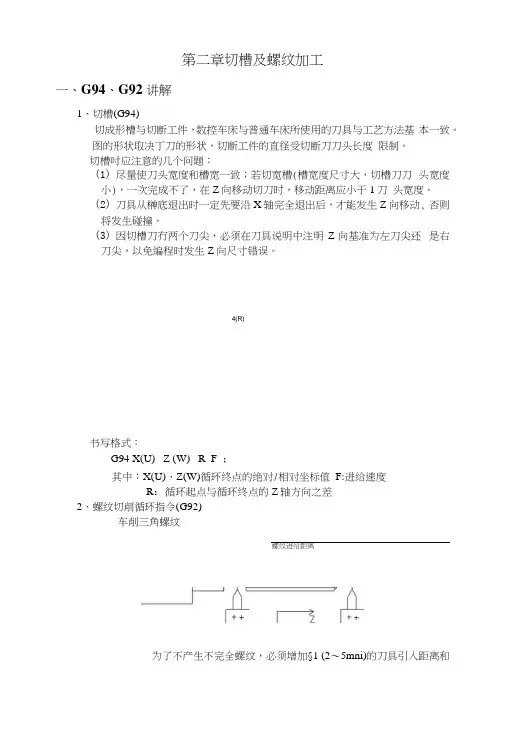
第二章切槽及螺纹加工一、G94、G92 讲解1、切槽(G94)切成形槽与切断工件,数控车床与普通车床所使用的刀具与工艺方法基本一致。
图的形状取决丁刀的形状,切断工件的直径受切断刀刀头长度限制。
切槽吋应注意的几个问题:(1)尽量使刀头宽度和槽宽一致;若切宽槽(槽宽度尺寸大,切槽刀刀头宽度小),一次完成不了,在Z向移动切刀时,移动距离应小于1刀头宽度。
(2)刀具从榊底退出时一定先要沿X轴完全退出后,才能发生Z向移动, 否则将发生碰撞。
(3)因切槽刀冇两个刀尖,必须在刀具说明中注明Z向基准为左刀尖还是右刀尖,以免编程时发生Z向尺寸错误。
4(R)书写格式:G94 X(U) _Z (W) _R_F_;其中:X(U)、Z(W)循环终点的绝对/相对坐标值F:进给速度R:循环起点与循环终点的Z轴方向之差2、螺纹切削循环指令(G92)车削三角螺纹螺纹进给距离为了不产生不完全螺纹,必须增加§1 (2〜5mni)的刀具引入距离和52 (1〜2価)的刀貝切出距离。
三角螺纹底径的一般计算:d 二D-0.65P通常采用直进的方法车削三角螺纹,当车削螺距大于3mm 的螺纹时, 也可采用左右借刀法或斜进法。
对于多头螺纹,在加工第二条螺旋线时只需将螺纹加工起点向左或 向右移动一个螺距。
书写格式:G92 X(U) _Z (W) _F_;其屮:X(U)、Z(W)循环终点的绝对/相对坐标值F:螺纹导程二、槽及螺纹练习笫一组尺寸:如图所示。
第二组尺寸:螺纹为16x2,槽及长度尺寸不变。
第三组尺寸:螺纹为12x1.75,槽及长度尺寸不变。
三、课题练习练习工件一:第i 组尺寸:如图所示。
第二组尺寸:夕卜圆尺寸为4)20和M16x2,长度和锥度尺寸不变。
第三组尺寸:外圆尺寸为巾16和M12X1.75,长度和锥度尺寸不变。
练习工件二:尺寸一:1:4 MX窝W1 •尺寸二尺寸三:练习工件三:尺寸一:尺寸二:15 --------- n-------- A1対51554OJO d冏> —1x45coZJCXJOdO |召i、•'f1x45了4X9S/15II----- >----- >O 1!5x2~20520.0。
【课题】§2.8.2切槽与切断(二)执教者:郭洪新二0一二年三月【课题】§2.8.2切槽与切断(二)【课时】1课时【课型】新授课【教材分析】本节课是在前面学习的基础上,学习子程序的定义、子程序编程指令、子程序的应用、零件数控加工工艺的制订以及不等距槽零件数控加工程序的制定。
【教学目标】1、知识目标(1)掌握子程序指令的编程;(2)掌握车床上子程序的加工应用范围。
2、能力目标(1)具有与设计人员、工艺人员、操作人员沟通的能力;(2)具有数控编程的基本能力;(3)善于观察、思考、自主学习及创新设计能力。
3、情感态度和价值观(1)团队协作意识及方法;(2)语言表达能力。
【教学重点】子程序编程指令。
【教学难点】应用子程序编程指令加工零件。
【教法】启发式、讨论法、演示法【学法】讨论、举一反三【教具】多媒体【教学过程】引入:展示不等距槽的一轴类零件,引入新课。
新授:§2.8.2切槽与切断(二)一、制定加工工艺(学生分析,老师点评)1、分析零件图该零件加工表面有右端面、外圆柱面、切槽等2、加工工艺(1)工步顺序从右端至左端轴向进给切削。
先进行外圆加工,再进行切槽。
