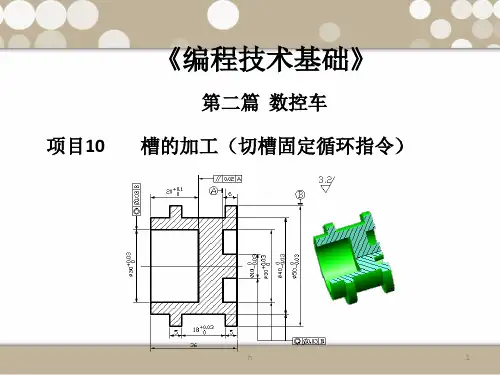
数控车精品课程 切槽加工
- 格式:ppt
- 大小:2.53 MB
- 文档页数:22

数控车削中几种切槽加工方法及其应用
数控车削是一种高效、精度高的加工方法,广泛应用于各种机械零件的加工中。
在数控车削中,切槽加工是一种常见的加工方式,可以用于加工各种形状的槽口,如直槽、斜槽、圆弧槽等。
本文将介绍几种常见的切槽加工方法及其应用。
1. 直线切槽加工
直线切槽加工是最常见的切槽加工方式之一,它可以用于加工各种形状的直槽。
在数控车床上,直线切槽加工通常采用直线插补方式,通过控制刀具的进给速度和切削深度来实现加工。
直线切槽加工适用于加工各种形状的直槽,如方槽、矩形槽、三角形槽等。
2. 圆弧切槽加工
圆弧切槽加工是一种常用的切槽加工方式,它可以用于加工各种形状的圆弧槽。
在数控车床上,圆弧切槽加工通常采用圆弧插补方式,通过控制刀具的进给速度和切削深度来实现加工。
圆弧切槽加工适用于加工各种形状的圆弧槽,如圆弧形槽、椭圆形槽等。
3. 斜线切槽加工
斜线切槽加工是一种常用的切槽加工方式,它可以用于加工各种形状的斜槽。
在数控车床上,斜线切槽加工通常采用斜线插补方式,通过控制刀具的进给速度和切削深度来实现加工。
斜线切槽加工适
用于加工各种形状的斜槽,如斜槽、斜面槽等。
以上是数控车削中几种常见的切槽加工方式及其应用。
在实际加工中,根据不同的加工要求和零件形状,可以选择不同的切槽加工方式。
同时,在进行切槽加工时,还需要注意刀具的选择、进给速度、切削深度等参数的控制,以确保加工质量和效率。
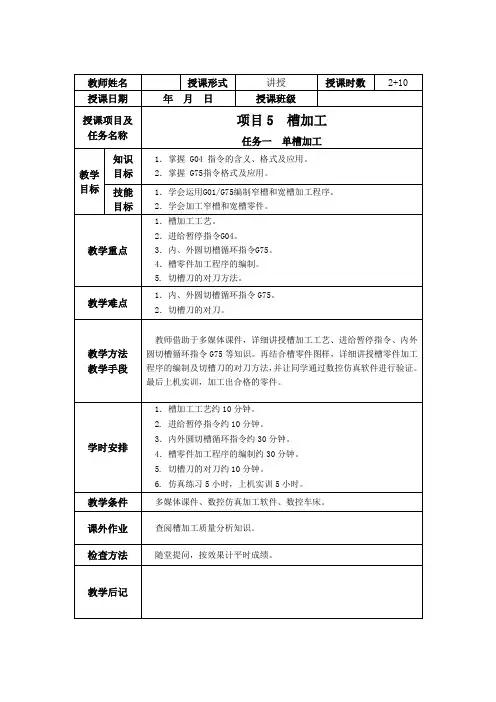
![数控车切槽教案[修改版]](https://uimg.taocdn.com/b3087ac63968011ca2009128.webp)
第一篇:数控车切槽教案切槽切断程序的编制及应用教学目的及要求:掌握车槽刀的选择、切槽加工的基本方法及装刀教学的重点和难点: 车削各种外沟槽的基本方法,粗糙度新课导入:什么是切槽?所有的刀具切削中,包括金属的以及非金属类的,工件回转或者刀具回转,使用槽型的刀具,在工件上,切出沟槽,统称为切槽。
槽的用途:退刀储油密封授课内容:一、切槽的加工的基本知识:1、槽的种类根据槽的宽度不同,可以分为宽槽和窄槽两种(1)窄槽槽的宽度不大,切槽刀切削过程中不沿Z向移动,就可以车出的槽一般叫做窄槽(2)宽槽槽宽度大于切槽刀的宽度,切槽刀切槽过程中需要沿Z向移动,才能切出的槽一般叫做宽槽2、槽的加工方法(1)窄浅槽的加工方法加工窄而浅的槽一般用G01指令直进切削即可。
若精度要求较高时,可在槽底用G04指令使刀具停留几秒钟,以光整槽底。
(2)窄深槽或切断的加工方法窄而深的槽或切断的加工一般使用G75切槽循环(3)宽槽的加工方法宽槽的加工一般也用G75切槽循环3、刀具的选择及刀位点的确定(1)切槽及切断车刀一般有三个刀位点,既左刀位点、右刀位点和中心刀位点。
编程时可根据方便选择其中一个刀位点进行编程,一般多选择左刀位点。
(2)切断刀的种类A.高速刚切断刀B.硬质合金切断刀(焊接式及机械夹固式)C.弹性切断刀(带弹性刀盒)4、切槽与切断编程注意事项(1)为避免刀具与零件的碰撞,刀具切完槽后退刀时应先沿X方向退刀安全位置,然后再回换刀点(2)车矩形外沟槽的车刀.其主切削刃应安装于车床主轴轴线平行并等高的位置上. (3)在完成车矩形沟槽的过程中.如果车槽刀主切刃宽度不等于设定的尺寸时.加工后各槽宽尺寸将随刀宽尺寸的变化而变化. (4)切槽时,刀刃宽度、主轴转速n和进给速度f都不宜过大;否则刀具所受切削力过大,影响刀具寿命。
一般刀刃宽度3~~5mm,n=300~500r/minf=0.04~~0.06mm/r二、切槽加工的编程方法(一)进给暂停指令G041、指令格式G04X__;G04P__;其中X、P为暂停时间,X后面可用带小数点的数,单位为秒(s),如G04 X2.5表示前段程序执行完后,要经过2.5s的进给暂停,才能执行下面的程序段。