模具行位设计 ppt课件
- 格式:ppt
- 大小:4.55 MB
- 文档页数:11


模具当中的"行位"是指哪一部分系统的?用途是何?行位是广东模具术语,也是就是指滑块,用来成型一些产品中不能直接分模的结构以下是一些术语产品类加强筋---加强用的骨位 ;美工线---上下盖装配的中间的间隙(可有效防上错位)行位 >滑块 ;司筒 >套筒入子 >镶件(INSERT)入子为台灣叫法 ;斜顶 >斜顶块或斜顶杆KO孔 > 顶棍孔 ;司筒针 > 套筒针撑头 > 支撑柱(防止B板变形的) ;铲鸡 >行位锁紧块治具 > 工具(夹具) ;喉咀 > 水管头;行位波仔 >滑块斜器;中托司 >浇口衬套水口板 >流道板;细水口板 >分流道板勾针 >拉料杆;B板 >动模板;A板 >定模板产品的夹线 >分型线;运水 >冷却水道;回针 >复位顶针;隔热板 >热流道模上用的撬模位 >用来公开AB板的;码模坑 >注射时固定上下模的通框 >把框开成通;大水口模----二板模;小水口模----三板模斜顶(又叫推方)----楣仔方;方铁----凳仔方夹水纹----熔胶线火花纹----电火花加工后留下的纹粗公----电火花粗加工用的铜公精公----电火花精加工用的铜公晒字----做好菲林再拿去加字体的加工方法开模器=拉胶=拉模扣密封圈=膠圈 =防水胶圈=O型圈波子螺絲=定位珠 =弹弓波子扣机就是控制多板分型的机械装置模具类:K.O孔——顶棍孔——用来顶顶针板的。
塑胶类:赛钢——POM ;防弹胶——PC ;透明大力胶——SAN ;亚加力——PMMA校杯——前模弹出开模的内行位PL面(音啪啦面)——分模面反柯——将正常情况下的前后模料位倒过来开模的方法,比如玩具车模具开模时,如果车外形面放后模出就是反柯浮柯——局部有倒扣的地方采用小镶件弹出的出模方法0.01mm=1丝=一条(台湾) ,不要误导人家啊,1u=0.001MM吃前模:开模时,产品留在前模顶白:顶出时所需脱模力较大,顶针不够力,使产品局部被顶坏,从产品正面看,有明显的白色或者胶位高出,又叫顶高水口烘印:潜水时入水点在制品外观面上留下的痕迹咬花=蚀纹/喷沙;逃料=偷料;多肉=多料机械类工具类:扳手=士巴拿(spanner)港资厂术语;合金刀=卡凡刀模具类:前模与后模“复模--第一次合模”=飞模=FIT模方铁=模脚;模具抛光=省模;周位=点浇口的凹点孔虎口=模仁上的精定位波珠=行位限位螺珠尼龙扣=一种模具分型开闭器超不碎胶 ABS(工程塑料)赛钢 POM ;硬胶 GPPS不碎硬胶 HIPS ;软胶 PE尼龙 PA ;防弹胶 PC百折胶 PP ;亚加力 PMMA(有机玻璃) ;K料 (K胶,学名BS 缩水 1.005,是一种透明料)模具類 (順德)吊針 ---三板模前模拉料針撐雞------鎖緊塊(又稱鏟基)彈啤---裝彈簧的斜滑塊模具工程类的:钢模:塑胶模;棱线:过渡线。

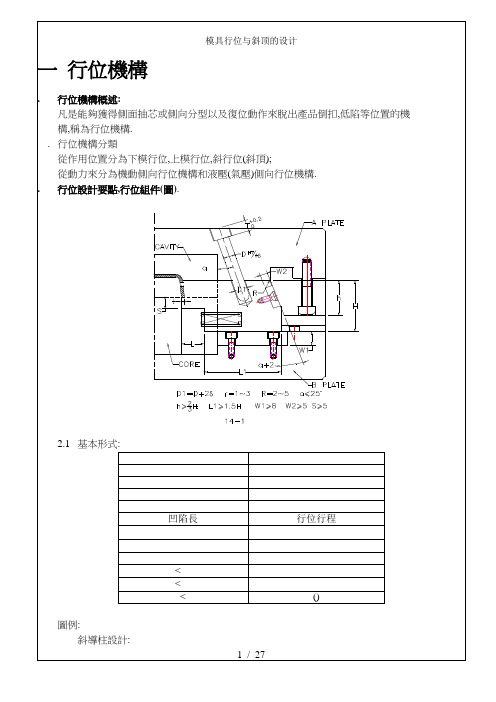
< <常用結構采用整体式加工困难,一般用在模具较小的场合。
采用压板,中央轨形式,一般用滑块较长和模温高的场合下。
