成形车削固定循环指令G73课件
- 格式:pptx
- 大小:1.58 MB
- 文档页数:21
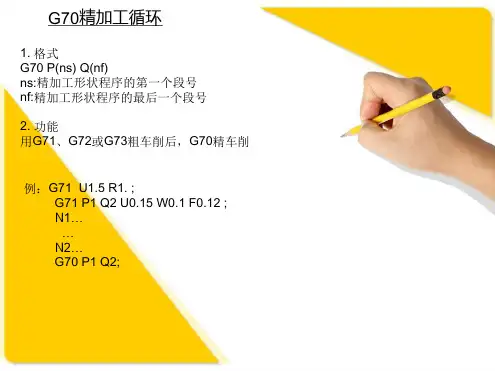
授课主要内容任务引入:1、幻灯片投影如下图形:2、启发提问:(1)回答该图形的名称?(2)该图形轮廓要素有何特点?如何加工?(3)用G71、G72加工的零件轮廓特点?(X轴或Z轴的尺寸都必须是单向变化即单调增加或单调减小)3、如何编写凹凸曲线轮廓类零件的加工程序?引出本节课题学习新知、掌握方法1、引导学生观察G73指令的编程格式,理解各参数的意义:G73 U(Δi)W(Δk)R(d);G73P(ns)Q(nf)U(Δu)(Δw)F(f);N(ns)…………;………………;N(nf)…………;2、引导学生比较G73指令与学过的G71、G72指令有何不同?a)G71编程格式:G71 U(Δd)R(e);G71P(ns)Q(nf)U(Δu)(Δw)F(f);N(ns)…………;………………;N(nf)…………;b)G72编程格式:G72 W(Δd)R(e);G72P(ns)Q(nf)U(Δu)(Δw)F(f);N(ns)…………;………………;N(nf)…………;3、播放多媒体课件,演示G73的走刀过程4、启发引导学生理解G73的走刀过程及各参数的意义5、检查自学效果(巡回指导)6、结合多媒体演示讲解G73指令参数意义:(重点Δi、Δk、d三个参数)(1)Δi:X轴粗车退刀的距离及方向(单位:mm,半径值,有符号);(2)Δk:Z轴粗车退刀距离及方向(单位:mm,有符号);(3)d:切削的次数,(单位:次)(4)ns:精车轨迹的第一个程序段的程序段号;(5)nf:精车轨迹的最后一个程序段的程序段号;(6)△u:X轴的精加工余量,(单位:mm,直径,有符号),最后一次粗车轨迹相对于精车轨迹的X轴坐标偏移;(7)△w:Z轴的精加工余量,(单位:mm,有符号),最后一次粗车轨迹相对于精车轨迹的Z轴坐标偏移;(8)F:切削进给速度;S:主轴转速;T:刀具号、刀具偏置号。
7、播放幻灯片,提出问题:如何确定Δi、Δk、Δu、Δw的大小及方向?(个别提问)总结学生回答问题情况,归纳总结:余量在正方向为正,余量在负方向为负8、仿真演示并引导学生思考:加工非均匀毛坯余量的零件时,如何减少走刀空程?9、举例1、如图所示棋子图样,毛坯尺寸为φ25的黑色或白色塑料,试分析其加工工艺并编写其加工程序。

固定形状粗车循环指令G73:高效加工的利器在金属加工领域,提高效率和精度是永恒的追求。
对于复杂的加工形状,固定形状粗车循环指令G73成为了数控编程中的得力。
它通过简化编程过程,实现了对特定形状的高效粗加工,大大提升了生产效率。
一、G73指令的功能与应用1. 功能介绍G73指令是数控车床编程中的一种循环指令,专门用于重复加工具有固定形状的工件。
它允许编程者指定一个循环起始点和一个循环结束点,以及循环过程中的切削参数,机床将自动完成一系列的切削动作。
2. 应用场景(1)工件具有规则的凹凸形状,如齿轮、螺纹等。
(2)需要多次切削以去除大量材料的粗加工阶段。
(3)加工形状复杂,但重复性强,如多边形、螺旋线等。
二、G73指令的编程步骤1. 确定加工参数在使用G73指令前,需要确定加工参数,包括切削深度、进给量、切削速度等。
2. 设置循环起始点和结束点通过坐标值设定循环的起始点和结束点,这些点将定义机床在执行G73指令时的切削范围。
3. 编写G73指令G73 X__ Z__ I__ J__ F__其中,X、Z代表循环起始点的坐标,I、J代表循环结束点的坐标偏移量,F代表进给速度。
4. 执行程序三、G73指令的优势1. 提高编程效率G73指令简化了编程过程,减少了编程代码的长度,使得编程更加高效。
2. 节省加工时间通过自动循环加工,G73指令大幅减少了机床空行程时间,提高了加工效率。
3. 保证加工质量G73指令能够保证加工形状的一致性,减少了因人工操作不当导致的误差。
固定形状粗车循环指令G73是数控加工中的一项重要技术,它以其独特的优势,为复杂形状工件的加工提供了高效的解决方案。
掌握G73指令的应用,对于提高生产效率和加工质量具有重要意义。
固定形状粗车循环指令G73:高效加工的利器四、G73指令在实际操作中的注意事项1. 刀具选择与安装在使用G73指令进行加工前,选择合适的刀具至关重要。
刀具的材质、形状和尺寸都需要根据工件的材料和加工要求来确定。
G71 (内、外径粗车循环)当给出如图所示加工形状的路线B A A →'→的程序段及切削参数,粗车循环指令G71就会由起点A 自动计算出B'点。
刀具从B'点开始径向进刀一个△d 后,进行平行于Z 轴的工进车削和45°退刀e →Z 向快速返回→X 向快速进刀△d+e ,由此下降第二个△d ,如此多次循环分层车削,最后再按留有精加工余量△u 和△w 之后的加工形状(ns →nf 程序段A'→B )进行轮廓光整加工,加工完毕后快速退到A 点,完成粗车循环。
FANUC-OT 必须给定循环起点。
A →A'的速度由ns 程序段中是G00还是G01决定,且A →A'程序段只能有X 坐标,不能有Z 坐标。
指令格式:G00X αZ β;G71U △d Re;G71PnsQnfU △u W △w Ff;说明: α、β为粗车循环起点位置,即图A 点。
在圆柱毛坯粗车外径时,α值应比毛坯直径稍大1~2mm ,β值应离毛坯右端面2~3mm ;在圆筒毛坯料粗镗内孔时,α值应比毛坯直径稍小1~2mm ,β值应离毛坯右端面2~3mm 。
②△d 为循环切削过程中径向的背吃刀量,半径值,单位为mm.③e 为循环切削过程中径向的退刀量,半径值,单位为mm 。
④ns 为精加工形状程序段中的开始程序段号。
nf 为精加工形状程序段中的结束程序段号。
⑤△u 为X 轴方向的精加工余量,直径值,单位为mm 。
在圆筒毛坯料粗镗内孔时,应指定为负值。
车外圆时为正。
⑥△w 为Z 轴方向的精加工余量,单位为mm 。
⑦f 为粗加工循环中的进给速度。
注意:①在使用G71进行粗加工循环时,只有含在G71程序段中和G71指令前就近的F 、S 、T 功能才有效,而包含在ns →nf 精加工形状程序段中的F 、S 、T 功能,对粗车无效,只在精车时有效。
②在A →A'间顺序号ns 的程序段中只能含有G00或G01指令,而且必须指定,也不能含有Z 轴指令。