①装夹工件;②车削端面;③粗加工φ30mm外圆;④精加工φ30mm外圆;⑤切槽至φ20mm。
(2)装夹与定位该零件为轴类零件,其轴心线为工艺基准,用三爪自定心卡盘夹持φ35mm外圆左端,使工件伸出卡盘约65mm,一次装夹完成加工。
(3)选择刀具根据零件加工要求和加工工艺分析,选用二把刀具:①T01 为90度外圆车刀——粗、精加工外表面和端面。
②T02 为切断刀——切槽,选用刀位点1作为刀位点,刀宽2mm。
(4)确定切削用量车削用量的具体数值应根据机床性能、加工工艺、相关手册并结3、设定工件坐标系选取工件右端面的中心点为工作坐标系的原点。
二、引入新知识(子程序指令)1.子程序的定义在编制加工程序中,有时会遇到一组程序段在一个程序中多次出现,或者几个程序中都要使用它,可以把这类程序做成固定程序,并单独加以命名,事先存储起来,这组程序段就称为子程序。
令了解沟槽的种类和作用。
令掌握矩形槽和圆弧形槽的车削方法和测量方法。
令理解车沟槽时可能产生的问题和防止方法。
令掌握切断的方法。
令掌握车削沟槽零件加工的方法。
令掌握车削沟槽零件的检测。
令掌握切断时的注意事项。
槽轴,如图3- 1 所示,毛坯尺寸 50 150 mm,材料为45 号钢,分析零件加工工艺。
图3- 1 槽轴1.本任务车削矩形槽和圆形槽,并切断(4mm 处),毛坯材料为45 钢。
2.掉头,用一夹一顶加工。
3.根据尺寸公差.表面粗糙度的要求,采用先粗后精的加工方法。
切断与车槽是车工的基本操作技能之一,能否掌握好,关键在于刀具的刃磨。
⑴刃磨左侧副后刀面:两手握刀,车刀前刀面向上,同时磨出左侧副后角和副偏角。
⑵刃磨右侧副后刀面:两手握刀,车刀前刀面向上,同时磨出右侧副后角和副偏角。
⑶刃磨主后刀面:同时磨出主后角。
⑷刃磨前刀面和前角:车刀前刀面对着砂轮磨削表面。
⑴切断刀的卷屑槽不宜磨得太深,普通为0.75-1.5mm。
⑵刃磨切断刀和车槽刀的两侧副后角时,应以车刀的底面为基准,用钢尺或者直角尺检查。
⑶刃磨切断刀和车槽刀的副偏角时,要防止下列情况产生:副偏角太大,刀头强度变差,容易折断;副偏角为负值,不能用直进法切削;副切削刃不平直,不能用直进法切削;车刀左侧磨去太多,不能切割有高台阶的工件。
在零件上加工各种形状的槽的操作,叫做切沟槽。
常用的外沟槽有外圆沟槽.45 外沟槽.外圆端面沟槽和圆弧沟槽等。
车槽刀装夹是否正确,对车槽的质量有直接影响。
如矩形车槽刀的装夹,要求垂直工件轴心线,否则车出的槽壁不会平直。
⑴车精度不高.宽度较窄的矩形沟槽,可以用刀宽等于槽宽的车槽刀,采用直进法一次进给车出。
精度要求较高的沟槽,普通采用二次进给车成。
即第一次进给车沟槽时,槽壁两侧留精车余量,第二次进给时用等宽刀修整。
⑵车较宽的沟槽,可以采用多次直进法切割。
并在槽壁两侧留一定的精车余量,然后根据槽深. 槽宽精车至尺寸。
⑶车较小的圆弧形槽,普通用成型刀车削。
xxx中等职业技术学校2018-2019学年度第二学期教案科目:车工工艺与技能实训任课教师:xxx 序号:3教学目标:1、知识与能力目标1)了解切槽刀的性能。
2)了解切槽刀的使用方法。
3)控制外圆切槽时的尺寸精度。
4)分析总结外圆切槽加工方法。
2、过程与方法目标1)尝试在学习过程中发现问题并形成分析、解决问题的能力。
2)学会观察教师示范操作,并通过思考、训练转换为自己的操作技能。