常用結構用矩形的压板形式,加工简单,强度较好,应用广泛,压板规格可查标准零件表. 采用""形槽装在滑块内部般用于容间较小场合,如跑内滑块采用""形槽装在滑块内部般用于容间较小场合,如跑内滑采用""字形压板,加工简单,强度较好,一般要加销孔定位. 采用镶嵌式的槽,稳定性较好工困难.行位止動形式,彈簧螺釘(擋塊),彈簧擋塊利用弹簧螺钉定位,弹簧强度为滑块重量的倍,常用于向上和侧向抽芯. 利用弹簧钢球定位,一般滑块较小的场合下,用于侧向抽芯.利用弹簧螺钉和挡板定位,弹簧强度为滑块重量的倍,适用于向上和侧向抽芯利用弹簧挡板定位,弹簧的强度为滑块重量的倍,适用于滑块较大,向上和侧向抽芯.3.行位鑲件的幾種形式:滑块采用整体式结构,一般适用于型芯较大,强度较好的场合. 采用螺钉固定,一型芯或圆形,且型较小场合.采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. 采用压板固定适固定多型芯.行位幾種加工工藝,如圖()) 當行位要出膠位,為了使夾口幼細。
行位方向要做啤把(如圖) 或開模方向做啤把(如圖)) 為了加工方便,行位槽外做退力槽(如圖)3斜頂圖例) 前模行位第二次開模) 前模彈結構) 延迟滑块第一次開模第二次開模) 斜頂滑塊) 彈前模大行位,為便于加工,行位斜面硬塊改為前模原裝鎖面上,開精框時一起加工,如下圖所示:) 行位行電鍍流道時的設計方法) 當行位包膠位時,為保証產品利口,與不做行位處一,可以如下圖改善:如客戶充許話,夾線盡量選擇上面(夾線)A 夾線B 夾線鑲件) 當行位做前模時,為了保証鋼料的強度,必須采取如圖示的方法:) 產品前后模方向不很確定時,應將有要求較高的一面出前模:如上圖所示:產品前后模面類似,但后模面有光面標志。
產品出模時就有可能把標志弄花,應該掉換一下前后模方向。
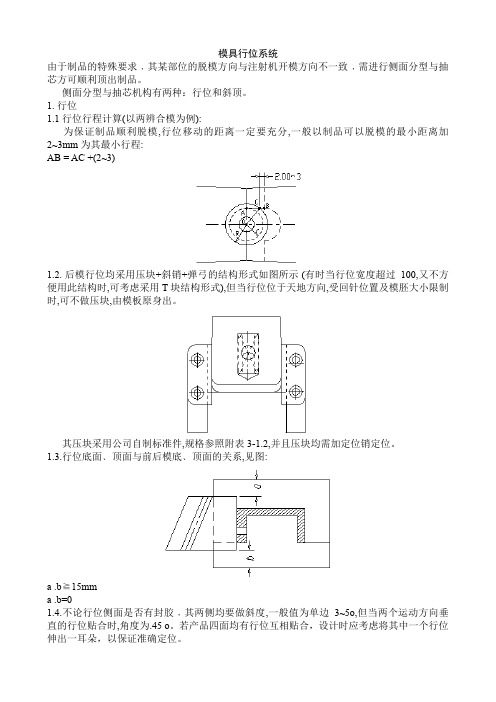
模具行位系统由于制品的特殊要求﹐其某部位的脱模方向与注射机开模方向不一致﹐需进行侧面分型与抽芯方可顺利顶出制品。
侧面分型与抽芯机构有两种:行位和斜顶。
1.行位1.1行位行程计算(以两辨合模为例):为保证制品顺利脱模,行位移动的距离一定要充分,一般以制品可以脱模的最小距离加2~3mm为其最小行程:AB = AC+(2~3)1.2.后模行位均采用压块+斜销+弹弓的结构形式如图所示(有时当行位宽度超过100,又不方便用此结构时,可考虑采用T块结构形式),但当行位位于天地方向,受回针位置及模胚大小限制时,可不做压块,由模板原身出。
其压块采用公司自制标准件,规格参照附表3-1.2,并且压块均需加定位销定位。
1.3.行位底面﹑顶面与前后模底﹑顶面的关系,见图:a .b≧15mma .b=01.4.不论行位侧面是否有封胶﹐其两侧均要做斜度,一般值为单边3~5o,但当两个运动方向垂直的行位贴合时,角度为.45o。
若产品四面均有行位互相贴合,设计时应考虑将其中一个行位伸出一耳朵,以保证准确定位。
1.5.行位高度与厚度的比值最大为1,否则,行位运动时会受翻转力矩影响,造成运动失效。
一般要求L≧1.5H。
1.6.行位斜销角度一般为15o~25o,最大不能超过25o,斜销角度比行位小2o,一般尽量不采用细小的斜销,以保证行位运动的顺利。
1.7.斜销孔比斜销单边大1/64",约0.4,当斜销穿过行位时,需在模板上为其留出足够的让位空间。
1.8.斜销在行位中位置的确定﹕斜销尽量置于行位的中间位置,具体尺寸要求如图:1.9.铲鸡与行位的配合面要求超过行位高度的2/3,并且用于铲鸡的螺丝应尽量大,下图为两种不同结构的铲鸡,尽量避免采用图b的结构。
1.10.行位弹弓长度的确定,应保证弹弓空间足够,防止弹弓失效。
