模具难度系数计算表
- 格式:xls
- 大小:20.00 KB
- 文档页数:1


各种模具设计标准数据查询
表1 金属材料冲裁间隙分类
表2 金属材料冲裁间隙值
表3 冲裁模初始双面间隙Z
表4 扩大间隙对冲裁模寿命影响
表5 凸模和凹模间隙
表6 推、顶件力系数和卸料力系数
表7 规则形状(圆形、方形)冲裁凸模、凹模极限偏差
表8 模具精度及冲裁件精度(标准公差等级)关系
表9 材料抗剪强度τb
表10 适于精冲主要钢种
表11 精冲件尺寸公差等级和几何形状公差
表12 铜和铜合金、铝和铝合金精冲适应性
表13 整修双边余量△D
表14 常用材料最小弯曲半径
表15 应变中性层位移系数x值
表16 卷圆时应变中性层位移系数X1值
表17 90度单角自由弯曲时回弹角
表18 U形件弯曲凸、凹模间隙系数X值
表19 弯曲U形件凹模m值
表20 弯曲U形件凹模深度L。
表21 拉深系数K
表22 其它金属材料拉深系数
表23 圆筒形件不用压边圈拉深时拉深系数
表24 圆筒形件用压边圈拉深时拉深系数
表25 无凸缘圆筒形拉深件修边余量
表26 有凸缘筒形拉深件修边余量
表27 带凸缘筒形件第一次拉深时极限拉深系数
表28 带凸缘筒形件第一次拉深最大相对高度
表29 拉深凹模圆角半径数值
表30 用压边圈拉深时单边间隙值
表31 圆形拉深模凸、凹模制造公差
表32 低碳钢极限圆孔翻边系数K1
表33 其它金属材料极限翻边系数K1
表34 外缘翻边允许极限变形程度
表35 平均缩口系数Ksp
表36 材料厚度及缩口系数关系
表37 极限胀形系数和切向许用伸长率。
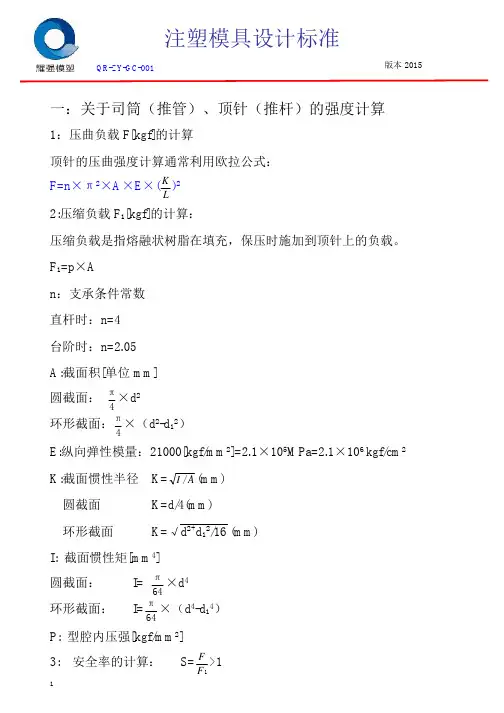
注塑模具设计标准QR-ZY-GC-001 版本 2015一:关于司筒(推管)、顶针(推杆)的强度计算1:压曲负载 F[kgf]的计算 顶针的压曲强度计算通常利用欧拉公式: F=n×π2×A×E×( K )2L2:压缩负载 F1[kgf]的计算: 压缩负载是指熔融状树脂在填充,保压时施加到顶针上的负载。
F1=p×A n:支承条件常数 直杆时:n=4 台阶时:n=2.05 A:截面积[单位 mm] 圆截面:π ×d2 4 π 环形截面: ×(d2-d12) 4E:纵向弹性模量:21000[kgf/mm2]=2.1×105MPa=2.1×106 kgf/cm2 K:截面惯性半径 圆截面 环形截面 K=I / A (mm)K=d/4(mm) K=√d2+d12/16 (mm)I: 截面惯性矩[mm4] 圆截面: 环形截面:π ×d4 64 I= π ×(d4-d14) 64I=P: 型腔内压强[kgf/mm2] 3: 安全率的计算:1S=F >1 F1注塑模具设计标准QR-ZY-GC-001 版本 2015二:关于悬臂梁结构的最大挠度(δmax)计算公式 1:型芯前端有集中负载 δmax=Fl3/3EI δmax:最大挠度(cm) F: E: I: 集中负载(kgf/cm2) 纵向弹性模量 截面抗弯惯量(cm4)[惯性矩]Fl此公式同样可以计算斜顶杆的直径注:δ:斜顶杆变形量(cm);F:斜顶头的重力(kgf);E:纵向弹性模量 2.1x106(kgf/cm2);I:截面抗弯 惯性矩(cm4)。