3、情感态度与价值观目标1)培养学生的耐心、信心,积极参与同组(同台机床)合作学习,学会交流、合作、相互探讨等有效沟通切磋。
2)通过车工知识的培养学生不仅要会做事,能做事、更要会做人,自觉养成吃苦耐劳、勤俭节约的习惯教学重点:1、外圆切槽的尺寸精度控制。
2,选择合理的切削用量。
3,切断时防止震动的方法。
教学难点:1、外圆切槽的尺寸精度控制。
2、切断时防止震动的方法。
教学方法:演示法、理论实践一体化教学法、巡回指导等教学方法和练习法等。
学法:1.理实一体引导学生在观察、巡回指导过程中更好加工好轴套,让学生学有所用。
2.学做合一做中学,学中做,让学生在实践中学习知识,习得技能,获得能力。
3.合作互动应用合作学习方式,为学生营造一个生生互动、师生互动的合作情境,引导学生积极 主动学习,从实践中感受学习的乐趣。
教学组织过程:学生集中点名:(约2分钟)检查学生防护用品的穿戴,工作衣穿戴是否整齐,文明安全操作教育。
一、课前复习:1、车床主轴变速手柄操作的方法?2、车床机动进给手柄操作的方法?二、导入:任务导入法,用图纸提出任务,如下图所示。
车槽和切断加工图2-9常用切槽的方法 图2-10 高速钢切槽刀切槽:在工件表面上车沟槽的方法叫切槽,形状有外槽、内槽和端面槽。
如图2-9。
三、讲授新课:CTOSIOJ-©.直径为 毛坯尺司~,该处- 为装夹 位置8OH+ICIJdQ080C5+I9CO一1.切槽刀的选择常选用高速钢切槽刀切槽,切槽刀的几何形状和角度如图2-10所示。
教学难点G75切槽的工艺分析教学关键点计算并设置G75指令中“Q”。
授课类型新授课教学过程教学内容教师活动学生活动创设情景项目导入知识回顾:根据之前学习的切槽指令格式编写下列图纸程序:提问:一般的槽我们都可以用G01切,如果遇到很长的宽槽怎么办呢?如下图:从而引出G75切宽槽巡视观察倾听鼓励评价思考完成练习【设计意图】从一般的槽编程加工引到宽槽加工中,从而引出G75的切宽槽指令。
知识讲解:1、指令格式G75 R(e)G75 X(U) Z(W) PΔi QΔk RΔd F ;e:分层切削每次退刀量,半径量,其值为模态值;(一般为0.5)X(U) Z(W) :切槽终点处坐标。
Δi:X方向的每次切深量,半径量;(一般是1000-2000)Δk:刀具完成一次径向切削后,在Z方向的偏移量;Δd:刀具在切削底部的Z向退刀量(可缺省);(一般不指定)F:径向切削时的进给速度(进给量)。
2、走到路径:讲解PPT展示G75的正确格式以及含义指导学生根据指令格式和含义编写例题程序听讲思考编写程序启发诱导讲授新课3、例题讲解:【设计意图】根据指令格式了解G75的指令格式以及刀路轨迹,并能让学生得以根据图纸进行运用,突出重点。
练习:编写下列图纸(槽)的加工程序,并进行仿真加工(槽刀宽4mm)巡视指导提出问题!保持学生的学习兴趣引出关键点的学习。
思考并编写程序进行仿真模拟加工【设计意图】通过练习题的训练,加深G75指令的应用,通过小组间合作,突破难点。
提升:编写下列图纸(连续槽)的加工程序,并进行仿真模拟加工(槽刀宽4mm)引导巡视指导诱导学生思考思考、讨论并练习。
第一篇:数控车切槽教案切槽切断程序的编制及应用教学目的及要求:掌握车槽刀的选择、切槽加工的基本方法及装刀教学的重点和难点: 车削各种外沟槽的基本方法,粗糙度新课导入:什么是切槽?所有的刀具切削中,包括金属的以及非金属类的,工件回转或者刀具回转,使用槽型的刀具,在工件上,切出沟槽,统称为切槽。