设定行位行程为M,弹弓总长为L,设弹簧压缩40%,行位完全退出后,弹弓仍预压10%,则有(40%﹣10%)L=ML=(10/3)M弹弓空间为0.6L.但当L过小时,为了防止弹弓失效,往往要加大弹弓长度。
模具当中的"行位"是指哪一部分系统的?用途是何?行位是广东模具术语,也是就是指滑块,用来成型一些产品中不能直接分模的结构以下是一些术语产品类加强筋---加强用的骨位 ;美工线---上下盖装配的中间的间隙(可有效防上错位)行位 >滑块 ;司筒 >套筒入子 >镶件(INSERT)入子为台灣叫法 ;斜顶 >斜顶块或斜顶杆KO孔 > 顶棍孔 ;司筒针 > 套筒针撑头 > 支撑柱(防止B板变形的) ;铲鸡 >行位锁紧块治具 > 工具(夹具) ;喉咀 > 水管头;行位波仔 >滑块斜器;中托司 >浇口衬套水口板 >流道板;细水口板 >分流道板勾针 >拉料杆;B板 >动模板;A板 >定模板产品的夹线 >分型线;运水 >冷却水道;回针 >复位顶针;隔热板 >热流道模上用的撬模位 >用来公开AB板的;码模坑 >注射时固定上下模的通框 >把框开成通;大水口模----二板模;小水口模----三板模斜顶(又叫推方)----楣仔方;方铁----凳仔方夹水纹----熔胶线火花纹----电火花加工后留下的纹粗公----电火花粗加工用的铜公精公----电火花精加工用的铜公晒字----做好菲林再拿去加字体的加工方法开模器=拉胶=拉模扣密封圈=膠圈 =防水胶圈=O型圈波子螺絲=定位珠 =弹弓波子扣机就是控制多板分型的机械装置模具类:K.O孔——顶棍孔——用来顶顶针板的。
塑胶类:赛钢——POM ;防弹胶——PC ;透明大力胶——SAN ;亚加力——PMMA校杯——前模弹出开模的内行位PL面(音啪啦面)——分模面反柯——将正常情况下的前后模料位倒过来开模的方法,比如玩具车模具开模时,如果车外形面放后模出就是反柯浮柯——局部有倒扣的地方采用小镶件弹出的出模方法0.01mm=1丝=一条(台湾) ,不要误导人家啊,1u=0.001MM吃前模:开模时,产品留在前模顶白:顶出时所需脱模力较大,顶针不够力,使产品局部被顶坏,从产品正面看,有明显的白色或者胶位高出,又叫顶高水口烘印:潜水时入水点在制品外观面上留下的痕迹咬花=蚀纹/喷沙;逃料=偷料;多肉=多料机械类工具类:扳手=士巴拿(spanner)港资厂术语;合金刀=卡凡刀模具类:前模与后模“复模--第一次合模”=飞模=FIT模方铁=模脚;模具抛光=省模;周位=点浇口的凹点孔虎口=模仁上的精定位波珠=行位限位螺珠尼龙扣=一种模具分型开闭器超不碎胶 ABS(工程塑料)赛钢 POM ;硬胶 GPPS不碎硬胶 HIPS ;软胶 PE尼龙 PA ;防弹胶 PC百折胶 PP ;亚加力 PMMA(有机玻璃) ;K料 (K胶,学名BS 缩水1.005,是一种透明料)模具類 (順德)吊針 ---三板模前模拉料針撐雞------鎖緊塊(又稱鏟基)彈啤---裝彈簧的斜滑塊模具工程类的:钢模:塑胶模;棱线:过渡线。