2:型芯侧面有均布负载 δmax=ql4/8EI q: E: I: = Fl3/8EI q×l=F δmax:最大挠度(cm) 均布负载(kgf/cm); l 指型芯悬于模板的长度 纵向弹性模量 截面抗弯惯量(cm )[惯性矩]4ql实际上,熔化树脂会瞬间流向型芯的周围,因此只受单方向压力作用的可 能性极小。
模具强度计算
S
R
r o
0 12.00
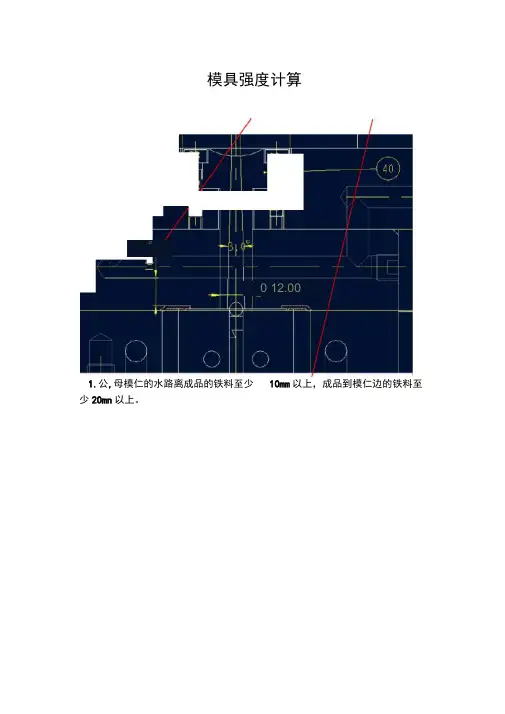
1.公,母模仁的水路离成品的铁料至少10mm以上,成品到模仁边的铁料至少20mn以上。
2.母模板厚(h)=2倍母模仁厚(H)。
3.公模板厚(h)=2.5 倍公模仁厚(H)
/
4.公,母模板的模框铁料至少50mm以上
1I
5.当公模有滑块时,公模板上挡模仁(高度方向h)的铁料至少12mn以上,
宽度方向的铁料至少5mm以上,当整体挡模仁的铁料很少时,滑块压块后的铁料应保留,做紧配。
母模板上因有滑块束块孔,它所剩铁料应为束块伸入高度的1.5倍•滑块束块伸入高度一般为12〜25mm当铁料越少时,伸入值应取小些,以保证强度。
附:仅供参考。
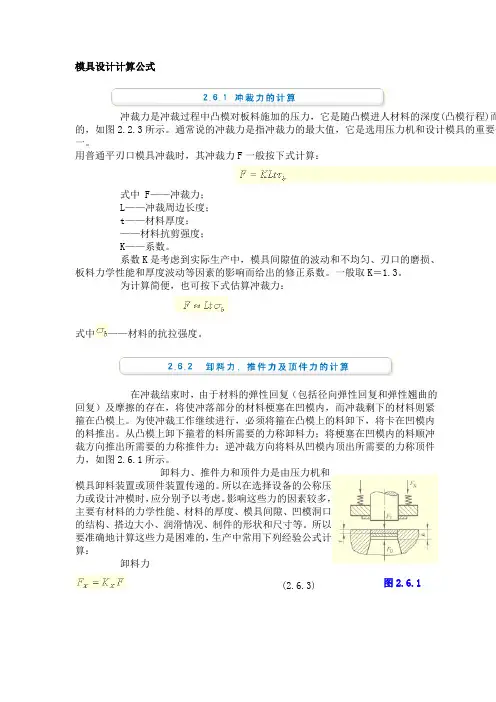
模具设计计算公式冲裁力是冲裁过程中凸模对板料施加的压力,它是随凸模进人材料的深度(凸模行程)而变化的,如图2.2.3所示。
通常说的冲裁力是指冲裁力的最大值,它是选用压力机和设计模具的重要依据之一。
用普通平刃口模具冲裁时,其冲裁力F一般按下式计算:式中 F——冲裁力;L——冲裁周边长度;t——材料厚度;——材料抗剪强度;K——系数。
系数K是考虑到实际生产中,模具间隙值的波动和不均匀、刃口的磨损、板料力学性能和厚度波动等因素的影响而给出的修正系数。
一般取K=1.3。
为计算简便,也可按下式估算冲裁力:(2.6.2) 式中——材料的抗拉强度。
在冲裁结束时,由于材料的弹性回复(包括径向弹性回复和弹性翘曲的回复)及摩擦的存在,将使冲落部分的材料梗塞在凹模内,而冲裁剩下的材料则紧箍在凸模上。
为使冲裁工作继续进行,必须将箍在凸模上的料卸下,将卡在凹模内的料推出。
从凸模上卸下箍着的料所需要的力称卸料力;将梗塞在凹模内的料顺冲裁方向推出所需要的力称推件力;逆冲裁方向将料从凹模内顶出所需要的力称顶件力,如图2.6.1所示。
卸料力、推件力和顶件力是由压力机和模具卸料装置或顶件装置传递的。
所以在选择设备的公称压力或设计冲模时,应分别予以考虑。
影响这些力的因素较多,主要有材料的力学性能、材料的厚度、模具间隙、凹模洞口的结构、搭边大小、润滑情况、制件的形状和尺寸等。
所以要准确地计算这些力是困难的,生产中常用下列经验公式计算:卸料力 (2.6.3)图2.6.1推件力 (2.6.4)顶件力 (2.6.5)式中 F——冲裁力;图2.6.1 卸料力推件力和顶件力——卸料力、推件力、顶件力系数,见表2.6.1;n——同时卡在凹模内的冲裁件(或废料)数。
式中 h——凹模洞口的直刃壁高度;t——板料厚度。
注:卸料力系数Kx,在冲多孔、大搭边和轮廓复杂制件时取上限值。
压力机的公称压力必须大于或等于各种冲压工艺力的总和Fz。
Fz的计算应根据不同的模具结构分别对待,即采用弹性卸料装置和下出料方式的冲裁模时(2.6.6)采用弹性卸料装置和上出料方式的冲裁模时(2.6.7)采用刚性卸料装置和下出料方式的冲裁模时(2.6.8)为实现小设备冲裁大工件,或使冲裁过程平稳以减少压力机振动,常用下列方法来降低冲裁力。