槽的用途:退刀储油密封授课内容:一、切槽的加工的基本知识:1、槽的种类根据槽的宽度不同,可以分为宽槽和窄槽两种(1)窄槽槽的宽度不大,切槽刀切削过程中不沿Z向移动,就可以车出的槽一般叫做窄槽(2)宽槽槽宽度大于切槽刀的宽度,切槽刀切槽过程中需要沿Z向移动,才能切出的槽一般叫做宽槽2、槽的加工方法(1)窄浅槽的加工方法加工窄而浅的槽一般用G01指令直进切削即可。
若精度要求较高时,可在槽底用G04指令使刀具停留几秒钟,以光整槽底。
(2)窄深槽或切断的加工方法窄而深的槽或切断的加工一般使用G75切槽循环(3)宽槽的加工方法宽槽的加工一般也用G75切槽循环3、刀具的选择及刀位点的确定(1)切槽及切断车刀一般有三个刀位点,既左刀位点、右刀位点和中心刀位点。
编程时可根据方便选择其中一个刀位点进行编程,一般多选择左刀位点。
(2)切断刀的种类A.高速刚切断刀B.硬质合金切断刀(焊接式及机械夹固式)C.弹性切断刀(带弹性刀盒)4、切槽与切断编程注意事项(1)为避免刀具与零件的碰撞,刀具切完槽后退刀时应先沿X方向退刀安全位置,然后再回换刀点(2)车矩形外沟槽的车刀.其主切削刃应安装于车床主轴轴线平行并等高的位置上. (3)在完成车矩形沟槽的过程中.如果车槽刀主切刃宽度不等于设定的尺寸时.加工后各槽宽尺寸将随刀宽尺寸的变化而变化. (4)切槽时,刀刃宽度、主轴转速n和进给速度f都不宜过大;否则刀具所受切削力过大,影响刀具寿命。
一般刀刃宽度3~~5mm,n=300~500r/minf=0.04~~0.06mm/r二、切槽加工的编程方法(一)进给暂停指令G041、指令格式G04X__;G04P__;其中X、P为暂停时间,X后面可用带小数点的数,单位为秒(s),如G04 X2.5表示前段程序执行完后,要经过2.5s的进给暂停,才能执行下面的程序段。
实训六、切槽与切断
一. 实训目的:
1.掌握切槽、切断加工中的一般编程方法。
2.注意切槽、切断时刀具的退刀路线。
3.注意确定切断刀刀尖与工件端面的位置关系,以确定长度方向的尺寸。
4.掌握 G75的用法
二. 实验设备、材料及工具
1.GSK928数控车床8台、GSK980数控车床6台
2.游标卡尺0~125mm 14把
3.90°偏刀各1把
4.零件毛坯¢50 若干
三. 实训内容
零件如下图,毛坯外径Φ50×120,编制数控加工程序。
图一
图二
四.实训步骤
1.分析工件图样,选择定位基准和加工方法,确定走刀路线选择刀具和装夹方法,确定切削用量参数。
2.数控加工程序卡
根据零件的加工工艺分析和所使用的数控车床的编程指令说明,编写加工程序,填写程序卡,见下表:
车削加工程序卡
(1)切槽时,刀具一定先要沿X轴退出工件后,在安排Z轴方向的退刀,这一点务必使学生牢记,以防发生事故。
(2)切断刀刀尖和端面的位置关系要反复讲解,否则因刀尖基准选择不同影响长度尺
六. 实训思考题
1.切槽与倒角时,怎样安排合理的加工路线?
2.数控车床切槽与切断时应注意那些问题?
3.采用G75复合循环编写程序时应注意那些问题?
4.加工时观察G75所调用的循环体与G75是否独立?。
切槽切断程序的编制及应用
教学目的及要求:
掌握车槽刀的选择、切槽加工的基本方法
及装刀
教学的重点和难点:
车削各种外沟槽的基本方法,粗糙度
新课导入:
什么是切槽?