模具当中的"行位"是指哪一部分系统的?用途是何?行位是广东模具术语,也是就是指滑块,用来成型一些产品中不能直接分模的结构以下是一些术语产品类加强筋---加强用的骨位;美工线---上下盖装配的中间的间隙(可有效防上错位)行位>滑块;司筒>套筒入子>镶件(INSERT)入子为台灣叫法;斜顶>斜顶块或斜顶杆KO孔> 顶棍孔;司筒针> 套筒针撑头> 支撑柱(防止B板变形的) ;铲鸡>行位锁紧块治具> 工具(夹具) ;喉咀> 水管头;行位波仔>滑块斜器;中托司>浇口衬套水口板>流道板;细水口板>分流道板勾针>拉料杆;B板>动模板;A板>定模板产品的夹线>分型线;运水>冷却水道;回针>复位顶针;隔热板>热流道模上用的撬模位>用来公开AB板的;码模坑>注射时固定上下模的通框>把框开成通;大水口模----二板模;小水口模----三板模斜顶(又叫推方)----楣仔方;方铁----凳仔方夹水纹----熔胶线火花纹----电火花加工后留下的纹粗公----电火花粗加工用的铜公精公----电火花精加工用的铜公晒字----做好菲林再拿去加字体的加工方法开模器=拉胶=拉模扣密封圈=膠圈=防水胶圈=O型圈波子螺絲=定位珠=弹弓波子扣机就是控制多板分型的机械装置模具类:K.O孔——顶棍孔——用来顶顶针板的。
塑胶类:赛钢——POM ;防弹胶——PC ;透明大力胶——SAN ;亚加力——PMMA校杯——前模弹出开模的内行位PL面(音啪啦面)——分模面反柯——将正常情况下的前后模料位倒过来开模的方法,比如玩具车模具开模时,如果车外形面放后模出就是反柯浮柯——局部有倒扣的地方采用小镶件弹出的出模方法0.01mm=1丝=一条(台湾),不要误导人家啊,1u=0.001MM吃前模:开模时,产品留在前模顶白:顶出时所需脱模力较大,顶针不够力,使产品局部被顶坏,从产品正面看,有明显的白色或者胶位高出,又叫顶高水口烘印:潜水时入水点在制品外观面上留下的痕迹咬花=蚀纹/喷沙;逃料=偷料;多肉=多料机械类工具类:扳手=士巴拿(spanner)港资厂术语;合金刀=卡凡刀模具类:前模与后模“复模--第一次合模”=飞模=FIT模方铁=模脚;模具抛光=省模;周位=点浇口的凹点孔虎口=模仁上的精定位波珠=行位限位螺珠尼龙扣=一种模具分型开闭器超不碎胶ABS(工程塑料)赛钢POM ;硬胶GPPS不碎硬胶HIPS ;软胶PE尼龙PA ;防弹胶PC百折胶PP ;亚加力PMMA(有机玻璃) ;K料(K胶,学名BS 缩水1.005,是一种透明料)模具類(順德)吊針---三板模前模拉料針撐雞------鎖緊塊(又稱鏟基)彈啤---裝彈簧的斜滑塊模具工程类的:钢模:塑胶模;棱线:过渡线。
模具行位设计1 常用行位机构类型对有侧向分型、抽芯的机构统称行位机构。
行位机构类型较多,分类方法多种多样。
根据各类行位结构的使用特点,常用行位机构可以概括为以下几类:(1)前模行位机构(2)后模行位机构(3)内行位机构(4)哈呋模机构(5)斜顶、摆杆机构(6)液压(气压)行位机构2 行位设计要求(1)行位机构的各组件应有合理的加工工艺性,尤其是成型部位。
一般要求:a.尽量避免出现行位夹线。
若不可避免,夹线位置应位于胶件不明显的位置,且夹线长度尽量短小,同时应尽量采用组合结构,使行位夹线部位与型腔可一起加工。
如图7.2.1a,7.2.1b 所示。
b.为了便于加工,成型部位与滑动部分尽量做成组合形式。
如图7.2.2所示。
(2)行位机构的组件及其装配部位应保证足够的强度、刚度。
行位机构一般依据经验设计,也可进行简化计算(计算参阅第五章5.3节),为保证足够的强度、刚度,一般情况采用:A.结构尺寸最大。
在空间位置可满足的情况下,行位组件采用最大结构尺寸B .优化设计结构。
例如以下几种情况1)对较长行位针末端定位,避免行位针弯曲,如图7.2.32)加大斜顶的断面尺寸,减小斜顶的导滑斜度,避免斜顶杆弯曲,如图7.2.4所示,在胶件结构空间“D”允许的情况下,加大顶的断面尺寸“a”“b”,尤其是尺寸“b”,同时,在满足侧抽芯的前提下,减小角度“A”,避免斜顶在侧向力的作用下杆部弯曲。
3)改变铲鸡的结构,增强装配部位模具的强度。
如图7.2.5a ,7.2.5b ,7.2.6a 7.2.6b所示。
4)增加锁紧,提高铲鸡的强度。
(3)行位机构的运动应合理为了行位机构可以正常的工作,应保证在开、合模的过程中,行位机构不与其它结构部件发生干涉,且运动顺序合理可靠。
通常应多考虑以下几点:A.采用前模行位时,应保证开模顺序。
如图7.2.7,在开模时,应从A—A处首先分型,然后B—B 处分型。
B.采用液压(气压)行位机构时,行位的分型与复位顺序必须控制好,否则行位会碰坏。
模具当中的"行位"是指哪一部分系统的?用途是何?行位是广东模具术语,也是就是指滑块,用来成型一些产品中不能直接分模的结构以下是一些术语产品类加强筋---加强用的骨位 ;美工线---上下盖装配的中间的间隙(可有效防上错位)行位 >滑块 ;司筒 >套筒入子 >镶件(INSERT)入子为台灣叫法 ;斜顶 >斜顶块或斜顶杆KO孔 > 顶棍孔 ;司筒针 > 套筒针撑头 > 支撑柱(防止B板变形的) ;铲鸡 >行位锁紧块治具 > 工具(夹具) ;喉咀 > 水管头;行位波仔 >滑块斜器;中托司 >浇口衬套水口板 >流道板;细水口板 >分流道板勾针 >拉料杆;B板 >动模板;A板 >定模板产品的夹线 >分型线;运水 >冷却水道;回针 >复位顶针;隔热板 >热流道模上用的撬模位 >用来公开AB板的;码模坑 >注射时固定上下模的通框 >把框开成通;大水口模----二板模;小水口模----三板模斜顶(又叫推方)----楣仔方;方铁----凳仔方夹水纹----熔胶线火花纹----电火花加工后留下的纹粗公----电火花粗加工用的铜公精公----电火花精加工用的铜公晒字----做好菲林再拿去加字体的加工方法开模器=拉胶=拉模扣密封圈=膠圈 =防水胶圈=O型圈波子螺絲=定位珠 =弹弓波子扣机就是控制多板分型的机械装置模具类:K.O孔——顶棍孔——用来顶顶针板的。
塑胶类:赛钢——POM ;防弹胶——PC ;透明大力胶——SAN ;亚加力——PMMA校杯——前模弹出开模的内行位PL面(音啪啦面)——分模面反柯——将正常情况下的前后模料位倒过来开模的方法,比如玩具车模具开模时,如果车外形面放后模出就是反柯浮柯——局部有倒扣的地方采用小镶件弹出的出模方法0.01mm=1丝=一条(台湾) ,不要误导人家啊,1u=0.001MM吃前模:开模时,产品留在前模顶白:顶出时所需脱模力较大,顶针不够力,使产品局部被顶坏,从产品正面看,有明显的白色或者胶位高出,又叫顶高水口烘印:潜水时入水点在制品外观面上留下的痕迹咬花=蚀纹/喷沙;逃料=偷料;多肉=多料机械类工具类:扳手=士巴拿(spanner)港资厂术语;合金刀=卡凡刀模具类:前模与后模“复模--第一次合模”=飞模=FIT模方铁=模脚;模具抛光=省模;周位=点浇口的凹点孔虎口=模仁上的精定位波珠=行位限位螺珠尼龙扣=一种模具分型开闭器超不碎胶 ABS(工程塑料)赛钢 POM ;硬胶 GPPS不碎硬胶 HIPS ;软胶 PE尼龙 PA ;防弹胶 PC百折胶 PP ;亚加力 PMMA(有机玻璃) ;K料 (K胶,学名BS 缩水1.005,是一种透明料)模具類 (順德)吊針 ---三板模前模拉料針撐雞------鎖緊塊(又稱鏟基)彈啤---裝彈簧的斜滑塊模具工程类的:钢模:塑胶模;棱线:过渡线。