所有的刀具切削中,包括金属的以及非金属类的,工件回转或者刀具回转,使用槽型的刀具,在工件上,切出沟槽,统称为切槽。
槽的用途:
退刀
储油
密封
授课内容:
一、切槽的加工的基本知识:
1、槽的种类
根据槽的宽度不同,可以分为宽槽和窄槽两种
(1)窄槽槽的宽度不大,切槽刀切削过程中不沿Z向移动,就可以车出的槽一般叫做窄槽
(2)宽槽槽宽度大于切槽刀的宽度,切槽刀切槽过程中需要沿Z 向移动,才能切出的槽一般叫做宽槽
2、槽的加工方法
(1)窄浅槽的加工方法
加工窄而浅的槽一般用G01指令直进切削即可。
若精度要求较高时,可在槽底用G04指令使刀具停留几秒钟,以光整槽底。
(2)窄深槽或切断的加工方法
窄而深的槽或切断的加工一般使用G75切槽循环
(3)宽槽的加工方法
宽槽的加工一般也用G75切槽循环
3、刀具的选择及刀位点的确定
(1)切槽及切断车刀一般有三个刀位点,既左刀位点、右刀位点和中心刀位点。
编程时可根据方便选择其中一个刀位点进行编程,一般多选择左刀位点。
(2)切断刀的种类
A.高速刚切断刀
B.硬质合金切断刀(焊接式及机械夹固式)
C.弹性切断刀(带弹性刀盒)
4、切槽与切断编程注意事项
(1)为避免刀具与零件的碰撞,刀具切完槽后退刀时应先沿X方向退刀安全位置,然后再回换刀点
(2)车矩形外沟槽的车刀.其主切削刃应安装于车床主轴轴线平行并等高的位置上.
(3)在完成车矩形沟槽的过程中.如果车槽刀主切刃宽度不等于设定的尺寸时.加工后各槽宽尺寸将随刀宽尺寸的变化而变化.
(4)切槽时,刀刃宽度、主轴转速n和进给速度f都不宜过大;否
则刀具所受切削力过大,影响刀具寿命。
一般刀刃宽度3~~5mm,n=300~500r/min
f=0.04~~0.06mm/r
二、切槽加工的编程方法
(一)进给暂停指令G04
1、指令格式
G04X__;
G04P__;
其中X、P为暂停时间,X后面可用带小数点的数,单位为秒(s),如G04 X2.5表示前段程序执行完后,要经过2.5s的进给暂停,才能执行下面的程序段。
P后面的不允许有小数点,单位为毫秒(ms),如G04 P2000表示暂停2s.
三、例题
1、浅窄槽加工
如图所示,已知Φ38及M27mm×2mm的外圆已加工到尺寸,零件材料为45钢,用4mm宽切槽刀切削。
编制4mm×2mm的退刀
槽的加工程序
O1
G00 X100 Z100; 回换刀点
T0303 M03 S300; 换切槽刀,主轴正转,转速为300r/min
M08; 切削液打开
X40;
G00 Z-34; 快速定位到切槽切削起点
G01 X23 F0.05; 切槽,切削速度为0.05mm/min
G04 X2; 切削暂停2s
G01 X40; 沿X向退刀
G00 X100 Z100; 回换刀点
M30; 程序结束
2、宽槽及切断加工
如图所示,已知Φ30及Φ24的外圆面已加工到尺寸,零件材料为45钢,现要求用4mm宽的切槽刀切削Φ10mm×20mm的宽槽,然后切断控制零件总长为58mm.编制其加工程序。
O2
G00 X100 Z100 回换刀点
T0303 M03 S300; 换切槽刀,主轴正转,转速300r/min M08; 切削液打开
G00 X32
Z-40; 快速定位到切槽起点
G01 X10F0.05; 第一次进给到要求尺寸G04 X2; 进给暂停2S
G01 X30; 沿X方向退刀
G00 Z-37; 快速定位到第二次起点G01 X10; 第二次进给到要求尺寸G04 X2; 进给暂停2S
G01 X30; 沿X方向退刀
G00 Z-34; 同上快速定位切槽起点.....
.....
..... (分组讨论程序).....
G00 Z-24 ; 最后一刀快速定位
G01 X10;
G04 X2;
G01 X40;
G00 X100; 回换刀点
Z100;
M30; 程序结束
四、小结
1、切槽
(1)尽量使刀头宽度和槽宽一致。
若切宽槽(槽宽度尺寸大,切槽刀刀头宽度小),一次完成不了,车Z向移动刀头时,移动距离应小于刀头宽度。
(2)刀具从槽底退出时,一定先要沿X轴完全退出后,才能进行Z向移动,否则就发生碰撞。
(3)因切槽刀有两个刀尖,必须明确Z向基准为左刀尖还是右刀尖,以免编程时发生Z向尺寸错误。
2、切断
(1)切断实心工件时,工件半径应小于切断刀刀头长度;切断空心工件时,工件壁厚应小于切断刀刀头长度。
(2)切断较大工件时,不能将工件直接切断,以防发生事故。
课后作业
P117
实训课题三。